烟气脱硫装置吸收塔制作监理控制要点
2013-11-30张潇兰州寰球工程公司甘肃兰州730060
张潇(兰州寰球工程公司 甘肃兰州 730060)
一、绪论
300 万吨/年重催装置烟气脱硫项目由中石化宁波工程有限公司和苏州科迪石化工程有限工程公司联合体以EPC 形式进行项目总承包,于2008 年9 月正式开工建设,属于炼油厂“十大攻关项目”之一,预计建成投产后可减少SO2 排放量为5100t/年,粉尘1000t/年,对兰州石化实现清洁发展、安全发展、节约发展,提高企业核心竞争力、提升和维护企业形象,构建人与自然和谐发展有重大意义。
该项目采用美国贝尔格公司提供的EDVR 湿法洗涤工艺,该工艺使用NaOH 溶剂作为吸收剂对重催装置的烟气进行脱硫处理,EDVR 湿法洗涤工艺的使用及其烟气脱硫塔的建设在国内尚属首例。 本项目中最主要设备——吸收塔(C1201)的制作安装质量控制是整个工程的控制重点及难点, 因此工程监理在吸收塔制作过程中尤为重要。
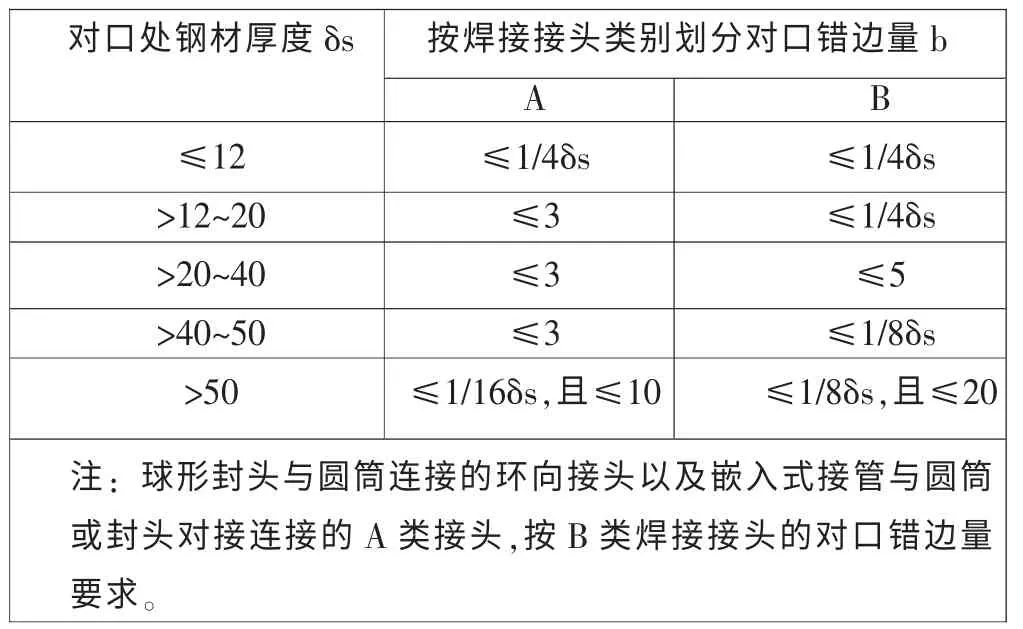
表1 A、B 类焊接接头对口错边量b (单位:mm)
二、塔体概况
1、塔体构造
塔体直径Φ8.000m,高度H=59.700m,厚度δ=20+3mm,烟囱直径为Φ4.500m。
2、主体材质
底座板厚δ=50mm, 材质为Q345C; 塔体板材质:16MnR+00Cr19Ni10; 烟囱材质为00Cr19Ni10;烟道接管材质为ALLOY20;塔内旋风分离器13 具,材质为00Cr19Ni10。
3、塔体焊接材料
电焊条J507,J427,A062,A002,焊丝ERNiGrMo-3。
4、塔体设计工艺参数
塔体净质量:263.500 吨;设备总质量330.000 吨(含附件);设计压力为0.002MPa,设计温度300℃,介质:烟气、水、浆液。
三、吸收塔制作监理控制要点
1、施工图审核
(1)对施工图进行审核前,监理工程师需对设计说明及施工图进行详细的阅读,了解设计意图,对设计提出的关键问题、要求和图纸上的关键部位、结构特点难点或问题进行梳理归纳,并在施工工序前提醒施工单位对这些关键点高度重视, 做好事前控制。
(2)对设计文件(施工图纸)中存在的问题,在图纸会审阶段要逐条列出并进行汇总讨论,并对会审结果进行记录,要求设计部门书面回复的问题,需书面通知设计部门限期回复。
(3)对施工图中设计选用的标准规范需核对其有效期,如有过期或新版代替的需通知设计部门要求变更,以最新版为准,并通知施工单位按新版实施。

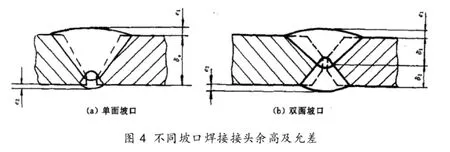
表2 A、B 类焊接接头焊缝余高及其允差(单位:mm)
(4)对设计图中某些结构、节点或要求有不同意见、或由于各种客观原因施工难以达到设计要求的, 要求施工单位向设计部门做出书面说明, 进行协商处理, 并按设计最终结论进行实施。
2、施工材料以及施工人员资质的审核
烟气脱硫项目中吸收塔材料有板材Q235、Q345C、16MnR+00Cr19Ni10、ALLOY20、00Cr19Ni10; 焊 材 材 质 有J427、J507、A062、A002、ERNiCrMo-3。 所有板材、焊条及管配件在施工前要求施工单位必须例行报验,审查其规格、机械性能、化学成份、批号、出厂日期都必须符合相应的规范标准,所报资料必须真实、齐全、有效。现场施焊工作人员必须是取得板材对接焊2G、3G 和管材对接焊2G、5G 及其它相应资质考试合格的有效证件, 并经审查确认合格后方可上岗。
3、施工方案的审查
(1)施工方案的内容要有针对性,能够对吸收塔预制、安装起到实质性的指导作用,措施要具体到每道工序、每个环节和关键部位的每个节点。 施工图中Φ4500/Φ8000×20+3 的过渡段与Φ4500×10 烟囱的结合缝详图就是整个施工的难点和检查的重点,在方案中要有具体的措施。
(2)塔体排版图是施工方案的内容之一,也是保证质量、避免差错的有效措施,在排版图上即要表示出每张板每段的长度、周长、高度、钢板块数、焊缝位置,还要标出所有接管开口的高度、和角度方位,有些特殊管口要注明,如N-11 烟气入口要先加固后开口,N-2 液流口要先放样,都应一一注明。
(3)塔体组对、安装、吊装方案是塔体安装的关键,无论采用哪种方法安全是首要保证的,在保证安全的前提下,还要保证吊装过程塔体不变形、吊装前要预先采用米字撑、十字撑加固或者采用扁担形吊架。
(4)方案中要包括对焊接质保措施和程序的安排。 平板的对接焊缝、焊前要有引弧板;环形焊缝和立缝的焊接引弧要在熔池内引弧; 复合板的不锈钢一侧焊前要在焊缝两侧涂上涂料进行板面保护。
4、塔体板现场组对(安装)
塔体组对安装首先必须检查基础施工记录,验收资料,核对基础坐标、标高及环形水平的平行度、直径、高度的所有几何尺寸应符合设计及规范要求并应和塔底座板安装要求相一致。 核对地脚螺栓, 通过基础中心测量所有螺栓的中心距和任意两个螺栓中心之间的弦长,其允许偏差应不大于±2mm,相邻两螺栓中心之间的弦长偏差为±2mm。
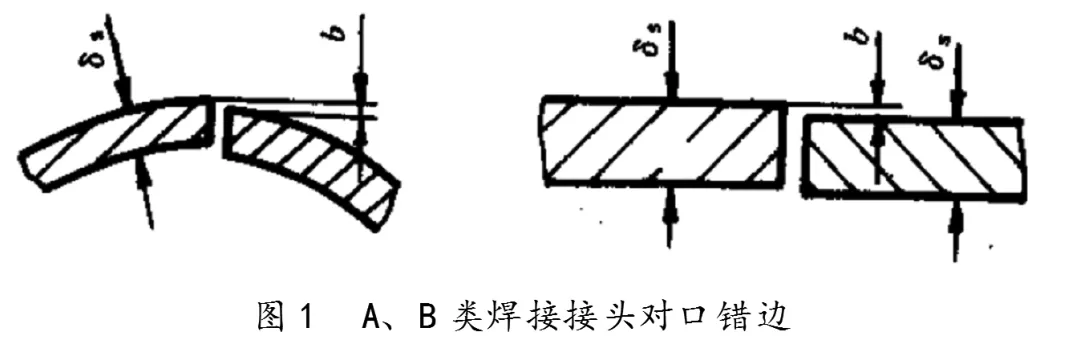
塔体板组装首先要考虑环缝、 纵缝与接管开孔的距离应不小于100mm。A、B 类焊接接头对口错边量b 如图1 所示,对口错边量b 应符合表1 所列要求。
复合钢板的对口错边量b,b 应不大于钢板复层厚度的50%且不大于2mm。
对于烟囱与塔体(Φ4500/Φ8000×20+3)的过渡段与塔体的(Φ8000×14+3) 上筒体的对接焊缝两板厚度差为6mm, 应按GB150-1998 中第10.2.4.3 条要求进行加工削边。 削边长度应不小于18mm。 (不小于3 倍的厚度差) 对于烟气管口N-2A-D DN200 急冷喷嘴口与垂线夹角20.9°,此角度很关键,必须进行放样,用样板划线开口。 对于烟气管口N-6,DN250 溢流口位于塔体Φ8.000m 锥形封头直边向下630mm 与封头水平交接,此口也必须放样,按样板开口。
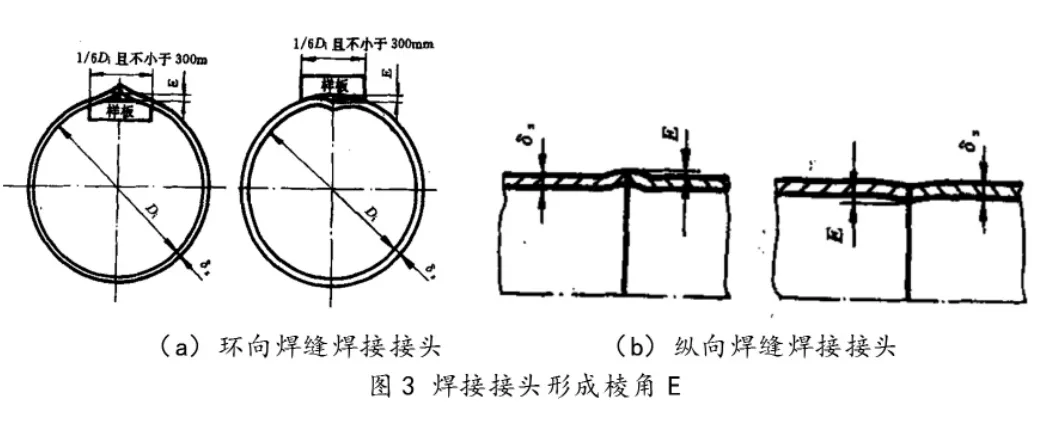
环向焊缝和纵向焊缝焊接接头形成的棱角E,用直尺和弦长不小于300mm 的内或外样板检查棱角高度E,其E 值不得大于5mm。 见图3。
A、B 类焊接接头无损检测按JB/T4730-2005/射线RT/Ⅲ≥10%的比例进行检测。 塔体底圈壁板每条纵缝任取2 个300mm进行射线检测, 其中一个取在丁字缝位置, 烟道每条纵缝取300mm 进行射线检测。其余按焊缝长度的10%抽查检测。丁字缝应占检测数量的25% 。
四、结束语
吸收塔的制作是整个烟气脱硫项目建设的核心, 作为吸收塔项目的监理工程师应该严格执行施工方案的审核、 施工图纸会审、施工使用材料的选择、施工工艺的控制、塔体焊接质量的控制、 塔体安装以及施工单位和施工人员的资质审核等方面的监理控制要点,确保吸收塔的质量,保证烟气脱硫项目的顺利实施。
[1] 中华人民共和国国家技术监督局.GB150-1998. 中华人民共和国国家标准-钢制压力容器.
