水密型螺距发讯器的工艺研究
2013-10-17胡志宏金小弟顾锡良
胡志宏,金小弟,顾锡良
● (1.重庆远风机械有限公司,重庆 404020;2.中国船舶重工集团公司第704研究所,上海 200031)
水密型螺距发讯器的工艺研究
胡志宏1,金小弟2,顾锡良2
● (1.重庆远风机械有限公司,重庆 404020;2.中国船舶重工集团公司第704研究所,上海 200031)
螺距发讯器的水密性对于其能否发挥正常功用起着重要作用,本文对螺距发讯器的水密性关键部位进行分析,提出了相应的加工工艺方法。通过螺距发讯器的静动态试验,对螺距发讯器的水密特性进行了验证。
螺距发讯器;水密性;加工工艺
0 引言
船舶在航行过程中的桨叶实际螺距需要螺距发讯器进行反馈,螺距发讯器工作的稳定性为船舶的正常航行提供了保证,在提高螺距发讯器稳定性的诸多因素中,螺距发讯器的水密性受到广泛关注。鉴于此,本文针对螺距发讯器的水密性展开了加工工艺方面的研究,并进行了静动态试验验证,现已被广泛应用于各类船舶。
1 螺距发讯器在调距桨系统装置的作用与功能
确保操作者观察到的螺距发讯器指针位置和控制室的屏显数字与桨叶角处于的实际位置保持高度一致。即:螺距发讯器在调距桨系统里应成为能达到先进的精确定位功能及显示功能要求的装置,即便在船破舱进水的情况下,螺距发讯器也能正常工作。
2 螺距发讯器的组成与水密相关的主要部位
功能性部件的基本组成由:壳体、工艺转动轴、凸轮、调节杆、连接臂、支架、关节轴承、电位器(CCP-45-10)及微动开关(V-165-1B5)、填料函装置(含水密电缆)及接线柱等。
把油缸活塞的往复运动通过连杆机构转化成电位器的转角信号,为电控系统提供螺距反馈信号和接受信号进行比较,实现对螺距进行控制。
水密封的主要部位有:
1)螺距发讯器的壳体(底箱体和上箱盖的接合面);2)填料函装置(含水密电缆)进入螺距发讯器壳体内部的通道;3)悬挂在齿轮箱前端配油器输出轴与螺距发讯器工艺转动轴的接合处。
3 设计工艺及加工工艺水密封要求
由于该螺距发讯器有水密封的要求,依据用户的要求将螺距发讯器的壳体定为关键件。
1)壳体铸造需经特殊过程确认;2)壳体加工视为加工工艺中的关键过程,需经关键过程确;3)考虑到该型号的螺距发讯器的特殊作用:必须满足螺距发讯器在船破舱进水后能正常工作。
4 针对水密要求采取的工艺措施与设备措施
4.1 壳体对水密的要求(二要素)
水密封要求及下箱体和上箱盖定位的精准性。材料选用:ZL102,该铝合金的铸造性能优良,无热裂及疏松倾向,气密性较高。其密度小,耐蚀性好,可在受大气海水腐蚀的环境中使用,材料的选用满足了水密封要求。
4.2 壳体铸造的工艺措施
在制定铸造工艺时,为确保壳体材料制作对水密封的要求,摒弃了传统的浇铸模型方法,而选用精密铸造的工艺方法,即:用整块精密铸造成型后的铝块作为加工件(采用这种加工工艺可避免因选用浇铸模型加工工艺过程中的金相组织内部的缺陷引起裂纹、气孔等现象及浇铸模型箱壁厚度不均匀问题),并经退火处理,使壳体在铸造环节上满足水密要求。对整块成型铝块的六个待加工面进行检测,提出不允许铝块表面有裂纹、夹渣和气孔等要求。
4.3 壳体加工的工艺措施及设备措施
加工工序的安排是重要加工环节,忽略这一点,当成品件经时效后壳体产生变形,会造成水密性失效的后果。具体措施如下:首先将铝块六个待加工面精铣至设计图纸要求的外形尺寸公差要求(长×高×宽),这道加工工序由普通铣床完成。
以下工序由高精密的加工中心机床完成,先加工下箱体和上箱盖安装密封橡胶垫的凹、凸结合面,见图1、2。
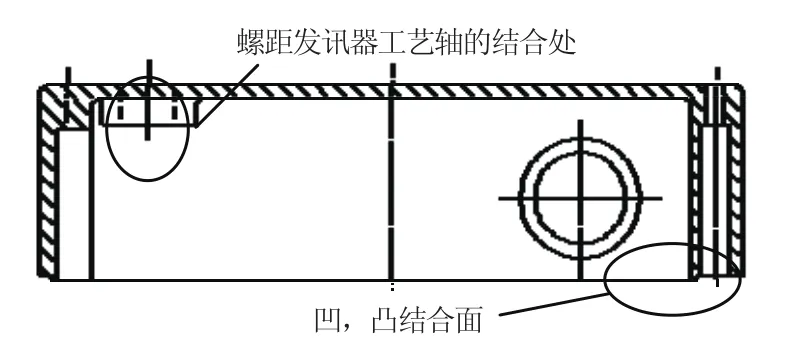
图1 下箱体剖视图

图2 下箱体俯视图
先对整个铝块从加工精度要求高的部位开始加工(凹凸结合面),然后加工精度要求相对低的部位,使已被加工精度要求高的部位仍受到整体铝块刚性的保障(下箱体和上箱盖凹,凸结合面的平整度);然后从加工件中心部位开始分层并向四周扩展镂空,加工至壁厚处减少切削量,加工至壳体下箱体和上箱盖成型,以确保下箱体和上箱盖安装密封橡胶垫的凹、凸结合面的加工精度不受金属切削力影响。上箱盖的加工工艺也如此。
确保在加工过程中,最大限度的降低加工时的机械力及加工完成后残留应力对安装密封橡胶垫处的凹、凸结合面和以下二处有水密要求加工精度的影响。
5 填料函装置(含水密电缆)进入螺距发讯器的通道对水密的要求
加工工艺要点;普通铣床加工内壁φ44孔径时需以加工中心机床已加工完毕后的外壁孔径φ44或φ32为基准轴中心线(先用测量表检测定位加工基准轴中心线)来加工内壁孔径φ44以保证其同轴度和垂直度。
填料函装置(见图3)、水密电缆、壳体三者之间的装配工艺要点:填料函装置与壳体安装后的轴中心线必须一致。才能使得填料函装置自带的固定螺母在安装填料函装置和壳体拧紧时产生的轴向锁紧力对 O型密封圈与二孔φ44安装端面的吻合度及O型密封圈周向受力均匀达到密封要求。
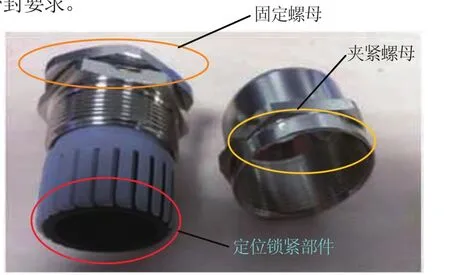
图3 填料函装置
在安装水密电缆进入填料函装置至螺距发讯器的内部时需将水密电缆处于水平状态(减少水密电缆对填料函装置内部定位锁紧部件的损坏),然后用手沿轴向抽动和转动水密电缆,同时开始拧紧填料函装置的夹紧螺母使其对填料函装置内部定位锁紧部件产生垂直于轴中心线的抱紧力,将填料函装置内部的密封橡胶紧紧地和水密电缆组合成一体,用热缩套管封闭其水密电缆与填料函装置的接口处,达到水密电缆在填料函装置内外部的密封要求。
此处加工工艺对水密封的要求是:二个φ44孔与一个φ32的三孔轴中心线必须重合,确保二孔φ44安装端面与三孔轴中心线的垂直度及二孔 φ44安装端面相互的平行度。这样方能保证安装在二孔φ44安装端面O型密封圈与填料函装置之间的最佳配合。达到二者之间的水密要求。
装配工艺也保证了填料函装置、水密电缆、螺距发讯器三者之间结合处的水密要求。
6 悬挂在齿轮箱前端配油器输出轴与螺距发讯器工艺轴的结合处对水密的要求
先用加工中心机床的成型钻头钻通孔 φ19,(然后用测量表检测,定位孔径为φ19轴中心线),然后用加工中心机床选用T型刀沿φ19孔径的轴中心线加工φ23.32×3.2园槽孔至公差尺寸(此φ23.32×3.2园槽孔安装O型密封圈)然后再以φ23.32×3.2园槽孔的轴中心线为基准轴中心线精加工φ19孔径至公差尺寸。
此处加工工艺对水密封的要求是:加工工艺采用二次对中轴中心线目的:确保此二孔的轴中心线重合(同轴度)及φ23.32×3.2园槽孔加工端面和轴中心的垂直度。
这样方能保证安装在φ23.32×3.2园槽孔内的O型密封圈与螺距发讯器工艺转动轴之间的最佳配合,达到密封要求。
对壳体以上3处有水密要求的部位,采用以上加工工艺措施及设备措施能确保壳体满足水密功能的要求。
螺距发讯器各部件装配尺寸定位精准性的制作,是由加工工艺及高精密的加工中心机床保证。
螺距发讯器制作完成后,装配工艺的水密要求(在水密部位)需遵守图纸指示操作,用专用清洁剂和粘结剂处理,包括各紧固件。
7 试验情况及验证
根据水密型螺距发讯器的试验大纲要求,需对该装置进行多项功能性试验,其中水密性试验是本文论述重点。
7.1 静态水密封试验
将装配完成的螺距发讯器吊装入5m深水池,1h后取出,检查螺距发讯器有无渗漏。
现场检测方法:当静态水密封试验完毕后,将螺距发讯器外表擦干,拆开箱盖,检查底箱内部,没有发现有渗漏现象视为合格。
7.2 动态水密封试验
将静态水密封试验合格的螺距发讯器做模拟舰船破舱进水动态水试验,试验压力5m高水柱,并将螺距发讯器与试验用电路板连接,时间为120h。
现场检测方法:将静态水密封试验合格的螺距发讯器吊装入5m深水池,并按要求通电,每0.5h转动螺距发讯器的工艺轴一个循环,模拟船舶调距,电流表显示稳定。电流变化平稳,无电流短路的现象发生,视为合格。
8 小结
因为充分考虑到螺距发讯器的水密性功能:(安全,防护,精确定位的重要性,在设计及制作工艺的指导思想是模拟船破舱进水的最坏状态),因此在设计、材料选用、加工、装配和试验的每个细节均考虑到防泄漏的因素,该螺距发讯器的各项试验指标均达到试验大纲的要求, 目前已被广泛运用在多种船舶上,并得到用户的高度认可及好评。
[1]张波, 崔恒武, 江志信, 李雁飞. 基于BP网络的调距桨螺距发讯器故障诊断研究[J]. 机电工程技术,2011(9): 60-62, 113.
[2]朱大奇.电子设备故障诊断原理与实践[M]. 北京: 电子工业出版社, 2004.
[3]杨士元编. 模拟系统的故障诊断与可靠性设计[M].北京: 清华大学出版社, 1993.
Technical Research on Water Tight Feedback Box Assembly
HU Zhi-hong1, JIN Xiao-di2, GU Xi-liang2
(1. Chongqing Yuanfeng Machinery Co., Ltd., Chongqing 404020, China; 2. No.704 Research Institute, CSIC, Shanghai 200031, China)
The water-tightness of feedback box assembly is an important factor to decide whether the device can normally work or not. The key component of the feedback box is introduced and the improved technique is put forward in this paper. Through the static and dynamic tests, the water-tightness of feedback box is proved.
feedback box; water-tightness; processing technique
U663
A
胡志宏(1961-),男,高级工程师,研究方向为机械制造工艺及设备。