间接选区激光多道烧结的三维温度场模拟
2013-11-06葛小兵
贾 蕾,王 典,葛小兵
(江苏大学机械工程学院,江苏 镇江 212013)
间接选区激光烧结的原理是用高分子聚合物作为粘结剂将金属粉末粘结在一起而成型[1]。由于聚合物的软化点较低、热塑性较好,粘度低、流动性好,与金属粉末材料均匀混合后,利用激光烧结时,激光的热量使聚合物熔融,流入金属粉粒间隙中起到粘结剂的作用。烧结获得的原型件通过脱脂、高温焙烧、渗金属等后处理工艺即可得到功能件,因而这种烧结方法成本比较低,过程也容易控制,迅速得到了广泛的应用。
目前,间接选区激光烧结多以金属与粘结剂粉末的混合粉末为成形材料。由于烧结过程中只需将混合粉末中的粘结剂粉末充分熔化即可,所以间接选区激光烧结所需要的激光功率较低,一般低于100 W,多为CO2激光器。
间接选区激光多道烧结的温度场模拟对揭示其成型机理和优化其成型工艺具有重要作用。掌握烧结过程中温度场的动态分布规律及不同烧结道间的相互影响对于选择合适的工艺参数,降低温度梯度及其产生的热应力具有重要意义。本文主要针对316L不锈钢和粘结剂混合粉末的多道烧结的温度场进行数值模拟:基于大型仿真软件ANSYS平台,考虑随温度变化的导热系数、比热容等热物性参数[2],模拟间接选区激光的多道烧结。
1 有限元模型的建立
混合粉末的多道烧结模型采用45号碳钢作基板,几何尺寸为 4.20mm ×1.40mm ×0.20mm,粉床镶嵌在基板中央,几何尺寸为3.80mm×1.00mm×0.10mm。考虑到激光烧结混合粉末时会产生较大的温度梯度,所以烧结区域采用较小的单元网格,单元尺寸为 0.05mm ×0.05mm ×0.10mm。而基板的温度梯度较小,对烧结区的影响较小,可以采用自由网格划分,网格尺寸采用智能网格尺寸,并适当进行网格细化。考虑到计算机硬件的限制以及模拟的准确性,多道烧结共烧结三道。扫描路径如图1所示,单元类型采用SOLID70三维热传导单元,该单元是六面体八节点单元,且每个节点上只有一个温度自由度,可以用于三维静态或瞬态的热分析。划分网格后的模型如图2所示。

图1 扫描路径示意图
2 热传导方程
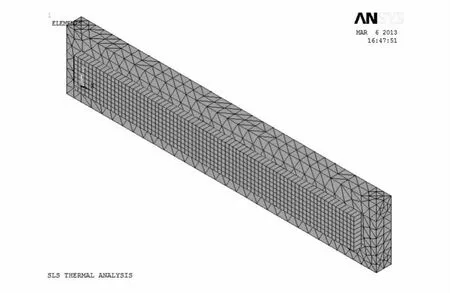
图2 有限元模型
选区激光烧结的温度场属于典型的非线性瞬态热传导问题,该热传导问题可用基于能量守恒定律和Fourier热传导定律的经典三维热传导方程来求解,该方程[3]为:

式中:c为材料的比热容;ρ为材料的密度;ke为粉床的有效导热系数;T(x,y,z,t)为温度分布函数;t为传热时间。
3 初始条件和边界条件
温度场的初始条件为粉床的预热温度,即给粉床施加一个均布温度载荷,以模拟烧结前对粉床的预热。初始条件由式(2)给出。

边界条件为粉床与环境间以及粉床与烧结部分之间的热对流和热辐射。为了计算方便,可以将热对流和热辐射折算成一个总的换热系数,即用“辐射换热系数”将辐射换热折算成对流换热[4]。边界条件由式(3)给出。

式中:αc为粉床的对流换热系数;k为粉床的辐射换热系数;T为环境温度;Ts为粉床温度。
4 高斯热源模型
在经典雷卡林公式中,点热源和线热源主要用于温度场解析解,研究表明其计算结果与实际结果有较大的出入,而高斯热源是一种比点状热源和线状热源更切实际的一种激光热源模型,其热流分布函数由公式(4)给出[5]:

式中:P为激光功率;Rb为激光束的束腰半径,即有效加热半径;r为粉床表面上点到激光热源中心的距离。显然当r=Rb时,光强为热源中心光强的,高斯热源的分布如图3所示。
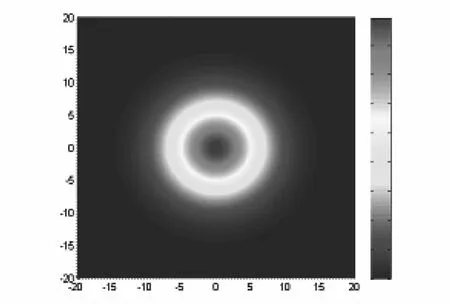
图3 高斯热源热流密度分布示意图
5 工艺参数
温度场模拟的工艺参数条件为:激光功率14 W,扫描速度2000mm/s,预热温度100℃,扫描间距0.1mm,光斑直径 0.2mm,铺粉厚度 0.1mm,时间步长为0.0125s,自然对流换热条件,温度27℃,综合换热系数取110。
6 热物性参数
316L不锈钢的热物性参数见表1。
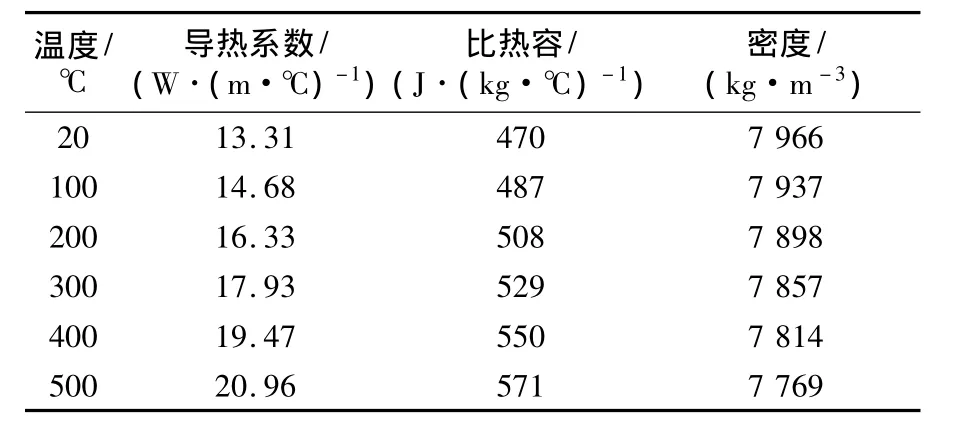
表1316 L不锈钢的热物性参数[6]
7 模拟结果及分析
图4所示为第一、二、三道烧结结束时的温度场云图。它显示了载荷步分别为第76步、第152步、第229步时,粉床上表面温度场的分布情况。
烧结初始时刻,高斯热源中心所在区域的温度由预热温度迅速升高至约180℃,高于有机粘合剂的熔点或者软化点。对比三道烧结结束时刻的温度场云图,可以看出,随着烧结的进行,高斯热源中心的最高温度逐步升高,已烧结区域的温度缓慢下降。从图中还可以看出,随着烧结时间的积累,热源中心的“尾巴”越来越长,说明热源中心后方的温度梯度较小,而前方的温度梯度较大。
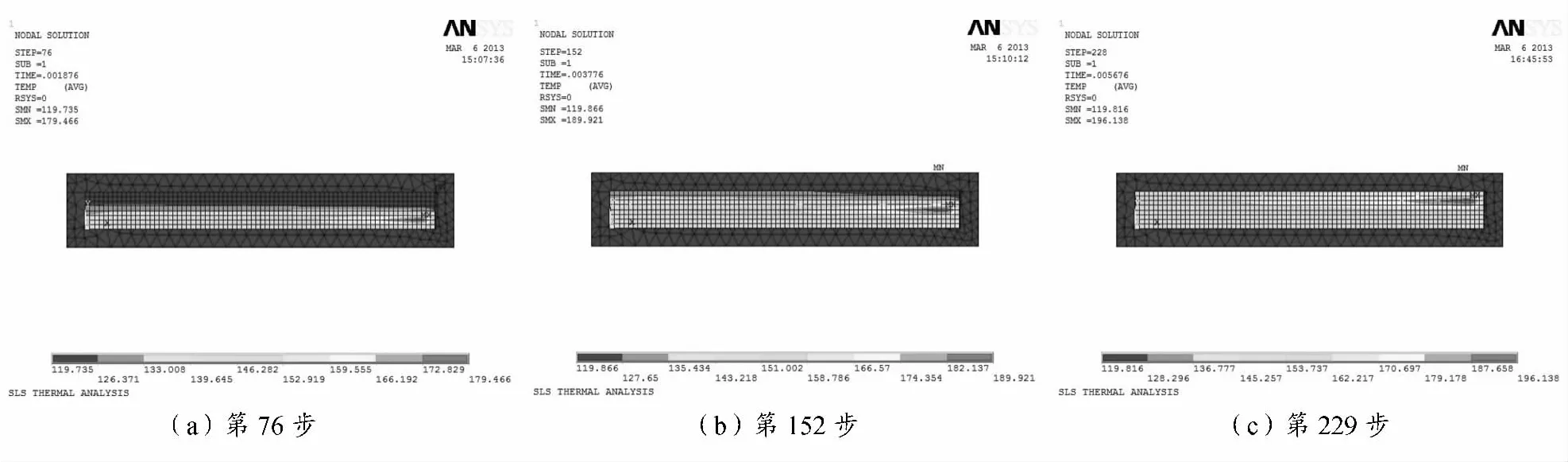
图4 温度场云图
图5所示为烧结道中点(对应的节点编号分别为NODE-1126,NODE-1124,NODE-1122)的热循环曲线,即不同时刻烧结道中点的温度变化曲线。
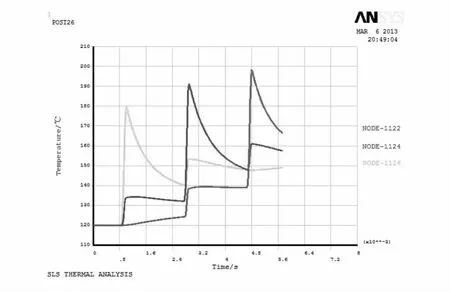
图5 烧结道中点的热循环曲线
从处于烧结道相同位置的3个节点的温度变化趋势可以看出,随着高斯热源的远离,节点处的温度开始下降,并且温度降低的速度要比升温的速度缓和得多。曲线的变化趋势有所不同,这是由于烧结道的烧结先后顺序不同造成的。
8 结束语
由模拟结果可知:烧结过程中,热源中心附近的温度迅速升高而后缓慢下降;随着烧结的进行,热源中心的最高温度逐渐增大;热源中心前方的温度梯度比其后方的大。烧结过程中,粉床的最高温度高于有机粘合剂的熔点或者软化点,但远远低于金属的熔点,这与间接选区激光烧结的原理一致,证实了本次温度场模拟的工艺参数适当、建模方法正确。
[1] 陈森昌,黄树槐,史玉升.选择性激光烧结间接成型金属件及其在机械工业中的应用[J].机械工程材料,2002(8):1-2.
[2] Kolossov S,Boillat E,Glardon R,et al.3D FE simulation for temperature evolution in the selective laser sintering process[J].International Journal of Machine Tools & Manufacuture,2004,44(2/3):117-123.
[3] 荆涛.凝固过程数值模拟[M].北京:电子工业出版社,2002.
[4] 白云飞.选择性激光烧结的三维有限元模拟[D].太原:中北大学,2005.
[5] 沈显峰,姚进,王洋,等.金属粉末的直接选区激光烧结温度场数值模拟[J].光电子·激光,2005(4):492-495.
[6] Touloukian Y S.Thermophysical properties of matter:the TPRC data series[M].New York:John Wiley & Sons Canada,Limited,1970.
