硬质合金与M42高速钢的激光钎焊组织及性能
2013-10-25尚晓峰邓卫东王志坚
尚晓峰,邓卫东,王志坚,2,李 喆,罗 帅
(1.沈阳航空航天大学机电工程学院,辽宁沈阳110136;2.中国科学院金属研究所,辽宁沈阳110016)
1 引言
硬质合金以其高硬度、高强度、耐高温、热膨胀系数小和化学性质稳定等优点,广泛应用于高性能复杂刀具中[1-2]。由于硬质合金刀具成本高、制造加工困难,利用焊接方法将硬质合金与报废、破损的刀具连接起来,特别是对复杂刀具的修复,在提高加工质量和效率的同时,还能有效降低制造成本,为企业节约大量的材料与资金,获得更大的经济效益[3-4]。
但硬质合金与钢的熔点、热导率、热膨胀系数等物化性能差异较大,冶金互溶性差,采用熔焊的方法很难得到性能良好的接头组织,而激光的能量、光斑大小和作用位置精确可控[5-7],利用激光钎焊的方法可有效的实现硬质合金与钢的连结。本文以黄铜粉末为钎料,选取合适的激光工艺参数进行高速钢与硬质合金的激光钎焊试验,观察分析钎焊接头的微观组织,并测得接头组织的显微硬度,分析不同激光工艺参数对接头显微组织及性能的影响。
2 试验材料与工艺方法
2.1 试验材料
试验基材为W2Mo9Cr4VCo8(M42)高速钢,熔点约为1520℃,尺寸为30mm×20mm×3mm;激光钎焊接头部分为含Co8%(质量分数)的WC+8Co(YG8)硬质合金,熔点约为2600℃,尺寸为30mm×10mm×3mm。由于Cu塑性较好,能有效吸收钎焊产生的内应力[8],实验选用 200 目 H62[9]黄铜粉末作为钎料,熔点约为934℃,其主要成分如表 1所示。

表1 H62黄铜粉末的主要成分(wt/%)
2.2 工艺方法
基材准备时,为使钎料能更好地渗透到焊缝中,用线切割先将高速钢基体和硬质合金切出约5°倾角的坡口,并打磨去除氧化层,然后用丙酮洗净。激光钎焊试验利用DL-HL-T5000B型5kW横流CO2激光器在ZKXT-300型卧式真空系统中进行,通氩气保护。在试验过程中,钎料干燥后通过摆针刮吸式送粉器、四孔式同轴送粉喷嘴实现同轴送粉。
利用日立S-3400N扫描电子显微镜(SEM)观察钎焊接头的微观组织形貌,接头组织成分采用扫描电子显微镜所附能谱仪(EDS)测定,采用HX-1000数显显微硬度计测定接头组织的显微维式硬度。
3 试验结果与分析
激光钎焊过程中,当离焦量为负时,光粉可充分耦合,熔池散热条件较好,熔凝组织硬度最高,离焦量增大或者减小都使硬度的降低,熔凝组织的硬度在较小负离焦状态下达到最大值[10]。故本试验均采用负离焦量(△f=-3mm),送粉量为1.2 g/min,通过改变扫描速度、激光功率等激光工艺参数分A、B两组进行试验,主要工艺参数如表2所示。

表2 激光钎焊试验工艺参数选用
3.1 钎焊接头的微观组织
A试验组激光工艺参数:离焦量△f=-3mm、激光功率P=1100 W,不同扫描速度钎焊接头的微观组织如图1所示。
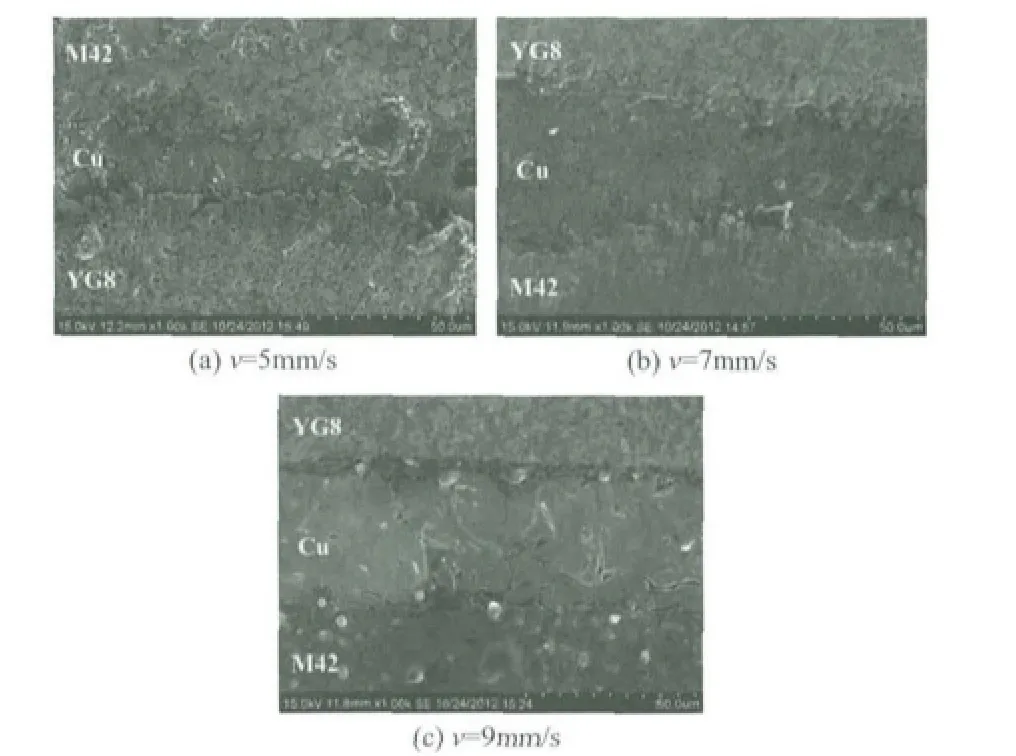
图1 不同扫描速度的接头微观组织(1000×)
由图1,扫描速度为7 mm/s时的接头组织较好,黄铜粉末与硬质合金和高速钢形成了良好的冶金结合,钎焊组织两侧无缺陷;图1(a)、(c)扫描速度为5 mm/s、9 mm/s时,钎焊组织均出现裂纹、气孔及融合不良等缺陷。主要原因:激光功率一定,扫描速度较小时,输入的能量密度较大,钎焊过程中高热能使激光熔池对流加剧致使硬质合金和高速钢中的Co相气化散失,易产生气孔、微裂纹等组织缺陷,如图1(a);随着扫描速度的增大,激光能量密度减小,熔池温度梯度增大,由于各材料的性能差异较大,熔池凝固速度过大而导致传热不均,凝固组织存在较大内应力,从而产生裂纹,且Cu与母材结合处易出现融合不良现象,如图1(c)所示。
B试验组激光工艺参数:离焦量△f=-3mm、扫描速度v=7 mm/s,观察不同激光功率对钎焊接头微观组织的影响,如图2所示。
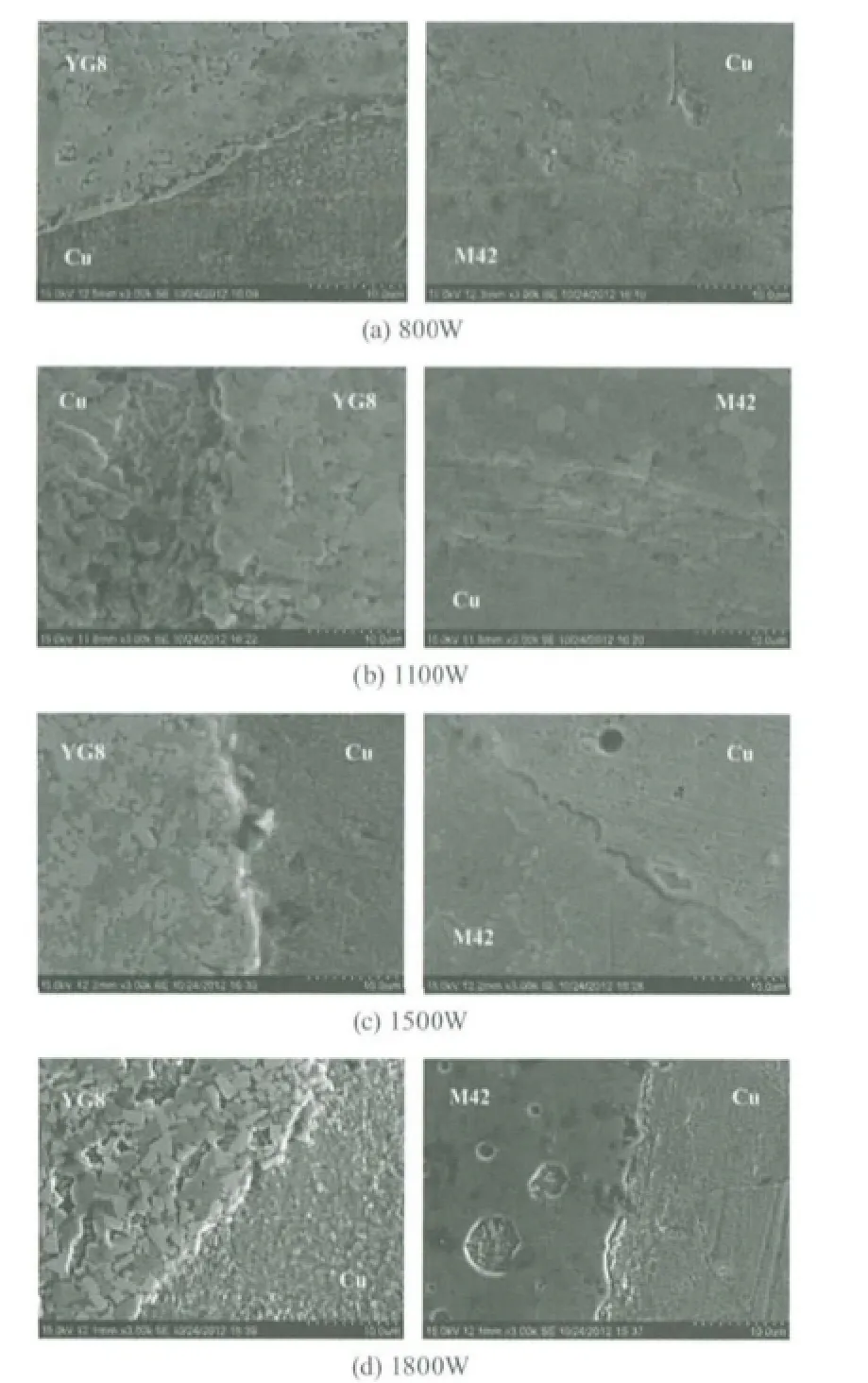
图2 不同激光功率的接头微观组织(3000×)
3.2 接头组织能谱分析
图3是激光工艺参数为△f=-3 mm、P=1100 W、v=7 mm/s时,对接头组织进行的EDS分析。

图3 接头组织EDS分析
图2(a)中可看出,激光功率为800 W时,由于激光功率较小、能量密度较低,熔池凝固过快、温度梯度过大而产生较大内应力,黄铜与硬质合金之间有明显的裂纹,高速钢一侧碳溶于α-Fe中并以晶内夹杂物为形核核心形成针状铁素体,降低组织强度、硬度,Cu与母材未形成良好的冶金结合。图 2(b)、(c)中激光功率为 1100 W、1500 W时,焊缝组织为性能较好的等轴组织,无明显缺陷,Cu与硬质合金和高速钢均有不同程度的互熔,形成良好的冶金结合。激光能量密度增大,硬质合金白色WC相有长大趋势,深暗色粘结Co相的含量增加,有利于提高接头组织的韧性;高速钢一侧有网状碳化物存在,由于组织过热,奥氏体沿晶界析出并结成网,强度降低、韧性和塑性提高。图2(d)激光功率为1800 W时,母材与Cu渗透性较好,但由于能量密度过大,剧烈的熔池对流使得硬质合金和高速钢中的Co相大量散失,易产生气孔、裂纹。
由图3(b)、(c)对母材的近焊缝处进行EDS能谱分析得出:A处硬质合金,除自身的W、Co元素,还含有 Cu、Cr、Mo、Fe、Ti等元素,表明 Cu 和 M42 高速钢的部分合金元素与YG8硬质合金互溶,其中含有Ti元素,是由于试验过程中送粉器内残留的微量试验用Ti粉不能完全清除,掺杂于钎料黄铜粉末中而无法避免;B处高速钢一侧,含有M42高速钢自身元素以外的Cu、Ti元素(原因同上),说明Cu与高速钢相互渗透,形成良好的冶金结合。
3.3 显微硬度
采用HX-1000数显显微硬度计测定试样钎焊截面显微维氏硬度,测量载荷为5 kg,加载时间为15 s。测量方法:沿钎焊组织截面中心线方向,依次分隔13个区域,每个区域取3个测试点并计算结果平均值,将结果绘制成显微硬度分布曲线,如图4所示。

图4 不同激光工艺参数钎焊截面的显微硬度曲线
图4(a)中显示,激光功率P=1100 W时接头组织的平均显微硬度最大(平均值为951.7 HV),且热影响区的显微硬度变化趋缓,组织性能良好。激光功率为800 W时,由于能量密度小,母材与Cu没有互溶,接头组织(4~6测试点)的显微硬度较小,平均显微硬度为719 HV;激光功率为1100 W、1500 W和1800 W时,接头组织的显微硬度变化趋同,平均显微硬度为951.7 HV、866.3 HV 和 850.7 HV,在高速钢一侧硬度略高,原因是激光钎焊熔池的快速凝固相当于激光淬火,使硬度值增大,但热影响区(7~9测试点)的显微硬度随激光功率增大而减小,显微硬度平均值分别为779 HV、689 HV和637.3 HV。
图4(b)为不同扫描速度下截面的显微硬度曲线,扫描速度v=7 mm/s时,接头组织及热影响区的平均显微硬度均最大,显微硬度平均值分别为941.7 HV、778 HV,且Cu与母材互溶性较好,显微硬度变化最小。扫描速度v=5 mm/s时,能量密度较大,母材组织中Co大量散失而使显微硬度偏高,但在高速钢一侧Cu较多渗入母材组织中而使显微硬度降低;扫描速度为9 mm/s时熔池的凝固速度过快,导致硬质合金和高速钢与Cu互溶较差,造成接头组织的显微硬度偏低。
4 结论
(1)扫描速度为7 mm/s时,输入的能量密度合适,使Cu与WC等能够充分互溶,且Co未大量散失,接头组织的焊接质量较好。扫描速度过大、过小均出现组织缺陷。
(2)激光功率为1100 W时,钎焊接头组织无明显缺陷。硬质合金组织WC相有长大趋势,深暗色Co相的含量增加,韧性提高;高速钢组织奥氏体沿晶界析出结成网状碳化物,韧性和塑性提高。
(3)激光工艺参数:△f=-3 mm、P=1100 W、v=7 mm/s,接头组织为等轴组织,无裂纹、气孔及融合不良等缺陷,钎焊接头性能较好。
(4)在结论(3)的激光参数下,对接头组织进行EDS分析,硬质合金和高速钢组织中含有Cu、Co、Mo、Cr、Fe等元素,钎料与母材渗透良好,形成良好的冶金结合;显微硬度变化最小,且与其他工艺参数相比,接头组织及热影响区的平均显微硬度最大,分别为 941.7 HV、778 HV。
[1] Zhang Wenyu.Latest development of coated cemented carbide tools[J].Rare Metals and Cemented Carbides 2008,36(1):59 -63.(in Chinese)张文毓.硬质合金涂层刀具研究进展[J].稀有金属与硬质合金,2008,36(1):59 -63.
[2] Liu Yong.Application and development prospect of hard alloy[J].China Metal Bulletin,2010,31:36 - 37.(in Chinese)刘咏.硬质合金应用与发展前景[J].中国金属通报,2010,31:36 -37.
[3] Chen Guoqing,Zhang Binggang,Wu Zhenzhong,et al.Research status on welding of cemented carbide to steel[J].Cemented Carbide,2012,29(6):387 - 392.(in Chinese)陈国庆,张秉刚,吴振中,等.硬质合金与钢焊接技术的研究现状[J].硬质合金,2012,29(6):387 -392.
[4] Zhu Jinglei,Huang Jihua,Zhang Hua,et al.Progress in research on welding of cemented carbide with steel[J].Welding & Joining,2008,2:15 -19.(in Chinese)朱警雷,黄继华,张华,等.硬质合金与钢异种金属焊接的研究进展[J].焊接,2008,2:15 -19.
[5] Xiao Rongshi,Dong Peng,Zhao Xudong.Progress in laser fusion welding - brazing of dissimilar Alloys[J].Chinese Journal of Lasers,2011,38(6):0601004.1 -7.(in Chinese)肖荣诗,董鹏,赵旭东.异种合金激光熔钎焊研究进展[J].中国激光,2011,38(6):0601004.1 -7.
[6] Won -Bae Lee,Byoung - Dae Kwon,Seung - Boo Jung,et al.Effects of Cr3C2on the microstructure and mechanical properties of the brazed joints between WC-Co and carbon steel[J].International Journal of Refractory Metals& Hard Materials,2006,24(3):215 -221.
[7] Lee WB,Kwon BD,Jung S B.Effect of bonding time on joint properties of vacuum brazed WC-Co hard metal/carbon steel using stacked Cu and Ni alloy as insert metal[J].Mater Sci Technol,2004,Vol.20(2):1474 -1478.
[8] Ge Yangang,Zhang Xudong,Liu Wen - jin,et al.Microstructure of laser beam brazing joint of YG8 cemented carbide[J].Applied Laser,1999,19(5):282 - 284.(in Chinese)葛廷刚,张旭东,刘文今,等.YG8硬质合金激光钎焊接头显微组织的研究[J].应用激光,1999,19(5):282 -284.
[9] Wang Di,Yang Yongqiang,Shi Wenqing.Investigation on laser welding process and structure characteristics of H62 copper[J].Applied Laser,2009,6:203 - 206.(in Chinese)王迪,杨永强,师文庆.H62黄铜激光焊接工艺与组织特征研究[J].应用激光,2009,6:203 -206.
[10] Shi Gaolian,Shi Shihong,Zhang Jia.The influence of defocusing amount of hollow beam on the quality of single cladding channel[J].Applied Laser,32(6):505 - 509.(in Chinese)石皋莲,石世宏,张甲.中空光离焦量对单熔道质量的影响[J].应用激光,2012,32(6):505 -509.