亮光金属丝织物的生产实践
2013-11-20单可奇
单可奇
(韶关市粤纺纺织有限公司, 广东 韶关512136)
亮光金属丝是指金属经高科技拉丝处理成金属纤维。 亮光金属丝织物一般是棉和涤纶或尼龙占90%以上, 亮光金属丝占5%左右。 亮光金属丝织物近几年开始走向市场, 是目前市场上较流行的一款高附加值面料。 它有消静电、抗辐射和闪烁光泽等性能[1]。 我们公司从前年开始开发了一种亮光金属丝织物, 该织物的特点是: 经纱是全棉加全棉竹节纱按4 : 1 均匀分散分布在织物上, 纬纱是涤纶长丝包氨纶弹力丝加亮光金属丝, 按2 : 1 排列。 以纬向浮长为服装织物的正面。 这种织物经裁剪制成服装外套或家居装饰品不仅有金属丝的闪烁光泽, 而且还有抗静电、 防辐射等功能。 穿着笔挺有型,高贵华丽, 舒适有弹性, 时尚感强。 本文介绍了亮光金属丝与棉交织织物的生产实践。
1 实验
1. 1 织物规格
经纱由两种纱组成:
一种是纯棉纱C58 tex (广东忠华纺织有限公司生产); 另一种是纯棉C58 tex 竹节纱 (广东骏城纺织有限公司)。
纬纱由两种纱组成:
一种是T22. 2 tex (4. 4 tex) 涤纶长丝包氨纶丝 (浙江欣春纺织有限公司) ; 另一种是8. 3 tex DTY + 7. 6 tex 涤纶低弹丝与亮光金属丝加捻(微量金属丝生产有限公司)。
经向密度: 267. 5 根/10 cm,
纬向密度: 197 根/10 cm。
织物组织: 3/1 斜纹 (以1/3 为织物正面,即以纬向的纬纱浮长为织物的正面, 充分显示亮光金属丝的特点)
总经根数: 4 284 根。
其成品各纤维比例为: 棉80%, 涤纶长丝14%, 氨纶弹力丝1. 0%, 亮光金属丝5%。
1. 2 主要生产设备
GA124 高速整经机 (江阴第四纺织机械制造); ASGA343 双浆槽浆纱机 (无锡市华力纺织机械厂); G177 - 190 型穿综机 (无锡市荣丰股份有限公司); T610 型喷气织布机 (日本丰田公司)。
1. 3 生产工艺流程
经纱漂白—整经—浆纱—穿综— 纬纱亮光金属丝的选择—上机织造—检验—打包—出厂
2 主要生产工序措施
2. 1 亮光金属丝的选择
由于亮光金属丝不耐碱, 要求该品种进行退浆前处理时亮光金属丝不褪色、 不失去闪烁光泽。 因此在选择亮光金属丝的过程中进行了多次试验。 将不同厂家的亮光金属丝在相似品种上进行试织。 每次试织1 米做退浆处理, 多数亮光金属丝纱在退浆工序中褪色而失去其亮光的闪烁特点。 因此综合考虑成本等因素, 最后选择了牡丹牌的8. 3 tex DTY + 7. 6 tex 亮光金属丝作为这个品种的用纱。
2. 2 经纱漂白处理
为了使该品种在后整理染色前的漂白工艺过程中亮光金属丝不褪色, 不失去闪烁光泽,要先将经纱C58 tex 和C58 tex 竹节纱做漂白处理。
2. 3 整经工序
因经纱已经过漂白工序的多次络筒和漂白过程的损伤, 经纱的毛羽有所增加, 其强力和弹性也有所降低。 因此整经张力的选择要比原色纱的较小, 以减少经纱断头。 我们采取分段分层张力配置。 经过实践摸索, 从前至后上下层张力配置分别为: 9 cN、 8 cN、 7 cN。 中层张力分别为10 cN、 9 cN、 8 cN。 整经车速也要相应降低为500 r/min, 比正常车速低200 r/min。使其每万米断头率控制在5. 36 根/万米。 另外为了使竹节纱能均匀分散分布在织轴上, 我们采取两种经纱分开整经, C58. 3 tex 整6 个经轴, C58. 3 tex 竹节纱整2 个经轴, 一共8 个经轴并轴。
2. 4 浆纱工序
2. 4. 1 浆料配方及上浆工艺参数
为了避免该品种坯布在后整理退浆时不使亮光金属丝褪色, 要求比原色纱上浆要轻, 使其容易退浆。 又要增强经纱的耐磨性和强力, 还要保持纱线的弹性。 适当的渗透与被覆是关键[2]。因此, 我们选择了以淀粉浆为浆料的配方: 合成胶料62. 5 kg, 变性淀粉25 kg, 含固量8. 5% 。其主要上浆工艺参数如表1 所示。

表1 浆纱工艺参数
2. 4. 2 织轴落轴时的操作事项
为了方便穿经, 满轴落轴时在两种纱之间要穿一条绞线。 为了方便穿入绞线, 在上下两片纱之间穿入一根绞棒, 快下轴时把分绞棒移动到伸缩筘后, 使两层片纱张开, 然后在伸缩筘前穿入分绞线。 下轴后把伸缩筘后的分绞棒移动到原位置放好。
2. 5 穿综工序
穿综上轴时, 在两片纱之前穿入分绞棒,把纱片分为两层, 分纱器只分C58 tex 纱, C58 tex 竹节纱则在穿到循环时用手取穿入停经片、综眼。
2. 6 织造工序
2. 6. 1 上机张力
上机张力是指综坪时的经纱静态张力[3]。上机张力大, 打纬时织口处的经纱张力亦较大,经纱断头增加。 断经停台率高, 生产效率低;上机张力小, 则打纬时织口处的经纱张力亦较小, 经纱断头也减少。 而且, 由于上机张力小,织物的经向断裂功较大, 经纬纱的屈曲波高便接近于1, 经纬纱同时显露于织物表面, 增加了织物的丰满度。 如果上机张力太小, 梭口开口不清晰, 断纬停台率高, 影响生产效率。 因此选择上机张力的宗旨是在保证开口清晰的情况下, 尽量采用小张力。 根据以上原则, 这个品种的上机张力设置为1. 94 ~ 1. 96 kN。 其物理性能指标如表2。
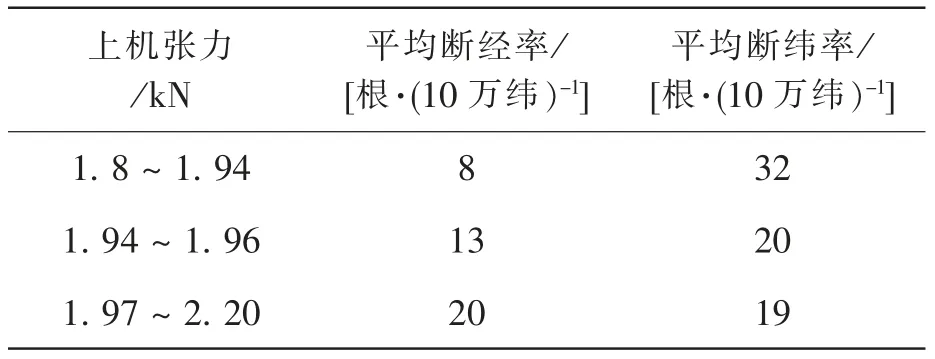
表2 上机张力与断经、 断纬的关系
2. 6. 2 后梁位置
后梁高低上下层经纱张力不等, 采用较高的后梁位置, 使上下层经纱张力差异较大, 上层经纱将获得较多的横向移动, 使织物获得匀直的条纹, 减少经纱断头率。 因此, 根据织物外观风格, 将后梁位置设置为80 mm, 后5 格。以增大梭口后部长度, 减少开口时经纱的拉伸变形, 增大经纱对后梁的包围角, 使张力保持均匀, 减少断经停台, 提高布机效率[3]。 该品种平均效率达95. 3%。
织造工艺主要参数如表3。

表3 织造工艺参数表
2. 7 质量控制
由于两种纬纱用双储纬器2 : 1 排列送纬。T22. 2 tex (4. 4 tex) 表面光滑弹性大。 8. 3 tex DTY + 7. 6 tex 亮光金属丝表面光滑。 造成气流引纬困难, 纬纱在出织口处产生回弹, 容易在出口侧10 ~20 cm 处不易拉直。 易出现纬缩疵点。 我们通过气压调整, 用定规进行主、 辅喷嘴位置校正, 延长辅喷嘴时间, 在钢筘出梭口处安装吸纱延伸喷嘴。 这样有效的控制出口侧边纬缩疵点, 但是弃边纬纱有所增长, 纬纱利用率有所降低[2]。
3 总结
要生产符合要求的亮光金属丝织物, 必须做好以下几点:
(1) 选择合适的亮光金属丝。
(2) 经纱先经过漂白处理。
(3) 合理配浆, 适当的渗透和被覆, 上较轻一点的浆。
(4) 织轴落轴时在两片纱之间穿入一条绞线, 保证浆轴质量, 方便穿经和织造。
(5) 采取有效措施防止纬缩疵点的产生,提高产品质量。
[1] 金属丝面料, 棉纺织网, http://website.informer.com/texnet. com. cn.
[2] 朱彩虹. 喷气织机生产弹力竹节织物的技术要点[J] . 棉纺织技术, 2010, 38 (1) : 64 - 66 .
[3] 朱保林, 丁艳瑞, 王新艺. 喷气织机生产纬弹力竹节纱织物的体会[J] . 棉织技术, 2008, 36(3): 56 - 58 .
