尼龙66纺丝箱联苯设备添加系统改造
2013-11-20郭怡
郭 怡
(河南工程学院 机械工程学院,河南 郑州 451191)
尼龙66工业用丝是优良的合成纤维产品,它具有密度大、强度高、耐疲劳性和冲击性好、尺寸稳定性好、干热收缩率低、滞后损失小等特性,被广泛应用于载重胎、工程机械胎、飞机胎、军用胎的制造,也可用于农业机械胎、乘用胎、工业滤布、传动输送带、安全带、降落伞布及绳索等多种产业用品的生产.
1 纺丝箱系统结构及工作原理
在尼龙66熔融纺丝过程中,纺丝箱是重要的纺丝设备,它的作用是把聚合工程中制得的熔融聚合物用齿轮泵以极细的丝状形式定量地压送到喷丝板中,同时对纺丝箱内物料管及物料管内尼龙66聚合物进行加热并对纺丝用计量泵和纺丝头进行加热保温,确保聚合物熔体挤出时具有较好的流动性,确保聚合物的可纺性.由于纺丝过程中蒸气的排出或联苯的泄漏,需要及时对纺丝箱添加联苯.添加联苯时,首先要停止纺丝,使纺丝箱降温到257 ℃,更换4组纺丝组件并添加联苯后,使纺丝箱升温到330 ℃,再继续进行纺丝.
纺丝箱内可容纳70 L液体联苯,液态联苯通过电加热器加热,产生气态联苯.高温联苯蒸气一边对纺丝箱内分支管道熔融物料进行加热,一边通过纺丝箱上部联苯分支管路进入纺丝箱相连熔融夹套管内,经过二通阀沿联苯循环线路,联苯蒸气冷凝回流纺丝箱.联苯蒸气高温蒸发和降温冷凝过程循环进行,确保纺丝箱蒸气压力恒定、纺丝箱及物料挤出温度恒定.
1.1 纺丝箱添加联苯的原因
纺丝箱联苯减少的原因有以下两方面:①纺丝箱在降温过程中有水蒸气冷凝,只有经过多次排气才能排出水蒸气,保证联苯蒸气循环畅通.同时,在纺丝箱的高温环境中,联苯混合物也会产生部分劣化气体,该劣化气体不会冷凝,所以妨碍联苯蒸气的正常循环.②在纺丝过程中,法兰盘处联苯泄漏、防爆片破裂也是主要原因.这些都会使纺丝箱联苯量减少、联苯蒸气压力下降、循环蒸气温度降低,这都会导致物料的流动性降低、纤维的可纺性及纤度受影响,严重时还会导致纺丝箱出料不均或不出料,甚至导致加热器损坏.当纺丝过程中确定纺丝箱内联苯量减少时,应及时添加联苯以保证纺丝的正常进行.
1.2 纺丝箱添加联苯方法
给纺丝箱添加联苯,首先要将纺丝箱加热器关闭,对纺丝箱进行降温,降温期间所纺的丝质量不符合工艺要求要按废丝处理.当纺丝箱温度降低到257 ℃、联苯蒸气压力降到0时,卸下安全阀,从连接安全阀的法兰处添加约10 L的联苯并对安全阀的防爆片进行检查,如破裂应及时更换,然后装好安全阀,开始升温.当纺丝箱的温度由257 ℃升到320 ℃时,开始纺正常丝.
1.3 纺丝箱添加联苯存在的问题
在纺丝箱添加联苯的过程中,降温需要2.5 h,添加联苯需要10 min,升温需要2 h左右.在整个联苯添加过程中,约产生废丝300 kg.废丝的排放时间长,浪费大,齿轮泵易损坏.
2 纺丝箱联苯添加设备系统的分析与改造
2.1 纺丝箱联苯添加设备系统的分析
现场使用的齿轮泵一般有两种型号,分别是10 cc/r和15 cc/r,以15 cc/r泵为主.10 cc/r泵是进口泵,15 cc/r泵是国产泵.纺丝箱添加联苯时,要不纺废丝,就需要关闭齿轮泵.由于整个添联苯的过程需要约4 h,国产齿轮泵在长时间停止运转后重新启动时易出现泵轴折断、泵卡死等现象,有时还出现纺丝箱出料不均或不出料的现象,所以纺丝箱添联苯时不能关闭齿轮泵,只能排放废丝.
找出纺丝箱添联苯时造成不出料和泵卡死的原因是问题的关键.通过对纺丝箱的结构分析可知,纺丝箱采用联苯热蒸气加热箱体内的物料分配管和箱体上部的支管的方式进行加热.当纺丝箱补加联苯时,需要把纺丝箱的温度降到257 ℃以下,而聚合物的熔点为265 ℃,此时将导致管路中的物料凝固.纺丝箱补加联苯后,温度恢复正常.由于箱体上部物料管上法兰及齿轮泵依靠传热获得热量,不是直接被联苯加热,所以这两个部位的温度相对较低,该处聚合物的黏度较高,是造成纺丝箱不出料和泵卡死的主要原因.纺丝箱设备系统示意图见图1.
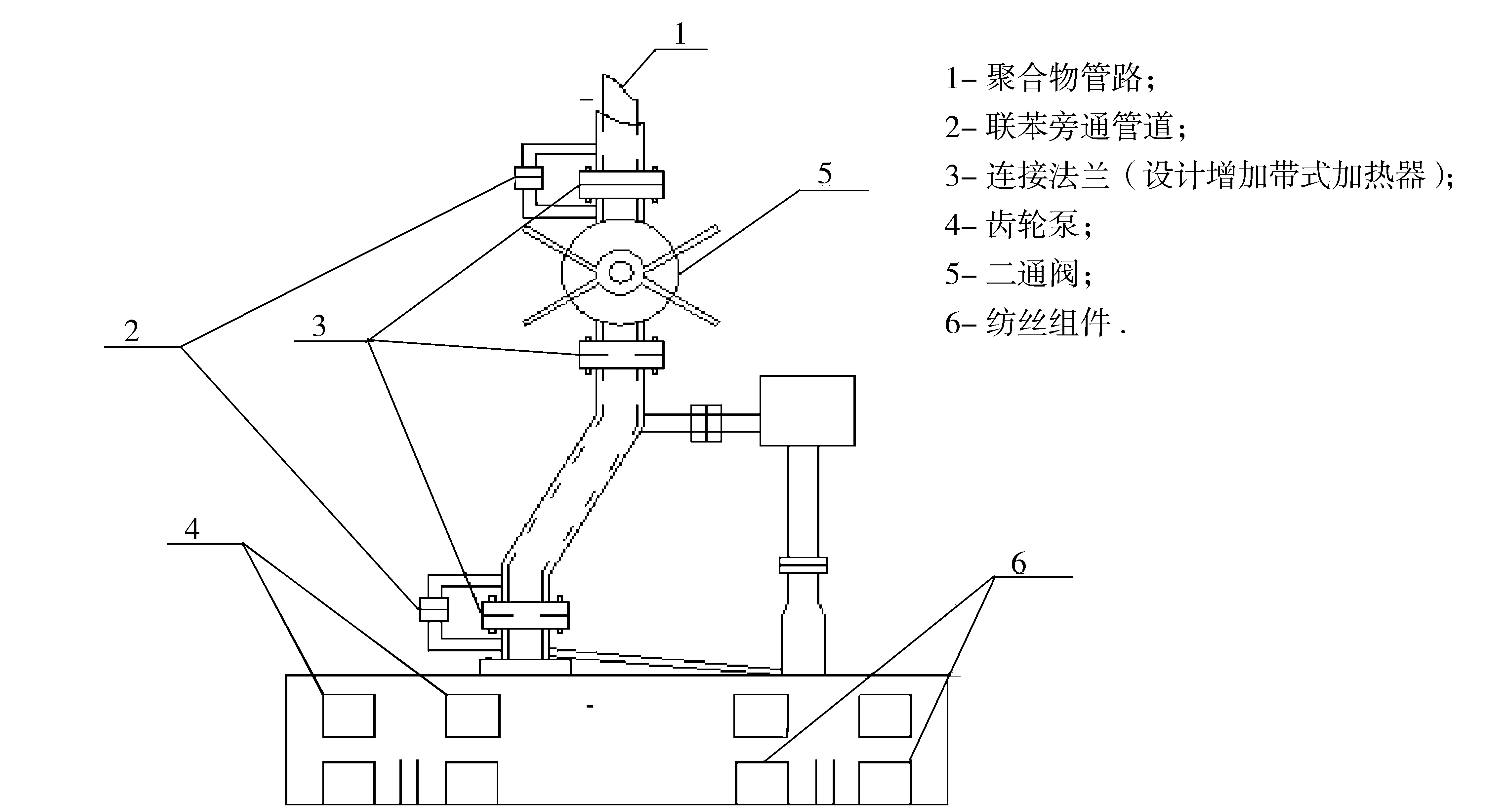
图1 纺丝箱设备系统示意图Fig.1 Set system on spinning box of Nylon 66
2.2 纺丝箱联苯添加设备系统的改进
通过以上分析,要使纺丝箱添加联苯后避免出现不出料和泵卡死的情况,必须保证箱体上部物料管上的法兰及齿轮泵的温度正常,可采取如下改造措施:
(1)在纺丝箱上部物料管上法兰部位安装带式加热器.在纺丝箱添加联苯时,通过增加的带式加热器来提高法兰部位的温度,从而降低该部位的熔体黏度、改善物料的流动性,以防纺丝箱不出料的现象发生.
(2)关闭二通阀.纺丝箱上部管路上安装有二通阀,在纺丝箱补加联苯时,把二通阀关闭,阻止物料向下排放,可以把物料节省下来,然后将泵内的残留物排干净以减轻物料对泵的阻力,这样既可以不排放废丝又避免了齿轮泵重新启动时的损坏.
3 纺丝箱联苯添加设备系统改造后的联苯添加过程
降温:320 ℃时关闭纺丝箱的二通阀,拆卸组件排除泵内残余的少许物料后,关停齿轮泵,当温度降到257 ℃以下时开始添加约10 L的联苯.
升温:联苯添加完后开始升温,同时使用带式加热器,等纺丝箱温度升到320 ℃时开始盘泵,然后启动齿轮泵,打开二通阀排料,物料排干净(需排放约10 min)后,上组件纺丝,停止使用带式加热器.
在整个补加联苯的过程中,由于关闭了二通阀、不排放废丝,所以节约了大量物料.纺丝箱联苯添加设备系统改造前后的状况对比见表1.

表1 设备系统改造前后的状况对比Tab.1 Contrast table on transforming of set system on spinning box
4 结论
采用关闭纺丝箱二通阀、增加带式加热器、排空齿轮泵内残留物料等措施进行纺丝联苯的添加,有效地杜绝了泵卡死和纺丝箱不出料的现象,节约了盐耗并降低了生产成本,每年可以节约资金10万元左右,经济效益十分显著.
参考文献:
[1] 董纪震.合成纤维生产工艺学[M].2版.北京:纺织工业出版社,1993:180-220.
[2] 高雨生,张瑞志.化纤设备[M].北京:纺织工业出版社,1991:110-125.
[3] 张向宇.实用化学手册[M].1版.北京:国防工业出版社,1986:180-197.
[4] 胡强升.高分子化学及工艺学[M].北京:化学工业出版社,1994:96-114.
