无丝鞘缫丝的假捻装置及工艺研究
2013-11-17张彩珍陈文兴傅雅琴
张彩珍,陈文兴,傅雅琴
(1.浙江嘉欣金三塔丝针织有限公司,浙江嘉兴314000;2.浙江理工大学先进纺织材料与制备技术教育部重点实验室,杭州310018)
在缫丝过程中,绪下茧的绪丝通过集绪器之后,形成的丝条中含有大量水分,且茧丝相互间黏结松散,未能紧密抱合,若直接卷绕成形,不仅不易烘干,影响丝色,而且会使丝胶相互胶着形成硬胶丝片,复摇时丝条不易退绕,容易造成切断。因此,在缫丝工序中,需要在卷绕成丝片前,通过丝鞘发散丝条中的水分,提高丝条的圆整程度,增加丝条的抱合性能。
丝鞘是由通过集绪器的丝条,绕经上鼓轮、下鼓轮,利用丝条本身前后段相互捻绞,再引过络交器而形成的,其实质是丝条的假捻。毛伟丽[1]研究了丝鞘长度对生丝抱合指标的影响,表明短丝鞘影响生丝的抱合指标,在生产中统一丝鞘长度有利于提高生丝的抱合指标;李茂松等[2]认为丝鞘是生丝结构形成的关键,丝胶黏合作用是生丝结构形成的基础;沈振秋[3]的研究认为丝鞘长度对自动缫的生丝的抱合有重要的作用。从这些研究中可以看出,丝鞘及丝鞘的长度在缫丝过程中有着非常重要的作用。但到目前为止,在缫丝生产中,国内外的捻鞘全部需要由工人手工操作来完成。这种手工制作的丝鞘虽能较好地满足缫丝的工艺要求,但存在着劳动成本高、影响缫丝的自动化程度等问题,且捻鞘过程中同一个操作工在不同的时间段或不同的操作工之间,由于用力程度或熟练程度的不同,容易出现台与台之间,甚至绪与绪之间丝鞘长短不一,松鞘、吊鞘等现象,影响生丝质量和劳动生产效率。为此,本研究探索性地提出了利用机械装置对丝条进行假捻,实现无丝鞘缫丝,以期为提高缫丝自动化程度及生丝质量提供参考。
1 实验
1.1 丝条假捻装置的结构设计
由于丝鞘的实质是丝条的假捻,为此,根据丝鞘的假捻原理,设计并制作了替代丝鞘的机械假捻装置,其结构示意见图1。安装在缫丝机中的丝鞘的位置(集绪器与感知器之间),并取代丝鞘。

图1 替代丝鞘假捻装置示意Fig.1 Schematic of false twist device replace croisure
1.2 样丝的制备
在安装替代丝鞘假捻装置的自动缫丝机中,进行样丝的生产。在电动机的驱动下,主动齿轮8做高速转动,带动上摇杆9做往复摆动,从而带动上往复移动假捻杆10在滑轮4上做往复直线运动。主动齿轮8与从动齿轮7啮合,从动齿轮7做高速转动,带动下摇杆6做往复摆动,从而带动下往复移动假捻杆5在滑轮4上做往复直线运动。丝条3从下导丝钩2穿过,依次进入下往复移动假捻杆5和上往复移动假捻杆10,紧紧地贴在包覆在假捻杆外面的摩擦材料12上,假捻杆的往复直线运动使得丝条3绕其自身轴线转动,在缫丝过程中使丝条假捻,实现无丝鞘缫丝。
设定上下往复移动假捻杆的往复速度分别为105、120、180、205 次/min 的条件下,缫制样丝,所缫生丝规格为23.3 dtex(20/22D)。并与在原料茧、规格、车速等其他工艺相同的条件下,利用常规的丝鞘缫丝得到的生丝进行比较。确立基本工艺后,稳定假捻杆的往复速度进行批量生产。
1.3 丝片回潮率的测试
1.4 力学性能测试
采用XL-2型纱线强伸度仪对生丝的强伸力进行测试。拉伸速度为500 mm/min,夹距为500 mm,预加张力为0.05 cN/dtex(0.45 cN/D)。每组测试50个有效试样。对批量生产的生丝委托浙江出入境检验检疫局丝类检验中心按国家标准进行检测。
1.5 生丝的清洁、洁净及抱合测定
小样生产的生丝在实验室或企业进行自检,批量生产生丝委托浙江出入境检验检疫局丝类检验中心对样丝的清洁、洁净及抱合等生丝品质指标进行测定。由于不会影响生丝偏差等品质指标,因此,与丝鞘无关的生丝品质指标不进行具体测定。
1.6 XRD 测试
采用X'TRA型X射线多晶粉末衍射仪(Cu靶,Kα射线)对丝纤维结晶度进行测试。操作条件:管电压40 kV,管电流40mA,扫描范围5°~50°,扫描速度2°/min。根据下式计算各样品的结晶度。

式中:Xc为样品的结晶度;Ic样品中结晶区对X射线的衍射程度;Io样品中无定形区(非晶区)对X射线的散射强度。
2 结果与讨论
2.1 无丝鞘缫丝对小丝片回潮率的影响
表1 小丝片的回潮率Tab.1 Moisture regain of yarnsheet

表1 小丝片的回潮率Tab.1 Moisture regain of yarnsheet
样丝制备条件回潮率/%常规缫丝58.99无丝鞘缫丝假捻杆往复速度/(次·min-1)105 102.32 120 74.97 180 62.23 20562.01
2.2 无丝鞘缫丝对生丝的强伸度和抱合指标的影响
由于生丝的偏差、总差等指标主要与感知器、添绪系统及车速等有关[6],与丝鞘的关系不大。因此,利用机械装置对丝条进行假捻,替代常规缫丝,除了影响丝片的回潮率外,由于缫丝的丝道路径有所变化,最可能影响的是生丝的强度、伸长度和抱合指标[7]。为此,在假捻杆的往复速度分别为105、120、180、205次/min的条件下,对缫制生丝的拉伸强度、伸长率和抱合指标进行了测定,结果见表2。
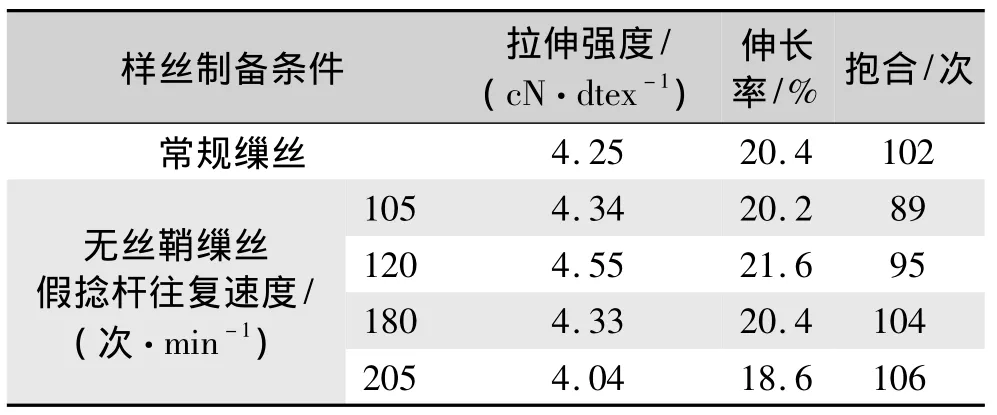
表2 生丝的拉伸性能及抱合性能Tab.2 The tensile properties and well performance of rawsilk
从表2可以看出,在实验范围内,往复速度越快,生丝抱合次数越多,但伸长率和强度有所下降。综合表1和表2的实验结果,认为往复次数以180次/min左右为宜。
在改装的自动缫丝机中,假捻杆以往复速度180次/min进行批量缫丝,缫制生丝委托浙江出入境检验检疫局进行检验,得到的质量指标见表3。
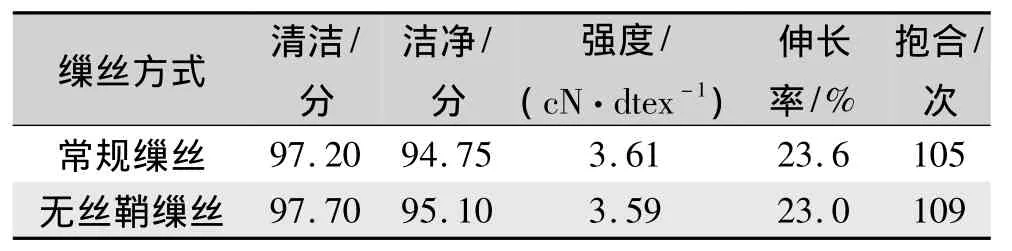
表3 生丝商检主要质量指标Tab.3 The main quality indicators of the inspection of rawsilk
从表3可以看出,利用替代丝鞘装置进行无丝鞘缫丝得到的生丝的清洁、洁净、强度、伸长率等质量指标与常规缫丝得到的生丝质量指标基本接近,而抱合指标有所提高。这主要是由于利用机械装置对丝条进行假捻,避免了短丝鞘产生的低抱合现象,从而使生丝的抱合质量有所提高。
2.3 无丝鞘缫丝对生丝外观形态的影响
为了比较无丝鞘缫丝对生丝外观形态的影响,利用扫描电子显微镜对常规缫丝与无鞘缫丝的纵向形态进行比较,得到的结果见图2。
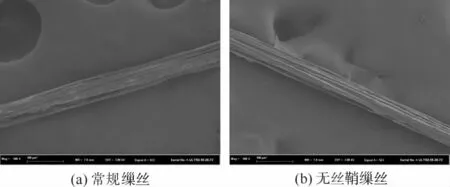
图2 生丝的外观形态Fig.2 Appearance of rawsilk
从图2可以看出,利用替代丝鞘装置进行无丝鞘缫丝得到的生丝样品的外观形态,与传统的手工捻鞘进行缫丝得到的生丝样品的外观形态基本相同,显示无丝鞘缫丝对生丝的外观形态没有影响。
2.4 替代丝鞘假捻装置缫丝对生丝结晶度的影响
为了进一步了解无丝鞘缫丝对生丝结晶度的影响,利用X射线衍射仪对样品生丝的X射线衍射曲线进行测定,得到的结果见图3。
从图3可以看出,两种样品曲线的形状基本相同,主峰位置及强度基本不变[8],分峰计算后的结晶度基本相同,显示无丝鞘缫丝对生丝的结晶度没有明显影响。


图3 样品生丝的XRD衍射曲线Fig.3 XRD diffraction curve of rawsilksamples
3 结论
通过对丝鞘作用原理的分析,研制了往复式丝条假捻装置,并利用该装置进行了无丝鞘缫丝。通过对制备生丝的相关质量指标及结晶度分析后发现,当替代丝鞘的假捻装置的往复杆移动速度为180次/min时,所制备生丝的清洁、洁净、强度、伸长率等指标,与利用传统丝鞘缫制的生丝基本相同,抱合指标有所提高,完全能够满足生产要求,显示利用机械装置对丝条进行假捻,替代传统的丝鞘,实现无鞘缫丝是完全可行的。
[1]毛伟丽.丝鞘长度,丝胶溶失对生丝抱合力的影响[J].丝绸,1987(10):15-18.MAO Weili.Influence of the filamentsheath length andsericin dissolution loss on the cohesive force of rawsilk[J].Journal of Silk,1987(10):15-18.
[2]李茂松,周华.生丝结构形成机理的研究(Ⅱ):茧丝在生丝中的卷曲与转移[J].浙江丝绸工学院学报,1984,1(4):1-6.LI Maosong,ZHOU Hu.Astudy on the formation mechanism of the rawsilkstructure[J].Journal of Zhejiang Institute of Silk Textiles,1984,1(4):1-6.
[3]沈振秋.自动缫生丝抱合力差的成因探讨[J].丝绸,1993(10):36-37.SHEN Zhenqiu.Causes to discuss of the bad cohesive force of automatic reeling rawsilk[J].Journal of Silk,1993(10):36-37.
[4]傅雅琴.制丝过程中丝条塑性变形的研究[J].纺织学报,2000,21(2):46-48.FU Yaqin.An investigation on plastic deformation ofsilkstrand during silk processing[J].Journal of Textile Research,2000,21(2):46-48.
[5]李广兰.如何提高自动缫生丝断裂伸长率[J].丝绸,1999(3):15-18.LI Guanglan.How to improve the elongation at break of automatic reeling rawsilk[J].Journal of Silk,1999(3):15-18.
[6]许才定,唐先红,孔育国.自动缫缫丝生产的技术总结(1):强化管理,做小生丝纤度偏差,总差及缫折[J].丝绸,2001(4):18-21.XU Caiding,TANG Xianhong,KONG Yuguo.Summary about the technique of auto-reeling production(1):tostrengthen management and to reduce raw silk denier deviation,total deviation and reeling discount[J].Journal of Silk,2001(4):18-21.
[7]RAJKHOWA R,GUPTA V,KOTHARI V.Tensilestressstrain and recovery behavior of Indiansilk fibers and theirstructural dependence[J].Journal of Applied Polymer Science,2000,77(11):2418-2429.
[8]盛家镛,陈宇岳.家蚕膨松丝的聚集态结构研究[J].蚕业科学,1999,25(1):46-52.SHENG Jiayong,CHEN Yuyue.Research on the assemblestructures of the bulkymulberrysilk filament[J].Science of Sericulture,1999,25(1):46-52.
