泵站钢闸门腐蚀原因分析与对策
2013-12-07沈华东
沈华东
(湖北理工学院机电工程学院,湖北 黄石 435000)
某泵站投入使用的2台BGZ—3000×2500型进水钢闸门,其设计参数为:允许最大正向压力0.1MPa,闸门渗透量0.11L/sm2,提升速度0.8m/min。2008年非汛期检查时发现,闸板腐蚀严重,迎水侧850mm×700mm2的面积上出现小鼓包和灰黑色溃疡状蚀坑。
钢闸门是泵站重要的水工设备,主要用于调节泵站流量和控制水位,并保障泵站的稳定运行。
钢闸门主要由闸板、闸框及启闭装置等构件组成,一般用钢铁或不锈钢材料制成。钢闸门由于长期浸没于水中,在阴暗潮湿、干湿交替和微生物侵蚀等恶劣环境下工作,并受水流泥沙及其他漂浮物的冲刷,过流表面极易发生腐蚀破坏。
据统计,钢闸门在淡水环境中腐蚀的平均速度为0.02~0.04mm/a,而实际中很多场合钢闸门的腐蚀速度远高于此值。钢闸门腐蚀轻者引起闸门封水不严,重者致使闸门结构强度削弱、稳定性降低,甚至影响泵站的安全运行。
正确分析钢闸门腐蚀失效机理及规律,掌握各种影响金属腐蚀进程的主要因素,对研究钢闸门防腐对策及提高泵站运行的可靠性极为重要。
一、腐蚀失效机理
钢闸门腐蚀的本质是电化学反应的过程。当金属被放置在水溶液或潮湿的大气环境中,其金属表面会形成一种微电池,也称腐蚀电池。在阳极上发生氧化反应,阴极上发生还原反应。腐蚀电池的形成主要是由于金属表面吸附了空气环境中的水分,形成一层水膜,因而使空气中CO2、SO2、NO2等成分溶解于这层水膜中,形成电解质溶液。
同时,浸没于该层溶液中的金属(如钢铁)为合金,除铁元素之外,还含有石墨、渗碳体(Fe3C)以及其他金属等杂质,这些杂质大多数没有铁元素活泼,因此形成腐蚀电池的阳极为铁,而阴极为杂质。电化学反应的结果使阳极区的铁不断地溶解成为铁离子,逐渐被腐蚀。
相关化学方程式如下。
1.析氢腐蚀(钢铁表面吸附水膜酸性较强时)
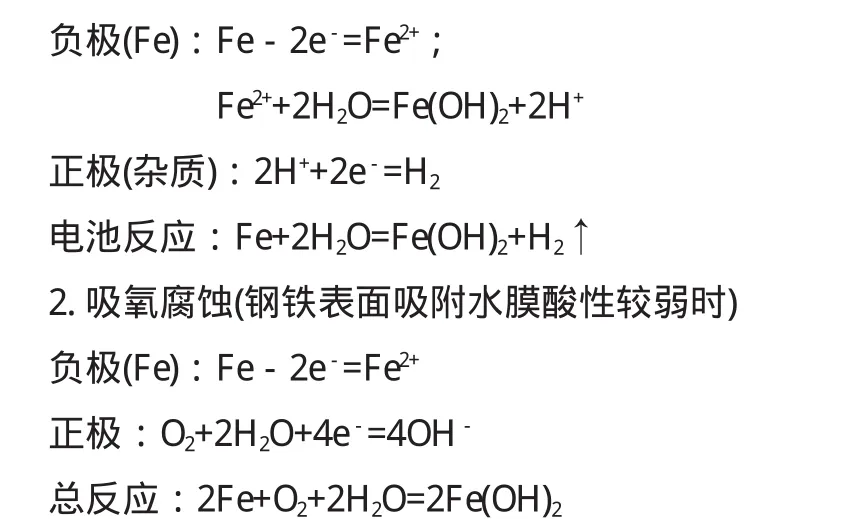
析氢腐蚀与吸氧腐蚀生成的Fe(OH)2被氧化后,生成的Fe(OH)3脱水生成铁锈Fe2O3。
二、影响钢闸门腐蚀的主要因素
1.工作环境PH值的影响
PH值代表水环境介质中H+浓度的大小,H+浓度是影响腐蚀速度的最主要因素之一,在酸性介质中会加速金属电化学反应进程。我国部分地区水环境中酸、碱和有机物等腐蚀性强的污染物总体增加,加快了钢闸门的腐蚀速度。
2.盐浓度的影响
溶解于水内的盐增强了水的导电性能,同时也增加了电偶的腐蚀电流,尤其在酸性盐和氧化性盐介质中,由于存在着H+离子和强氧化剂,会促使H+离子去极化或氧去极化过程,从而加大了金属在盐溶液中的腐蚀速度。
同样,溶解盐对保护膜的形成和破坏也有显著影响,特别是在海水中存在着大量Cl-离子,它破坏保护膜,使金属表面难以钝化,Cl-离子又有很强的穿透能力,因此钢闸门在海水环境下比在淡水环境中腐蚀更为严重。
在矿藏含量丰富地区,由于氯化物、硫酸盐、硝酸盐等物质的浓度相对较高,因而临近河流水的导电性能随之增强,对钢闸门的腐蚀有很大的影响。
3.泥沙冲击磨损的影响
在钢闸门表面除发生腐蚀的主要过程外,还经常出现保护膜,该保护膜减缓了腐蚀过程或完全使腐蚀停止,但只有在水流速度低或清净水的环境下才有可能。相反,在水流速度高或含泥沙量大的环境,保护膜形成后却经常被冲刷掉,因此在水流及夹杂的泥沙冲击磨损大的环境下,较容易将腐蚀产物从钢闸门表面随水流冲走,使钢闸门更易受腐蚀。
4.焊缝腐蚀的影响
钢闸门结构制作中存在着大量焊缝,焊接过程中焊缝局部会产生很大的内应力及各种微观组织缺陷,在这两种因素的综合作用下,会加速焊缝部位的腐蚀。
三、防腐蚀技术
1.涂层防护
涂层防护基于涂料对金属的屏蔽作用和缓蚀作用。金属表面涂敷涂料后,实质是将金属基体与电解质溶液及空气隔离,起到屏蔽保护作用。同时,借助涂料的内部组分与金属反应,使金属表面钝化或生成保护性的物质以提高涂层的防护效果。
涂层保护效果和使用寿命取决于涂层材料在使用环境中的耐蚀性、强度、塑性和耐磨性。因此,要求涂层本身耐蚀、化学稳定、附着力好、涂层致密、孔隙率小,并具良好的物理机械性能(硬度和耐磨性)。随着涂料工业的日益发展,不同性能的防腐涂料层出不穷,目前使用较普遍的有环氧富锌防锈漆、无机富锌漆、酚醛树脂等涂料。
采用涂料防护时,应该注意底漆和面漆必须合理配套,使其具有良好的结合力和适应性。涂层表面应保持一定的厚度和均匀性,涂层厚度一般为70~80μm,且无杂物、起皮、鼓泡、孔洞、粗颗粒及裂纹等缺陷。
为提高涂层防腐效果,钢闸门表面必须进行喷砂预处理,将闸门金属表面的铁锈、氧化皮、油污、焊渣、灰尘等污物和水分清除干净,使其露出金属本色,并且保持干燥和有一定的粗糙度(R值40~100μm),以保证涂层与金属基体间有良好的附着力。
2.金属热喷涂防护
金属热喷涂是将锌、铝、锌铝合金、铝镁合金等金属丝,通过专用喷射装置使其在高温火焰中熔化,形成雾状微粒,并以较高的速度喷射到预先经过除锈处理的金属表面。这些雾化微粒处于半熔融状态,喷射到金属表面后,迅速冷却收缩,附着在金属表面,形成钝化防护膜。在淡水环境中热喷材料宜选锌或锌铝合金,海水环境宜选锌、铝、铝合金或锌铝合金。涂层厚度应达控制标准(表1),以确保涂层具有良好防护效果。
3.牺牲阳极阴极保护法
牺牲阳极的阴极保护法是将活性不同的两种金属连接后,共置于同一电解质中,活性较强的金属作为阳极失去电子,受到腐蚀,活性差的金属作为阴极得到电子受到保护。常用的牺牲阳极材料有锌基、铝基和镁基合金。锌铝合金适用于海水、淡海水环境,镁基合金适用于淡水和淡海水环境。
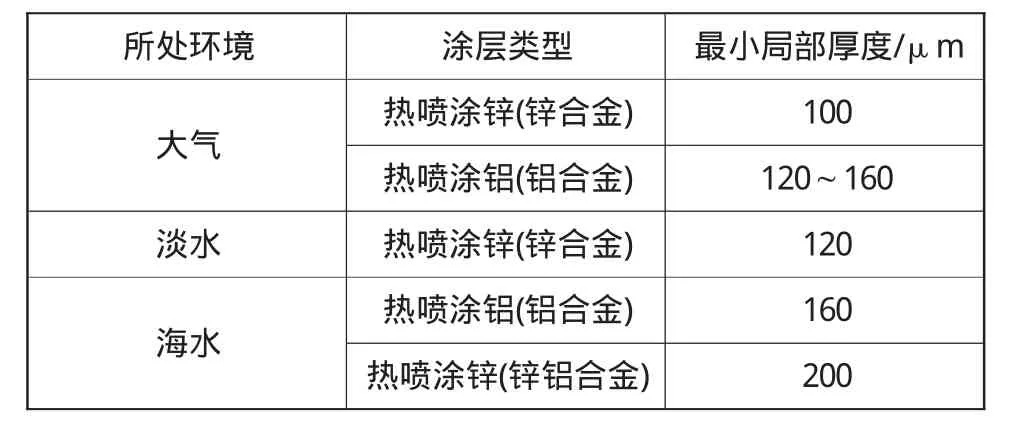
表1 金属涂层厚度分类表 (设计寿命T≥10年)
这种保护方法必须掌握金属结构表面涂层种类和状况、介质的化学成分、PH值、电导率、污染状况以及温度、流速、潮位变化等。施工时牺牲阳极的工作表面不应粘有油漆和油污,牺牲阳极的布置和安装方式应不影响钢闸门的正常运行,其金属结构的保护电位应达到-0.85V或更负值(相对于铜/饱和硫酸铜比电极)。
4.技术管理措施
定期对钢闸门过流部位进行全面检测,找出其主要腐蚀部位和腐蚀诱因,及时发现安全隐患,并提出消除隐患的措施和建议。检测内容包括:腐蚀部位及分布状况、蚀坑深度及大小、发生部位密度、严重腐蚀面积占闸门和启闭机构件表面积的百分比、腐蚀构件的蚀余截面尺寸等。重点对钢闸门主要构件的蚀余厚度进行检测,判断闸门各构件的腐蚀速率和腐蚀程度,并以此为依据进行钢闸门的结构强度和刚度复核计算。
常用的测量方法有超声波测厚法和腐蚀深度测量法两种:
(1)超声波测厚法是利用超声波测厚仪测量钢板蚀余厚度,是目前最常用和最精确的一种无损检测方法,测量精确度可达0.1mm。
(2)腐蚀深度测量法则是用焊缝检验尺直接量出蚀坑的深度,用数据直接反应出腐蚀量,其特点是较为直观,容易求出年腐蚀速度,测量精确度可达0.05mm。
四、钢闸门修复方案及效果
该泵站钢闸门采用“环氧富锌底漆+环氧云铁中间漆+氯化橡胶面漆”组合热喷涂防腐修复方案。热喷涂之前对钢闸门表面进行喷砂预处理,喷砂除锈完成后并对喷砂除锈部位进行全面检查,包括对金属基体表面进行清洁度和粗糙度检查。
喷涂工艺要求喷涂用的压缩空气应清洁、干燥,压力不得低于0.4MPa。喷涂与金属基体表面的距离为100~200mm,喷枪尽可能与基体表面成直角,不得低于45°,喷枪移动速度以一次喷涂厚度达到25~80μm为宜。金属涂层外观应保持均匀一致,无金属熔融粗颗粒、起皮、鼓泡、裂纹等缺陷。
2008年实施修复后运行至今,钢闸门原腐蚀过流部分未见明显蚀痕,抗蚀效果良好。实践表明,金属热喷涂防腐技术应用于泵站钢闸门防腐处理是最佳的选择。
五、结语
腐蚀失效是钢闸门失效的主要形式,目前泵站运行中普遍存在着钢闸门受腐蚀的现象。要彻底解决钢闸门腐蚀失效问题,应结合以往的实践经验加以分析和整理,在参考国内外先进技术的基础上,深入研究各种防腐技术对策,积极采用新型抗蚀材料和新的金属表面处理工艺,并严格控制工艺操作标准,提高钢闸门过流表面综合抗蚀性能,延长其使用寿命,达到泵站安全运行的目的。
[1]薛桂荣.水工金属结构的腐蚀与防护措施[J].山西水利科技,2006.4.
[2]夏卿坤,吴宪平等.水工钢结构的热喷涂防腐技术[J].湖南工程学院学报(自然科学版),2004.1.
[3]朱继营,杨胜敏.浅谈水工钢闸门的热喷涂施工方法[J].北京:硅谷,2008(15).
[4]刘家濬,周平安等.材料耐磨抗蚀及其表面技术概论[M].北京:机械工业出版社,1986.
[5]DL/T835-2003.水工钢闸门和启闭机安全检测技术规程[S].
[6]SL 105-2007.水工金属结构防腐蚀规范[S].
