连铸机板坯喷号机参数调整的试验研究与分析
2013-12-07谭志强
谭志强,熊 钢
(武钢股份设备维修总厂,湖北 武汉 430080)
武钢某炼钢厂热坯标记系统采用电弧喷涂喷号机。其原理如图1所示:在喷涂时,两根丝状喷涂材料经送丝机构均匀、连续地送进喷枪的两个导电嘴内。导电嘴接入电源的正、负极,并保证两根丝材端部接触前的绝缘性。当两根丝材端部接触时,产生电弧,其温度约为6 000℃,可使丝材端部瞬间熔化。用压缩空气将熔化的金属雾化并喷在基体表面冷却、沉积而形成涂层。喷射速度可达200m/s。
喷号机经常需要进行调定的具体参数有电弧电源的电压和电流等级、喷涂气压和走丝速度。这些参数直接影响着喷号的效果,以下从现场试验和理论两个方面进行分析。
一、参数试验
1.电压、电流对喷号效果的影响

试验在武钢某炼钢厂2流、4流喷号机上进行:在其他参数进行调定的前提下,对喷号机电焊机的各档位进行调定,并在同一位置拍照比对喷号效果。试验结果如下。
(1)4流喷号机电压参数调定试验见表1。喷号效果见图2。

表1 4流喷号机电压参数调定试验

图2 电压电流参数调定试验1
(2)2流喷号机电压参数调定试验见表2。喷号效果见图3。
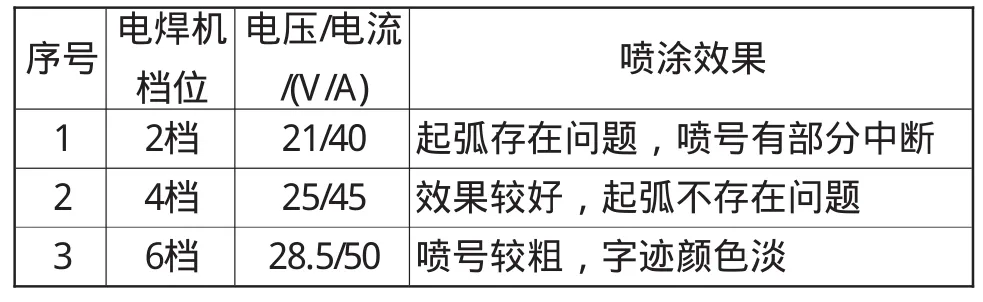
表2 2流喷号机电压参数调定试验
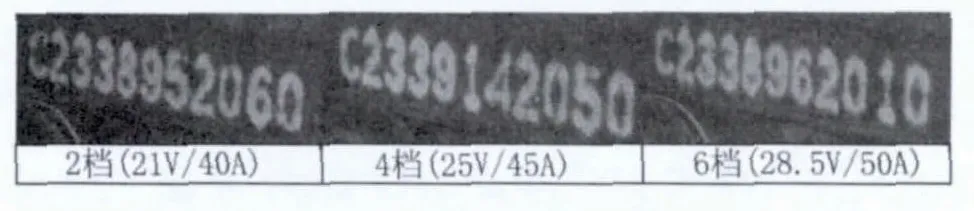
图3 电压电流参数调定试验2

图4 电压电流参数颗粒试验
2.电压、电流对喷涂颗粒的影响
将4流喷号机固定在起弧点离板坯距离20mm处,分别用不同的电压、电流档位对板坯进行手动集中喷涂试验。喷号效果见图4。
经过试验,可以得出以下试验结果(表3)。

表3 电压电流参数颗粒试验
从该试验可知,当电压、电流等级越高,其他参数相同下喷射到铸坯上的颗粒越大。
3.气压对喷涂颗粒的影响
将4流喷号机在同等距离和同等电压及电流等级下对喷射气压进行不同级别的调定,并分别对铸坯进行手动定点喷涂。效果见图5。

图5 气压颗粒试验
经过试验,可以得出以下试验结果(表4)。
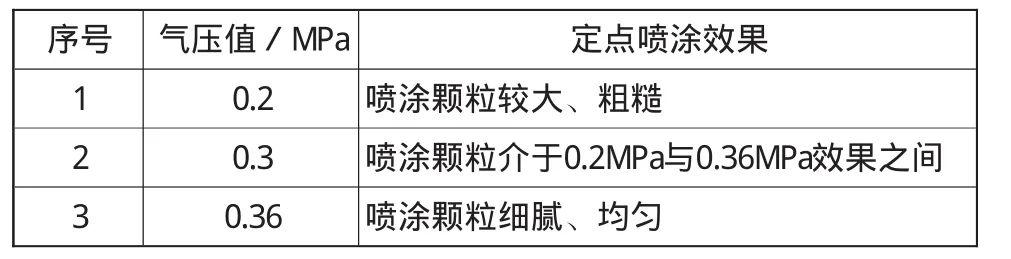
表4 气压颗粒试验
随着气压增加,其喷涂的颗粒越均匀和细腻。
二、理论分析
喷号机的喷涂包括两个过程:第一是两个金属丝在喷涂电压下被短接而产生热量,将金属丝融化成熔滴(简称起弧过程);第二是利用压缩空气将金属熔滴吹到铸坯表面的过程(简称喷吹过程)。
1.起弧过程研究
(1)送丝速度
喷号机的走丝电机根据电机的既定转速将金属丝送到起弧点。这个过程中,单位时间内到达起弧点需熔化的金属质量为:

式中:v丝——金属丝的走丝速度,
ρ——金属丝的密度(现场中金属丝为铝丝,

d——金属丝的直径(现场中d=2×10-3m)。
根据该公式,v丝越高,单位时间内到达起弧点的金属丝越多,即喷射到铸坯表面的金属越多,喷涂效果越好。
(2)喷涂电压、电流
两根金属丝在起弧点被短接升温直至熔化为金属液滴。这个过程中金属丝从固态转化为液态所需的最小热量为:

式中:c——金属丝的比热容(铝丝c=0.88×103J/(kg/℃));
△t——金属丝由常温升高到熔点的升高温度(铝的熔点为660.37℃,则△t=660.37-30=630.37℃);
c——为金属丝熔化热(铝丝c=3.98×105J/kg)。
将以上数值代入得出Qmin=1.62×104v丝。
金属丝熔化为液滴过程所需的热量由喷涂电源提供。喷涂电源有效功率为p=UgIg
式中:Ug——喷涂平均电压;
Ig——喷涂平均电流。
则电弧的有效功率为Q弧=0.24ηUgIg
式中:η——喷涂电源有效热系数。
若要喷涂持续有效,则要求电弧能提供金属丝持续熔化所需的热量Q弧≥Qmin,即0.24ηUgIg≥1.62×104v丝。从该公式可知,若送丝速度v丝提高,则对应的最低电压、电流等级需提高。如果Q弧<Qmin,则喷涂电源提供的热量无法将铝丝完全熔化,即铝丝不能稳定熔化,将出现火花时断时续,甚至无法正常打火。
电弧有如下特性:当弧长保持一定调节电弧电流,电弧电压几乎不发生变化(如图6a);当电弧电流保持一定改变弧长大小,则电弧电压随弧长增加而增加(如图6b)。
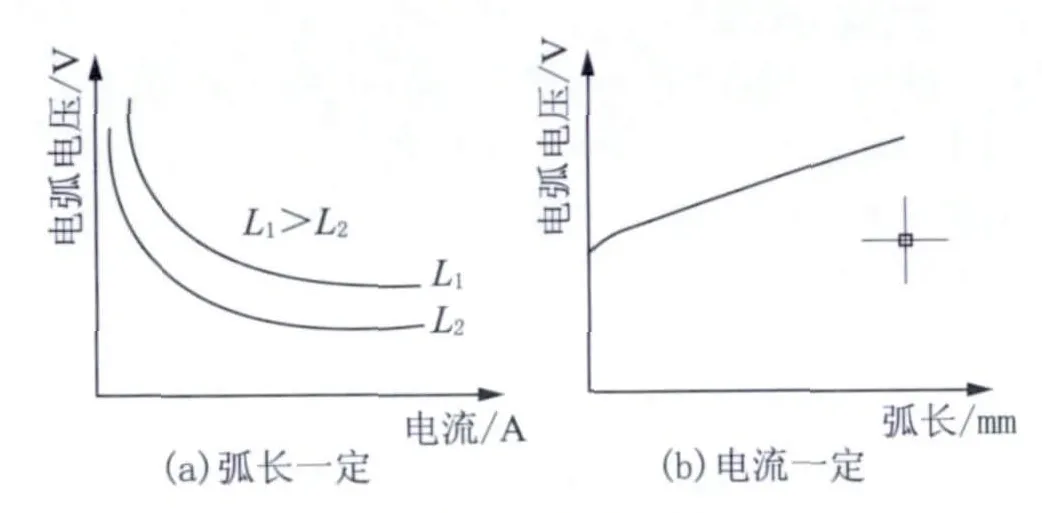
图6 电弧特性图
喷涂电压Ug实际上反映了两根喷涂金属丝尖端间距离的量度,电压越高代表着金属丝之间的间距离越大,雾化粒子的粒度越大且雾化粒子具有更高的高斯分布。另外,Ug越高,电源提供的热量越高,高能量将导致更多的雾化粒子被烧损,尤其是易被氧化的元素,而减少了到达板坯表面的雾化粒子的数量,熔滴颗粒的沉积率降低。同时喷涂射流的方向性也变差。
喷涂过程中,电弧弧长基本恒定,即喷涂电压稳定。电弧电流则是根据金属线材送进速度的变化来自调节的:送丝速度增加,电流会增加以提高金属线材的熔化速度来保证电弧弧长的一定;送丝速度减小,电流会降低以减少金属线材的熔化。
(3)综合匹配值
送丝速度、喷涂电压、喷涂电流是喷涂三要素,对于每台喷涂电源都有一个最佳的组合值。
该最佳的匹配值是在满足可靠熔化铝丝的前提下,单位重量的铝丝所消耗的熔化热量最小,即
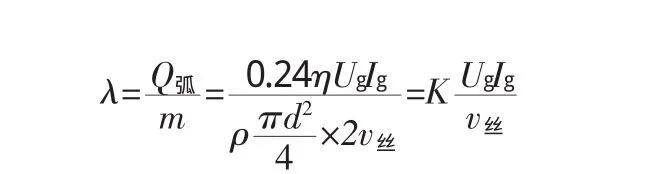
需使得λ为最小时为最佳值。
2.喷吹过程研究
喷吹过程是由从喷嘴出来的压缩空气将金属熔滴吹散并打到铸坯的表面而形成沉积。供给的雾化压缩空气压力高,则喷射粒子的雾化程度越高(粒子更细小),雾化粒子飞行速度也越高,喷涂粒子获得动能就越高,对喷涂粒子雾化和提高涂层与集体结合强度起积极作用。
提高雾化空气时需注意,雾化空气速度高,代表着空气对电弧的冲击和热交换越剧烈,金属溶液在空气中逗留的时间越短。若空气压力超过了一定供丝速度所能提供的上限,将产生电弧被雾化空气“吹灭”的现象。
三、结论
喷号机的走丝速度、电压电流等级及喷射气压对喷号效果有直接影响。就单个参数而言,根据分析和试验可知走丝速度越快越好,但走丝速度提升时电流电压等级也需要相应提升。在满足连续打火的条件下,电压电流等级越低越好,喷射气压是越高越好。
但在生产中,要追求各参数的最佳匹配值,不能盲目追求某一参数的提高。首先,应该根据喷号机的送丝速度和连续起弧的条件Q弧≥Qmin得出连续起弧电压、电流等级;其次根据连续起弧电压、电流等级选择最小电压、电流等级。另外,根据送丝速度和电压、电流等级来调定气压,选择最大的可能气压。
在生产实践中获得的最佳喷号机参数(表5)可作为喷号机日常调定的参考值。

表5 喷号机调定参考值
[1]王有喜,张勇,张春明,王超.电弧喷涂技术的发展及应用[J].农业装备与车辆工程,2010,224:26-29.
[2]黄伟.热钢坯电弧喷涂标记系统的研制[D].浙江大学硕士学位论文,2008.
[3]易春龙.电弧喷涂技术[M].北京化学工业出版社,2006.
[4]董学良.热钢坯电弧喷涂标记系统优化研究[D].浙江大学硕士学位论文,2010.
