稀土分离萃取槽焊接质量控制要点
2013-11-12梅力
梅 力
(江西铜业建设监理咨询有限公司,江西 南昌 330029)
1 引言
四川江铜稀土有限责任公司漫水湾年处理稀土精矿8000T 冶炼分离复产项目,作为江铜集团整合四川冕宁牦牛坪稀土矿区的重点项目之一,其能否早日通过环保核查,实现复产,直接影响到稀土公司后续投入及发展。而作为稀土萃取分离工艺流程中的关键非标设备-分离萃取槽的制作焊接质量对该项目能否顺利进行起着至关重要的作用。
2 分离萃取槽特点分析
分离萃取槽主要包括槽体、第一挡板、第二挡板、混合室、澄清室、搅拌器、上回流通道和下泄放通道等部分组成。其澄清室内设有呈“L”形结构的澄清隔板;澄清隔板的两侧边分别与槽体的两侧壁固定联结;澄清隔板的纵向隔板的顶端靠近槽体的顶板;澄清隔板的横向隔板的自由端靠近槽体的侧壁板[1]。
分离萃取槽主要特点:
槽体采用PVC 纯A 层压板制作。
精度要求高的加工部件,采用机械精加工,使其误差小于1.5mm,开孔精度小于0.5mm。
视镜板、水相盒、溜槽、调节器等加工部件均在现场来料加工制作。
槽体采用热风焊接技术,即无假焊,不渗漏,如澄清室隔栅板采用热风焊接制作。
分离萃取槽制作是劳动密集型作业,对人员素质、焊接技术要求高。由于现场条件恶劣,交叉作业多,且工期紧,任务重,因此,在PVC 板材、下料、焊接加工成形的过程中,必须在准备阶段、制作阶段,尤其在焊接环节,对施工质量进行全过程的控制,才能保证分离萃取槽制作工程保质保量按期完成。
3 塑料焊接工艺简介
3.1 塑料焊接的定义和特点
塑料焊接是热塑性塑料二次加工的主要方法之一,利用热塑性塑料受热熔融的特点,采用加热和加压或其他方法,使热塑性塑料制品的两个或多个表面融合成一个整体的方法,称为塑料焊接[2]。由于加热的方式不同,塑料焊接可分为加热工具焊接、感应焊接、摩擦焊接、超声波焊接、高频焊接、热风焊接等[3]。各种塑料焊接方式比较如表1 所述。
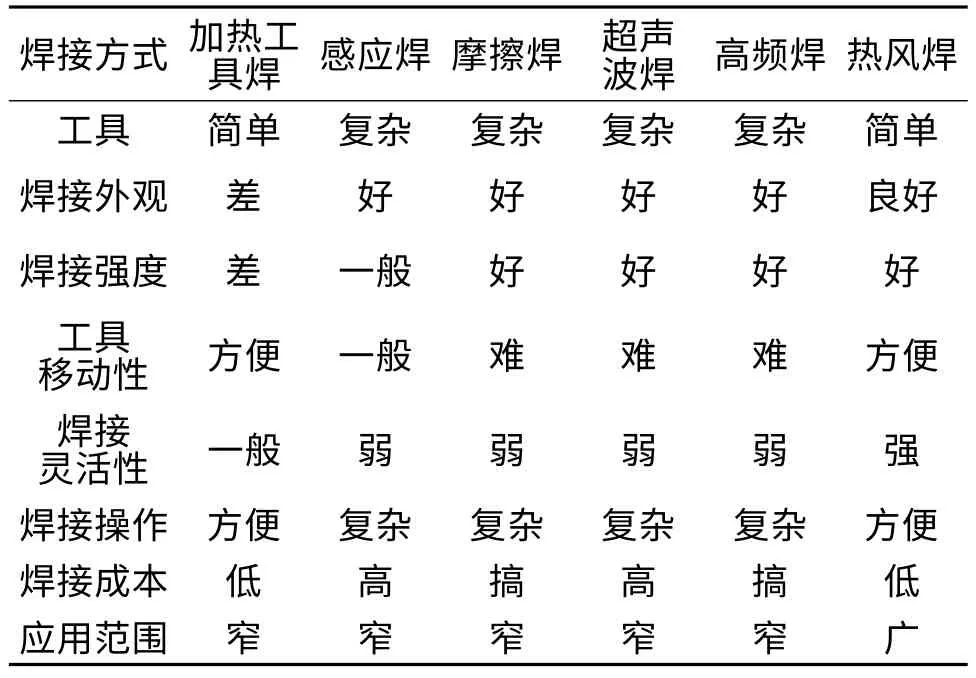
表1 常用塑料焊接方式比较
3.2 焊接工艺选择
选用合适的焊接方式,并正确掌握焊接方法,才能保证焊接的质量。焊接工艺的选择一般凭经验,或先做试验而后确定。现在可以依据较为可靠的焊接理论,运用已经掌握的基本要素和加工参数并考虑施工现场的状况,为给定的焊接对象选择恰当的焊接方法。结合江铜漫水湾稀土冶炼分离厂现场情况和分离萃取槽结构的特殊性,如混合室与澄清室要求完全隔离密封,槽体种类多容量从100L~1000L,焊接PVC 板材厚度从12mm~25mm 等,要求选用设备简单、焊接灵活性好、设备移动性好、焊接成本低、焊接质量高的焊接方式,故选用热风焊。
3.3 热风焊工艺特点
压缩空气(或惰性气体)经过焊枪的加热器被加热到焊接塑料所需要的温度,然后用这种经过预热的气体加热焊件和焊条,使之达到粘稠状态。
热风焊接的优点是工具简单,价廉操作方便通用性强。不仅能焊接轻型制件也可焊接重型设备,还可以用来做临时点焊。与接触焊接相比对零件相互配合的要求较底,熔融的热塑性塑料不会粘在工具上。
热风焊接适用的材料范围很广,特别适用于厚度大于1.5mm 的材料,包括板材、管材等。手工热风焊接最适用与如角、短缝、小半径弧型接头等难焊接头。要控制好分离萃取槽的焊接质量,就必须对热风焊的工艺特点进行仔细研究,对影响热风焊质量的各个因素进行分析。
3.4 热风焊质量影响因素分析
热风焊接的质量,受到施工现场人、机、料、法、环等各方面的影响。只有对各影响因素进行分析,对存在的影响因素加以控制,才能保证分离萃取槽的制作焊接质量。热风焊接质量影响因素如表2 所述。
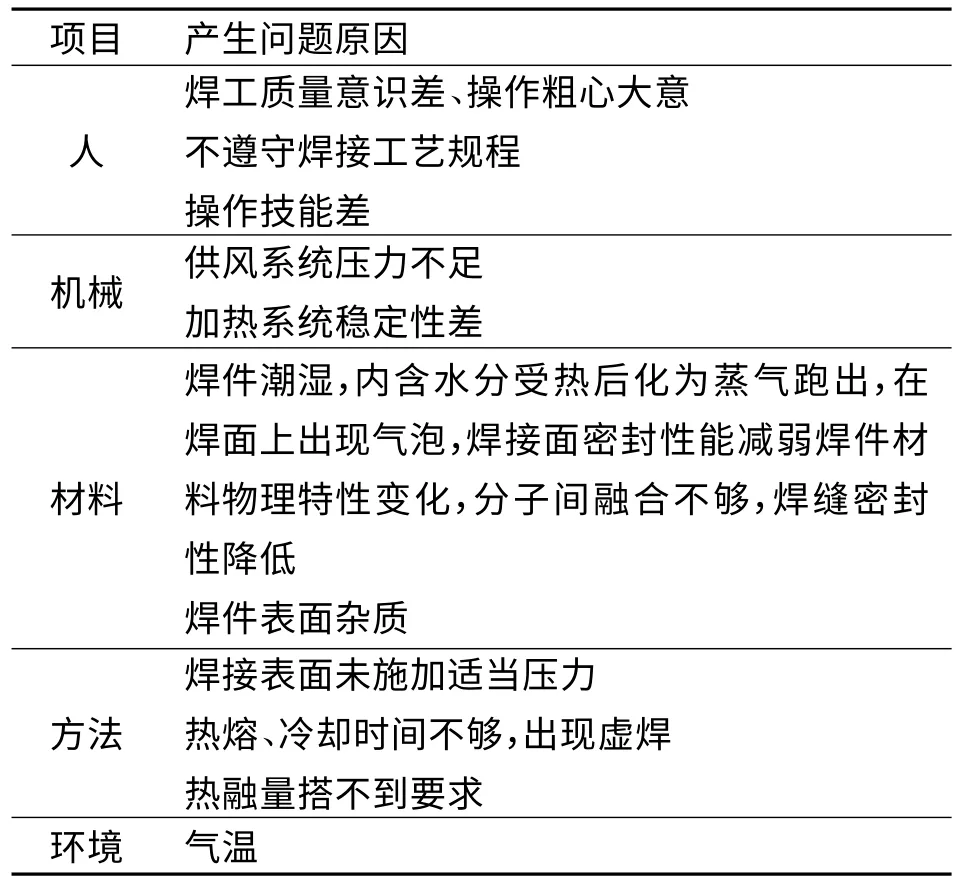
表2 热风焊接质量影响因素
4 热风焊接施工质量控制
4.1 塑料焊接施工工艺标准
塑料焊接施工工艺标准作为分离萃取槽的主要施工依据,严格按工艺标准施工,有利于保证施工质量,减少返工,保证施工进度。
(1)保证项目
焊口外观检查严禁有裂纹、未焊透,焊穿,夹渣,气孔,焊缝过渡区与母材减小,焊缝加强高不够,母材出现分层及凸起现象。
焊口严禁有火光糊,烧黑现象。
焊缝中有夹渣物的现象。
(2)基本项目
合格 咬边深小于0.5mm,长度小于焊缝全长10% 且小于100mm
优良 咬边深小于0.5mm,长度小于焊缝全长5% 且小于50mm
检查方法 焊接检验尺
检查数量 应抽查10%,且不少于3 处
(3)允许偏差项目
焊口余高,错边,接头平直度允许偏差见表3。
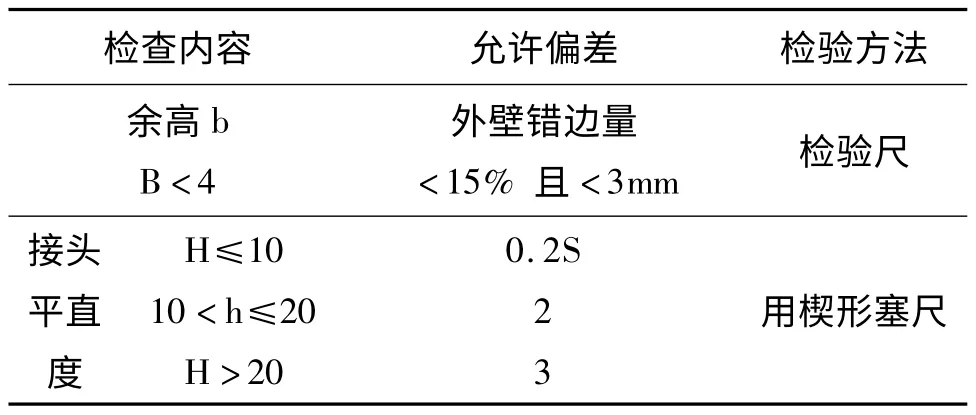
表3 焊口余高,错边,接头平直度允许偏差值
4.2 热风焊质量控制要点
4.2.1 设备及材料要求
(1)所使用材料均应有产品质量证明书,材料进场后必须按规格型号分类保管,不得与其它材料混放[4]。
(2)塑料焊条入库时必须平放,不得受压。
(3)施焊前,应根据工程实际情况进行焊接工艺评定其实验项目分外观检查,电火花检验,X 射线检验,气压和水压试验,及机械性能检验,并编制作业指导书[5]。
(4)焊接材料使用前必须判断其是否老化、变质。
(5)塑料焊条选用必须根据材质选择,不能替换。所使用焊条常有φ3mm、φ4mm 塑料单焊条;φ2mm、φ2.5mm 的塑料双焊条,其主要作填充盖面焊使用。
4.2.2 主要机具
热风焊接的主要设备有供气系统,加热系统组成。
供气系统的作用是提供干净纯净的,具有一定稳定低压力和大流量的空气。压缩空气压力一般控制在2800Pa~0.01MPa,压力过小供气量不足,影响焊接速度和焊枪的寿命;压力过大会使焊缝表面发毛和减少枪芯寿命。
加热系统由加热元件和控制部分构成,以保证压缩空气通过加热元件后,压缩空气的温度控制在100~-700℃之间调节并稳定,以适应各种不同的塑料。
4.2.3 作业条件及人员要求
(1)进行塑料焊接的焊工必须具备一定塑料施焊经验,且有公司内部焊工资质证书。
(2)在确认材料的可焊性后,必须进行工艺评定并编制作业指导书。
(3)参加现场施焊焊工必须进行模拟考试,方可上岗,对比较重要的焊缝施焊焊工,其所焊试件必须X 射线探伤,煤油渗透透,试压试验,方可上岗试焊。
(4)焊接场地严禁有火源,易燃、易爆物品、严禁吸烟、烧电炉,并必须设置灭火器两个以上。场地必须通风良好。
4.2.4 操作工艺
(1)工艺流程:焊前准备→预制加工→组对→焊接→检查→交工。
(2)焊前准备:塑料基材和焊条在储存、运输过程中受到表面污染的可能性非常大。这些污染既包括物理的污染,如尘土,污渍等,也包括化学污染,如在露天储藏条件下塑料表面产生氧化层。这些污染物如果不清除,将会严重影响将来的焊接质量,甚至直接造成假焊。对于热风焊接这种纯粹依靠手工焊接的工艺来说,须对待焊部分塑料的表面进行预处理,清除表面污染物。基于焊接工艺和制品设计的要求,还需要在塑料焊件的表面加工出凹槽或者坡口,焊前坡口加工可采用木工刨、刨刀等加工方法。
(3)产品预制时需按设计图纸下料、放线,下料可采用曲线锯、木工锯等方法。
(4)接头组对时,须对待焊件界面进行加热。加热是焊接过程中最为重要的步骤,只有加热使表面形成熔融或软化层之后才能进行焊接。一旦对待焊件进行加热之后,就需要施加压力以确保焊件之间能够进行充分的接触,但严禁强力组对。管子、板组对时,内径应齐平内壁错边不得大于其壁厚的10%,且不大于3mm。
(5)对单面焊双面成形焊接的管道,其纵向焊缝其错边量不得超过2mm。
(6)对管径大于500mm,或边长大于500mm 矩形管道可进行双面焊工艺。
(7)拼板或箱体结构塑料容器严禁有十字形布置的焊缝。
(8)焊接参数选择[6]:
1)热空气温度一般为230~270℃;
2)喷嘴选用必须与焊条直径相适应;
3)焊接速度一般根据焊条和喷嘴直径大小来选择一般以150~250mm/min;
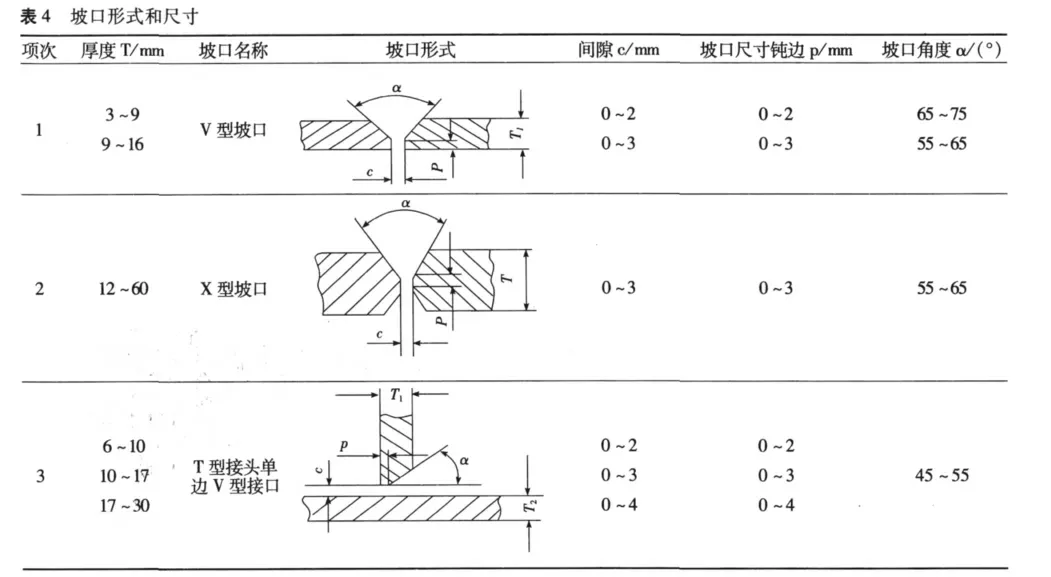
4)产品、半产品坡口形式和尺寸见表4 所述[7];
焊缝结构应该根据焊件的厚度,结构特点、使用场合、焊接操作的方便及经济性等加以选择。接头应可能的少,两条焊缝必须错开100mm 以上,以免影响强度。
5)一般采用左焊法焊条与焊接速度方面成90°,焊炬与工件夹角成30°左右,焊矩与工件距离5~6mm,其摆动频率为每秒2 次,摆动幅度10mm 左右,如图1 热风焊接原理图所示[8];
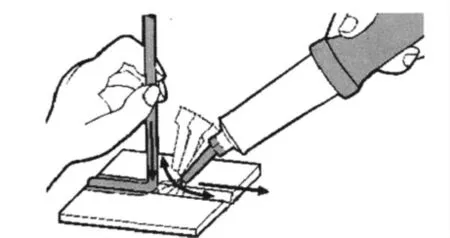
图1 热风焊接原理图
6)焊条一般用力送进(1.5~2kg),与熔池呈粘稠状态,但不熔化其焊和在焊口上布置清晰可见;
7)焊条搭接应削成斜坡形,焊条不宜面摆动;
8)在冷却过程中,熔融或软化的部分会发生收缩,这一过程也会受到相邻低温部分的限制,从而引起变形。焊缝处存在的残余应力是影响焊接质量的一个不利因素,它会降低焊接强度、缩短疲劳寿命及降低断裂韧性,并可能导致应力开裂。因此,焊条焊接接头严禁水冷或空冷。
5 结语
焊接质量直接影响稀土萃取分离槽使用寿命,并对生产能否顺利进行产生巨大影响。通过对影响焊接的设备及材料、机具、作业人员及条件、焊接工艺等因素的控制,保证了四川江铜稀土有限责任公司漫水湾年处理稀土精矿8000T 冶炼分离复产项目顺利如期投产。
[1]韩旗英.稀土萃取分离技术现状分析[J].湖南有色金属,2010,(1):24 -27.
[2]张静政.塑料焊接技术问答[M].北京:机械工业出版社1987:148.
[3]马东玲,赵高明,益小苏,等.塑料焊接方法及其机理[J].现代塑料加工应用.1993,(3):49 -53.
[4]国家技术监督局发布.硬质聚氯乙烯(PVC)挤出板材(QB/T 13520 -1992)[S].北京:1992:3 -6.
[5]中华人民共和国工业和信息化部发布.塑料焊接工艺评定(HG/T 4280 -2011[S]).北京:2010:3 -4.
[6]中华人民共和国工业和信息化部发布.塑料焊接工艺规程(HG/T 4281 -2011[S]).北京:2011:3 -4.
[7]国家质量技术监督局,中华人民共和国建设部联合发布.现场设备、工业管道焊接工程施工及验收规范(GB 50236 -98)[S].北京:1998:76 -77.
[8]无.热塑性塑料的热风及挤出焊接工艺[J].现代塑料,2011,(12):42 -43.