TCS工艺控制系统在自动辊缝调节中的应用
2013-11-16田素娟
田素娟
(包头职业技术学院,内蒙古 包头014030)
1 引言
TCS是工艺控制系统的缩写。在目前国内的H型钢生产线中,TCS是应用比较广泛的一种系统。TCS系统是一种高级的工艺技术控制系统,主要通过辊缝自动测量和液压辊缝控制,来配合P L C完成对T M精轧机的控制,以完成对H型钢的轧制。
2 TCS的组成
TCS主要由两部分组成:HGC(液压辊缝控制)和AGC(辊缝自动测量控制)。
2.1 HGC
HGC是一个位置闭环控制系统。液压辊缝控制是通过伺服阀来调整轧辊,具体构成如图1所示,上辊、下辊、立辊分别由两个液压缸控制,每个液压缸又由2个伺服阀控制,在底辊轴向方向上还有一个轴向调节的伺服阀。
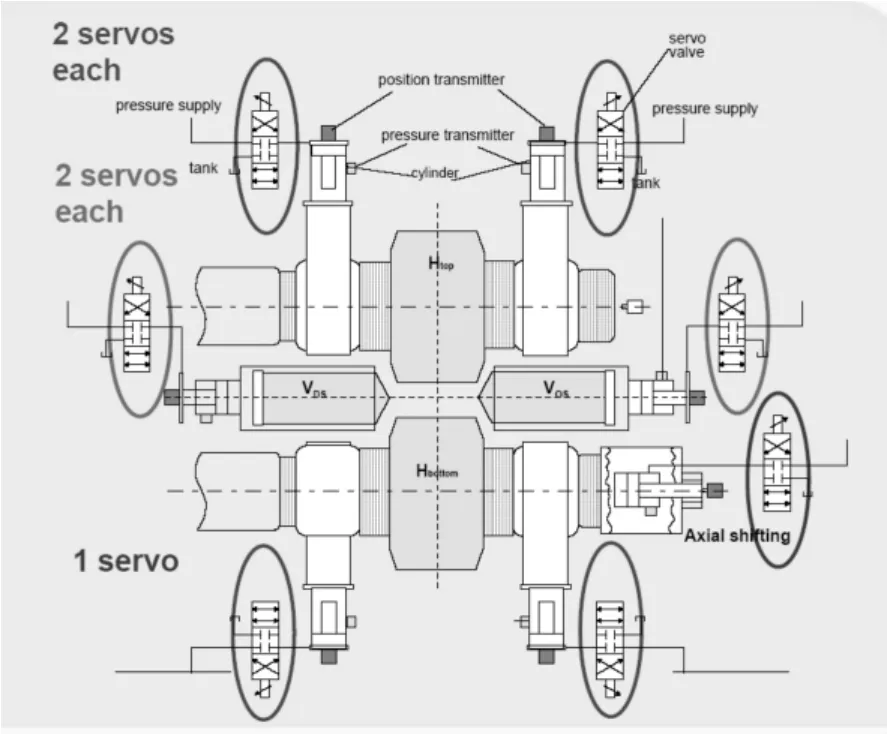
图1 液压辊缝控制结构图
HGC的控制原理如图2所示。为了提高系统的响应速度,缩短响应时间,HGC中的控制方式采用比例(P)调节。TCS对连锁阀和泻压阀的控制是通过网络来传输的信号。对连锁阀的控制是通过PHONIX模块实现的;对泻压阀的控制是通过ET200模块实现的。
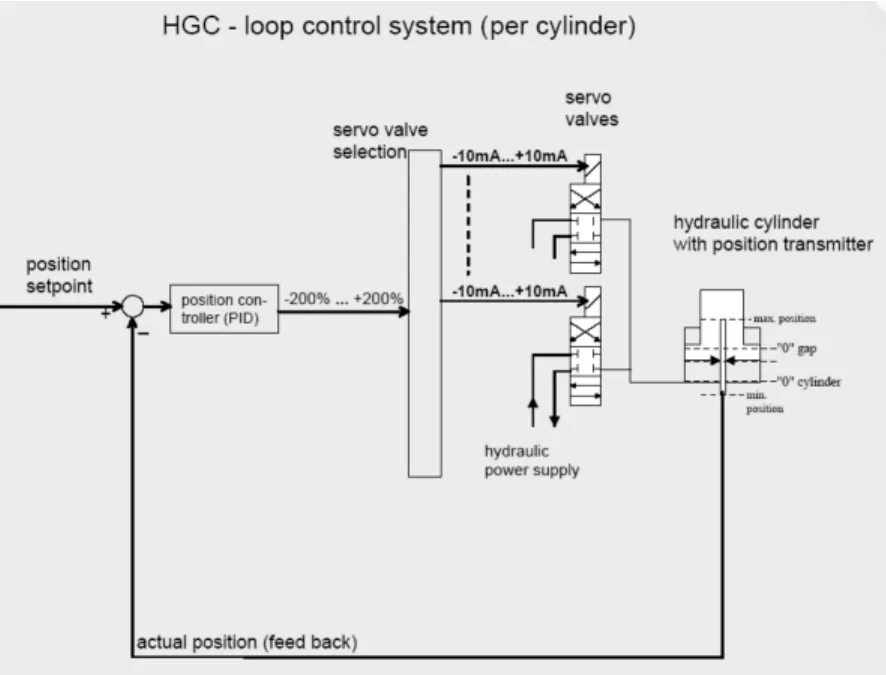
图2 HGC的控制原理图
2.2 AGC
AGC控制系统是通过现场MTS位移传感器采集数据,得到液压缸的行程,然后进行数据分析计算、数据运算补偿,从而得到合适的产品轧制尺寸。在产品轧制过程中,每侧的轧制力不同,所以机架变形也不同,因此同时用4个AGC进行调整,分别为H-os,H-ds,V-os,V-ds。
AGC控制有两种模式:静态AGC和动态AGC,在轧钢过程中,可以进行选择。
2.2.1 静态 AGC
在校准的时候,进行变形曲线的测量,由此得出一条变形曲线。根据轧制表中的轧制力就可以知道机架的变形量,对此变形量进行预补偿。
2.2.2 动态 AGC
动态AGC是一个带有压力反馈的控制系统。在实际轧钢过程中,由于轧制速度、撞击及轧件成分等因素的影响,在轧制过程中机架的实际形变量和预期的轧机形变量不同。在轧钢过程中,通过现场检测元件进行数据采集,测得实际的轧制力,并且与预期的轧机形变量进行比较和计算,得出两者的变化量,然后根据该变化量矫正辊缝值,以便更精确地进行实时轧制。
AGC操作模式的选择:AGC的选择开关在configuration/switch中。在轧钢过程中,理论上讲静态AGC和动态AGC都可以单独选择关闭模式,但是只有在静态AGC开启以后,动态AGC才可以启动。在实际轧制过程中,由于内、外部环境等诸多因素的影响,容易导致成品钢和目标尺寸之间存在一定的差别,只有AGC两种模式都开启的情况下,才能够更好地保证产品的尺寸,提高轧制精度和轧制效率,所以通常采用动态A G C和静态A G C双向选择的模式。
2.3 HGC与AGC的关系
正常情况下,HGC是位置闭环控制,只有在校准的过程中,有些步骤才用到力的闭环控制,HGC与AGC的关系如图3所示。
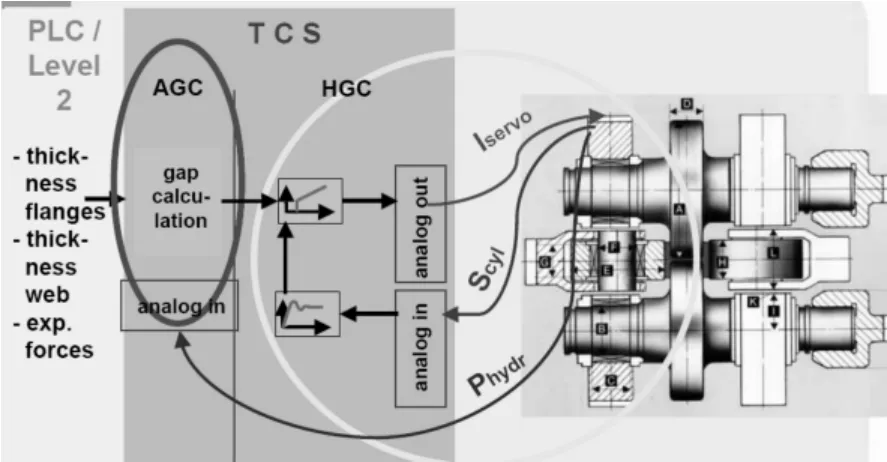
图3 HGC与AGC的关系
3 TCS硬件配置及通讯
TCS硬件配置如图4所示,通讯方式如图5所示。

图4 TCS硬件配置
4 TCS应用软件
TCS软件结构如图6所示。TCS共有3台计算机:开发机EDAS和用于程序控制的IPC。开发机上使用的软件为probas MP 2.04版本,控制程序通过编程软件LogiCAD生成。LogiCAD是一个以IEC1131标准为基础的用于控制操作的编程工具,带有一个图形用户接口,在LogiCAD下生成的控制程序转换为“C”码并下载到计算机。系统提供WinHMI软件用于控制系统的参数化,编辑设备常数,校正控制参数并显示工艺数据。IPC配有Windows-RTX操作系统,控制程序在该操作系统下运行。EDAS:提供PDA软件用于工艺数据的快速采集和记录,该软件允许采集的模拟工艺数据多达128项,保存周期约5ms。
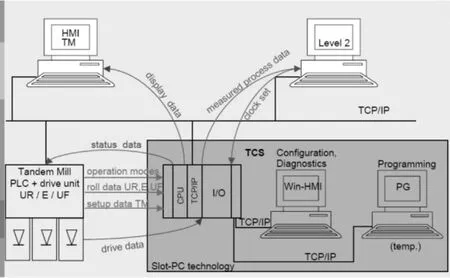
图5 TCS通讯方式
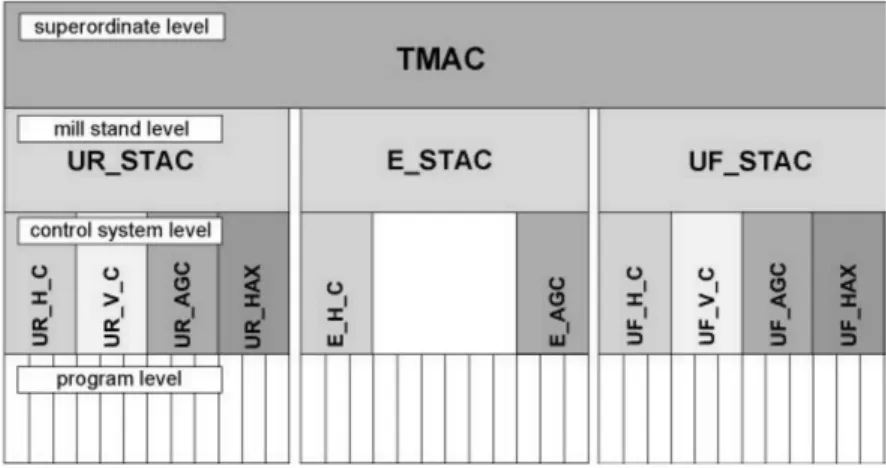
图6 TCS软件结构
[1] 张怀勇.西门子自动化系统实战S7和PCS7应用实例[M].北京:人民邮电出版社,2007.
[2] 苏昆哲.深入浅出西门子WinCC V6[M].北京:航空航天出版社,2005.
