多次返修对焊接接头力学性能及金相组织的影响
2013-12-04裴传飞
裴传飞
由于受各种因素影响,建筑钢结构施工中不可避免地会出现返修情况。对于钢结构构件来说,采用焊修工艺是减少制造损失的有效手段。《钢结构工程施工规范》GB50755-2012中规定:“焊缝同一部位的缺陷返修次数不宜超过两次”。本文以Q345GJB中厚板为对象,研究焊缝同一部位缺陷返修超过两次的多次焊修对焊接接头机械性能及金相组织的影响。
1 接头类型及试验材料
1.1 接头类型
钢结构工程中,对接焊缝为全熔透焊缝,本次试验参照GB50661-2011《钢结构焊接规范》中附录A“钢结构焊接接头坡口形式、尺寸和标记方法”表A.0.3“气体保护焊、自保护焊全焊透坡口形式和尺寸”,选用对接接头。接头形式如图1。
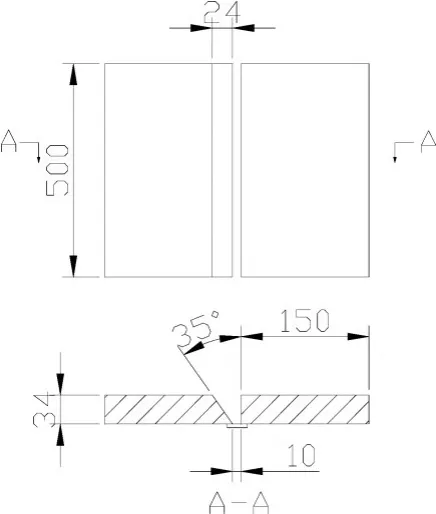
图1 试验接头
1.2 试验材料
试验钢板选用Q345GJB板材,厚度34mm,其力学性能见表1。焊接材料使用CO2气体保护焊实芯焊丝,牌号为ER50-6。保护气体选用CO2,气体纯度不低于99.5%,使用前做放水处理。
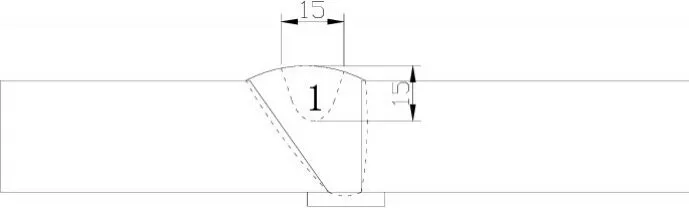
图2 一次返修
1.3 补焊工艺
初次焊接采用多层多道焊,使用经过评定的工艺参数进行焊接。初次焊接后模拟实际生产焊修情况,在试板焊缝中部按照图2、图3、图4的形状尺寸,模拟焊修时缺陷去除情况,采用碳弧气刨去除金属,再采用砂轮打磨出金属光泽,然后按照正常生产工艺进行焊修。补焊的参数每次均相同,其中第1次、第2次焊修均在焊缝内,第3次焊修接近焊缝熔合线区域。

图3 二次返修
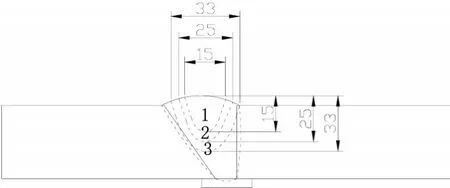
图4 三次返修

表1 Q345GJB板材的力学性能
每次补焊前,均对试件焊缝及两边各100mm进行预热处理,预热温度高于原工艺评定温度30~50°,严格控制返修焊接过程中的道间温度。
2 试验结果及分析
2.1 多次补焊对接头机械性能的影响
经过多次补焊后,接头的力学性能测试数据见表2。从表中可以看出,焊缝经2次、3次补焊后,与未经过母材相比,屈服强度、抗拉强度和伸长率并没有多大变化,平均伸长率满足标准要求;试样的抗拉强度大于母材标准相应规定下限值,符合标准要求;试件破断位置存在明显的颈缩 ,表明试件塑性良好;经过3次补焊后的接头背弯试样经180°弯曲后.拉伸面完好无裂纹。
焊缝经过3次焊补后.最高硬度值均位于邻近熔台线的HAZ内,分别为239HV1、230HV1、250HV1,均低于标准规定的最高硬度值350HV。
2.2 多次补焊对接头金相组织的影响
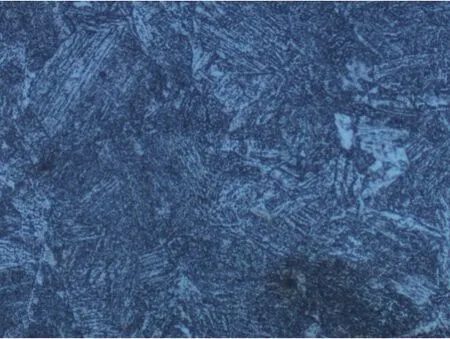
经过3次补焊的焊缝区的组织分为两部分,其中一部分为柱状晶区,该区域的组织为贝氏体+针块状铁素体+珠光体组织,其余部位的组织为贝氏体+珠光体+铁素体;HAZ的组织也分为两部分,其中少部分的组织为上贝氏体+针块状铁素体+珠光体,其他热影响区域的组织为珠光体+少量的铁素体,与未经补焊的母材相比,HAZ晶粒还得到一定程度的细化。接头组织情况见下图。

母材组织 100×
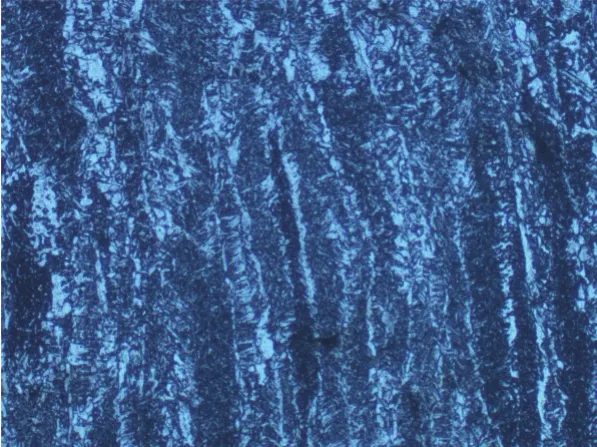
焊缝区柱状晶区组织 100×

表2 三次返修后焊接接头力学性能

焊缝区组织 100×
热影响区少部分组织 500×
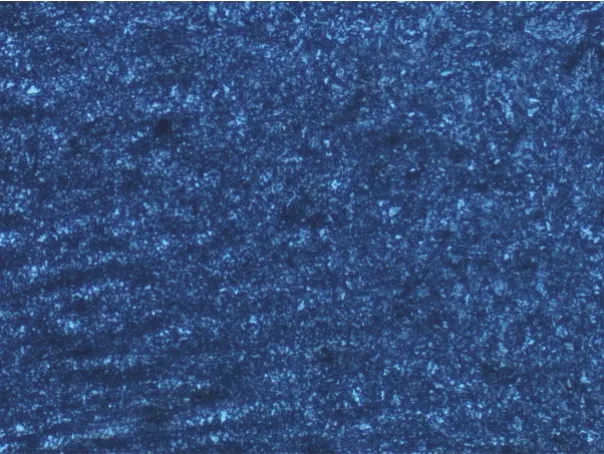
热影响区绝大部分区域组织 100×
通常情况下.经过多次补焊后的焊接接头,其HAZ由于受到多次热循环作用而过热,使晶粒粗大、化学成分不均匀甚至出现魏氏组织,导致冲击韧性大幅度下降[1]。但在本次试验条件下,通过对热影响区组织情况分析,未发现魏氏体组织和使焊缝组织力学性能恶化的硬相相马氏体组织。
经分析,出现此种现象可能与焊缝挖补的尺寸和提高焊前预热温度有关:
2.2.1 后一次挖补宽和深度均大于前一次挖补的宽度和深度.相当于每次都将前一次补焊形成的热影响区挖掉.在后一次焊缝的热影响区并未产生热量累积[2]。
2.2.2 每次挖补的宽度和深度均小于原始焊缝的宽度和深度.后续补焊的热循环使得原始焊缝的热影响进行了多次正火或部分正火处理,细化了晶粒[3]。
2.2.3 在原有焊接工艺评定预热温度上提高30~50°的预热温度,延长HAZ冷却时间,促使组织转变成铁素体和珠光体,这样就避免出现马氏体淬硬组织,提高了焊接接头抗裂性。
3 结束语
对Q345GJB钢对接接头进行3次返修补焊后,接头的强度、塑性、冲击韧性、硬度等力学性能仍满足标准规定的要求。金相组织未出现明显的魏氏体和硬相马氏体,HAZ晶粒得到一定程度的细化,可以在钢结构实际补焊中予以参考。
但在实际工程中,在严格执行规范要求,提高返修焊缝预热温度的同时,尚需注意除刨至焊缝缺陷处外,后一次返修挖补的跨度和深度均需大于前一次挖补的跨度和深度,但应小于原始焊缝的宽度与深度。
[1]陈祝年 ,焊接工程师手册[M],北京,机械工业出版社,2002
[2]李冬霞,浅析多次补焊对接头金相组织的影响,隧道建设,2004
[3]霍立兴,焊接结构工程强度[M],北京,机械工业出版社,1995.