管子-管板角焊缝射线照相技术的进展
2013-10-25强天鹏龚成刚周齐明郝思文
强天鹏,龚成刚,周齐明,周 茜,郝思文
(1.江苏省特种设备安全监督检验研究院,南京 210036;2.江苏中特创业设备检测有限公司,南京 210014)
管子-管板角接焊接接头是列管式换热器或反应器设备的薄弱环节,其厚度仅1~2mm。如果焊缝中存在气孔或其它缺陷,即使缺陷很小,也会在设备使用不久后因为腐蚀而在缺陷部位发生泄漏(图1)。应用管子-管板角接接头焊缝射线照相技术可以有效解决管子-管板角接焊接接头的泄漏问题。实践表明,该项技术的实施可使换热器泄漏概率大幅度降低。根据德国BASF公司的统计数据,失效概率可从18%大幅度下降到3%,如图2所示。
1 小焦点192Ir源γ射线探伤机的应用
20世纪70年代末,德国BASF公司开发出专门用于管子-管板角焊缝射线检测的小焦点192Ir源γ射线探伤机。国内于2003年引进管子-管板角焊缝射线照相技术和专用192Ir源γ射线机+胶片系统,并在扬子-巴斯夫工程项目的设备制造检测中应用。
管子-管板角接焊接接头形状特殊,结构复杂,一般射线检测技术无法实施照相。为解决这一技术难题,专用γ射线探伤机设计了一个装有小焦点(φ0.5mm×1mm)192Ir放射源(图3)的棒,将其伸入管内,采取“向后透照”的方式进行曝光,同时设计了特殊工装和特殊工艺,成功地获得了角焊缝图像。与超声检测相比,管子-管板角焊缝射线照相具有灵敏度高、可靠性好和检测效率高等优点。

图1 导致管子-管板角焊缝泄漏的气孔

图2 管子-管板角焊缝射线 照 相降低换热器失效的概率统计

图3 管子-管板角焊缝射线照相专用γ射线机
2 管子-管板角焊缝射线照相技术与工艺试验
在引进德国的192Ir源γ射线+胶片系统技术和设备后,为进一步掌握管子-管板角焊缝射线照相技术与工艺,江苏省特检院和江苏中特创业公司进行了多项试验,内容包括:
(1)曝光参数试验:即不同焦点尺寸源、不同种类胶片、不同焦距以及不同曝光时间对成像质量和灵敏度的影响。
(2)适配器试验:即不同形状、不同厚度、不同材质(镍、钛、锆)适配器的效果和应用范围。
试验得到了一些结论,包括:
(1)源焦点尺寸减小能显著提高缺陷检出率。
(2)不同类别的胶片对照相灵敏度有显著影响;管子-管板角焊缝拍片应采用T2类或更高级别的胶片。
(3)带铅箔增感屏的真空包装胶片质量明显优于散装胶片 。
(4)所用焦距应适当。焦距过短缺陷影像变形大,焦距过长灵敏度降低。焦距选择与管径有关,一般30~50mm。
(5)对管子-管板焊接接头进行拍片时,必须使用适配器(补偿块)。补偿块形状和厚度必须适当。
(6)补偿块材质的原子序数应等于或低于管子材质的原子序数。
3 棒阳极X射线机的应用
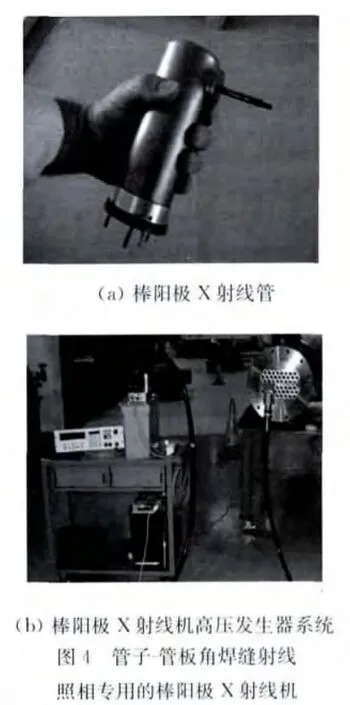
为了避免放射源管理和运输的麻烦,同时进一步提高检测质量和效率,德国一家公司在20世纪90年代开发了一种管子-管板角焊缝射线照相专用棒阳极X射线机(图4)。其主要参数如下:焦点尺寸0.5mm;辐射角度135°×360°;棒直径6mm,长度不小于37mm;管电压130kV,管电流2mA。
棒阳极X射线机+胶片系统有以下优点:
(1)避免了放射性同位源的输送带来的风险和麻烦。
(2)减少现场检测人员受到的辐射剂量。
(3)更快的检测速度(曝光时间20~40s)。
(4)更高的成像质量。其对钢中的气孔缺陷灵敏度小于φ0.5mm,而192Ir源γ射线检测对钢中的气孔缺陷的检测灵敏度一般只能达到1mm。
棒阳极X射线机+胶片技术成功解决了Ti材换热器管子-管板角焊缝照相灵敏度不够的难题。由于钛原子序数(22)低于铁(26),用192Ir源γ射线对钛材管子-管板角焊缝照相灵敏度极低,直径大于1mm的气孔也可能漏检,使检测失去意义。用棒阳极X射线机发出的低能X射线取代192Ir源γ射线,可以有效检出φ0.5mm的气孔(图5)。
4 计算机射线照相(CR)技术的应用
计算机射线照相(CR)是一种新型工业数字射线检测技术,其原理是:先使用成像板(IP)代替胶片记录检测物理量;然后使用激光扫描仪代替暗室处理,把检测物理量转变为数字信号;最后通过计算机将数字信号转变为数字图像。
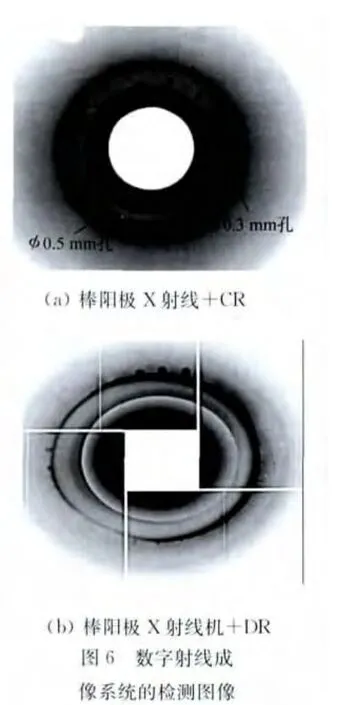
江苏省特检院和江苏中特创业公司首先提出把CR技术应用于管子-管板角焊缝射线照相的方案并完成了试验。试验结果表明,CR技术应用于管子-管板角焊缝射线照相具有明显的优势和良好的应用前景(图6)。棒阳极X射线机+CR系统具有以下优点:
(1)能获得高灵敏度的检测图像。

(2)数字图像的保存、调用和传输方便。
(3)以成像板取代胶片,可节省费用。
(4)无需暗室处理,无污染废液。
5 数字平板探测器(DR)技术的应用
数字平板探测器(DR)是另一种新型工业数字射线检测技术。其原理是使用平板阵列探测器代替胶片记录检测物理量,并直接将其转变为数字信号,再通过计算机将数字信号转变为数字图像,如图6(b)所示。

图7 棒阳极X射线机+DR专用检测仪
德国一家公司研发的管子-管板角焊缝射线照相专用的棒阳极+DR检测仪器系统,由四个CdTe-CMOS数字平板拼接而成,棒阳极管被放置在仪器的中央位置(图7)。每一个平板尺寸为25mm×25mm,像素尺寸为100μm。该系统的优点是:① 不使用放射源和胶片,减少了辐射管理的麻烦和环境污染。②与其它方法相比,缺陷检出能力更强、灵敏度更高。③ 与其它系统相比,检测速度更快、曝光时间更短,而且能即时显示检测结果。④ 数字图像的保存、调用和传输方便。
该系统的不足之处是图像由四个平板拼接而成,中心孔呈方形,不仅视觉感觉稍差,而且焊缝区有拼缝穿过,有可能影响缺陷检出。

图8所示是三种检测系统,即192Ir+胶片、棒阳极X射线+胶片、棒阳极X射线+DR的检测灵敏件。将仿真系统分为探头参数设置、缺陷参数设置及仿真成像三大模块。在探头参数模块,可仿真显示相控阵探头的声场声压分布及其指向性特性,通过人机界面改变各探头相关参数,观察声场声压及指向性变化,可分析研究各参数对声场的影响。在仿真成像模块,利用field II,建立相控阵探头声场与缺陷相互作用的模型和缺陷回波的计算模型;仿真缺陷试块的相控阵超声成像检测过程,并通过对回波信号包络提取、对数压缩、DSC变换等一系列信号处理过程将缺陷图像还原出来。
[1] 张伟志,刚铁,王军.超声波检测计算机模拟和仿真的研究及应用现状[J].应用声学,2003,22(3):39-42.
[2] 陈建忠,史耀武.超声检测过程的数值模拟[J].无损检测,2001,23(5):198-201.
[3] MathTools Ltd.MathTools Function Reference Guide[EB/OL ]. http://wenku. baidu. com/view/cda450383968011ca300919a.html.
[4] 张亮,王继阳.MATLAB与C/C++混合编程[M].北京:人民邮电出版,2008.
[5] Shi-Chang Wooh,YijunShi.Optimum beam steering of linear phased arrays[J].Wave Motion,1999(29):245-265.
[6] LIN Y,DODSON J M,HAMILTON J D,et al.Theory and experiment for the design of piezoelectric element for phased arrays[C].Ontario,Canada:Proceedings of 1997IEEE Ultrasonics Symposium,1997.1697-1700.
[7] 冯若.超声诊断设备原理与设计[M].北京:中国医药科技出版社,1993.
[8] 冯若,姚锦钟,关立勋,等.超声手册[M].南京:南京大学出版社出版,1999.