汽车座椅焊接机器人系统的设计
2013-10-29高鹏飞
高鹏飞
(唐山松下产业机器有限公司,河北唐山,063020)
1 引言
在众多制造业中,应用工业机器人最广泛的领域是汽车及汽车零部件制造业。随着国内汽车工业的快速发展,中国目前已经是世界第一汽车生产和消费市场,相应地,汽车零部件配套企业也增量迅猛。
汽车座椅是车身内部的重要装置之一,其主要功能是为驾驶员提供便于操作、舒适而安全的驾驶位置,为乘客提供舒适、安全的乘坐空间。机器人焊接可以保证座椅良好的焊接成形和焊接强度,其优质的焊接夹具可以保证座椅的尺寸精度,大批量生产也可以保证焊接出来的产品具有良好的一致性,能够为主机厂提供品质合格的座椅骨架,满足其装车精度和强度试验,从而给司乘人员提供安全、舒适的乘车环境。
2 座椅夹具建模与焊接机器人系统设计
一般来说,机器人焊接用零件表面不得有锈迹、油污等影响焊接质量的缺陷,尺寸应与图纸相符且有良好的一致性,相结合零件的装配间隙在0.5-1mm之内。
汽车后排座椅靠背3D数模如图1所示。
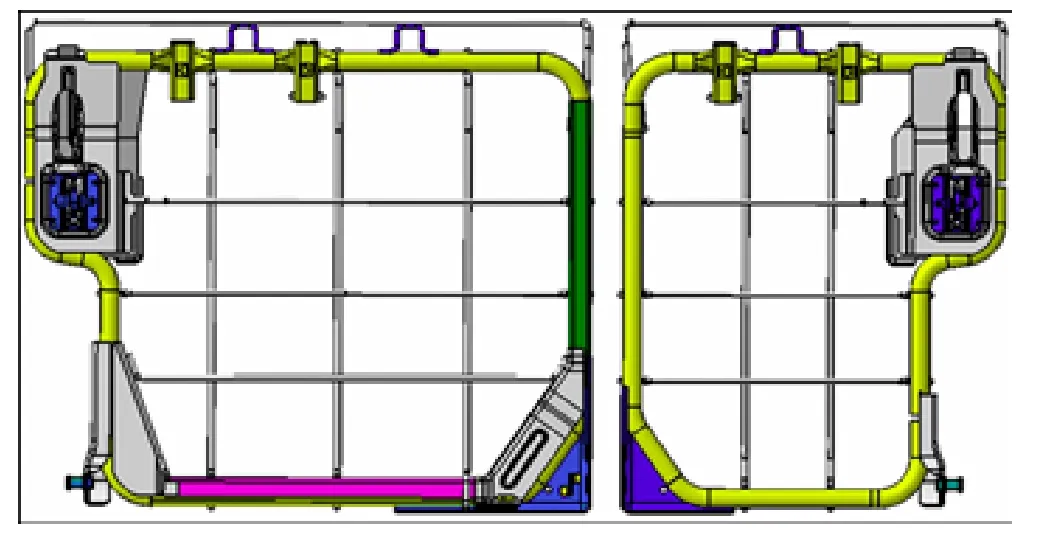
图1 汽车后排座椅靠背3D数模
该产品由33个零部件组成,一般如此复杂的零件需要分工序去焊接,先焊接管框,再焊接钢丝,但是本套设备将此33个零部件在一套夹具上一次装卡完成焊接,减少了二次装卡带来的装配误差,但是夹具复杂程度提高。
夹具是机器人焊接系统中最重要的设备,其作用是将各个零件采用各种装卡定位机构组装在一起,其设计制造的质量直接关系到产品的尺寸精度和焊缝质量,也直接关系到操作者操作的便捷程度以及夹具自身的寿命。
夹具3D数模如图2所示。
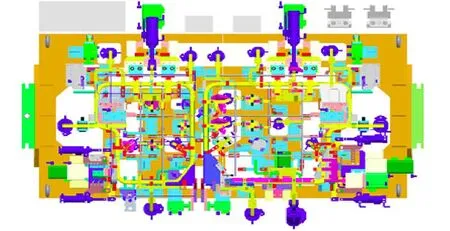
图2 夹具3D数模
夹具设计主要考虑以下几个要点:
1)认真分析焊接产品的图纸,找到产品定位基准点,即RPS点,一般图纸上均由标注。这是整个产品的关键点,必须有效定位夹紧。RPS点是系统为控制汽车综合误差而设定的有效手段,现已广泛应用在主机厂及相关配套厂中。
2)确定除RPS点以外的各个零部件的定位方式和压紧方式。
3)分析焊缝所处位置,一般将较多焊缝的面朝上,便于机器人焊接。
4)定位压紧方案和工件姿态确定完毕后,开始进行系统设计。首先将焊枪对准焊缝,装配到夹具中,并确保可以焊接施工。
5)为了控制焊接变形,工件定位点均设置垫片调整机构,用于调整反变形和控制精度。
6)考虑工件的装件顺序和工人的操作动作,确保装件顺畅便捷。
7)按照既定的方案进行设计,气缸非特殊情况要选择防飞溅气缸,气管采用双层阻燃管并套上防护管,防止飞溅烫伤管路。
8)若分工序焊接,各个工序的定位基准统一,防止产生误差。
9)气缸大小的选择要保证定位压紧可靠,压紧力适中。
10)定位销、定位块材料选择和表面处理要求有可靠的耐磨性。
11)由于座椅后排靠背管框固定在定位块中,为取件方便,要设置工件顶升卸件装置。
12)夹具需要进行三维坐标测量,所以夹具设计完毕后,对检测点出具三维坐标数据。
系统布局图如图3所示。

图3 机器人焊接系统布局
机器人焊接系统主要配置见表1。

表1 某生产线机器人焊接系统配置
3 座椅焊接机器人系统特点及应用
机器人焊接系统主要特点如下:
1)提高产品焊接质量;
2)双工位布局,机器人利用率高;
3)工位自动换位,操作者在固定位置就可实现装卸件,降低劳动强度;
4)提高产品焊接效率;
5)改善工人劳动强度和工人工作环境;
6)便于生产管理;
7)工件一次装卡完成焊接,降低了二次装卡带来的装配误差。
该系统目前已经通过唐山松下产业机器有限公司生产,并应用在长春、上海等汽车零部件公司中。

图4 某系统现场

图5 某汽车座椅后排靠背夹具现场
[1]RationalDims 测量软件操作手册,美国OpenDims 2006.
[2]宋金虎. 焊接机器人现状及发展趋势[J]. 现代焊接,2011(3): 1-4.
