镗削大直径内螺纹
2013-10-11菏泽生建机械有限责任公司山东274000崔新显
金属加工(冷加工) 2013年4期
菏泽生建机械有限责任公司 (山东 274000) 崔新显
小直径螺纹加工一般在车床或者钻床加工,如果内螺纹直径超过100mm,可以在镗床上加工,但是比较麻烦,需要挂轮架,另外比较费工时。通过制作简易镗削工装(见附图),可以在卧式车床上加工出大直径内螺纹,该工装操作比较方便,精度比较高。
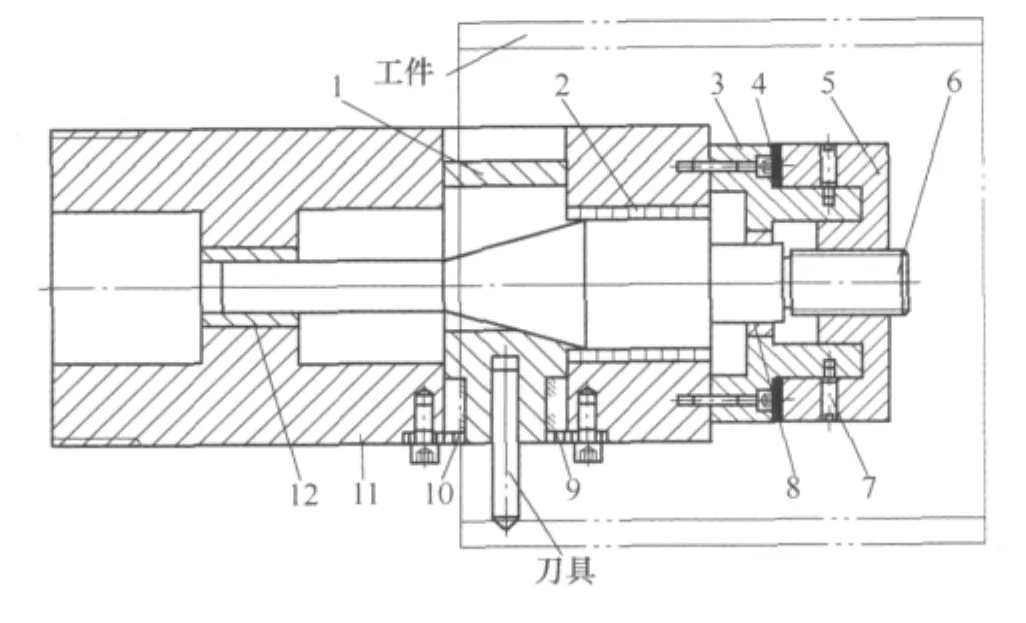
镗削工装图
该工装比较简单,共需要11个零件。螺纹刀具安装在滑套1内,在弹簧10的作用下,滑套1紧贴在调节轴6的锥面上。旋转调节套5,调节轴6作左右移动。当调节轴6向左轴向移动时,滑套1作径向运动,同时带动刀具作径向运动,当调节轴6向右轴向移动时,滑套1在弹簧10的作用下复位,从而带动刀具做退刀动作。调节轴6与调节套5的螺纹间隙直接影响到工件内螺纹的加工精度。由于螺杆副之间有间隙,人工操作时难以控制螺纹精度。在调节套5和固定套3之间均布安装3个阻尼垫4,使调节套5的端部受到阻尼垫4的压力,从而消除了调节套5和调节轴6之间的螺纹间隙。
安装时,将联接套11安装在车床主轴端部的螺纹上,工件安装在车床的托板上,利用车床上原有的螺纹加工机构,进行内螺纹镗削。手动旋转调节套5,便可进行内螺纹加工。1.5mm螺距的螺纹一般只需要3~4次进刀便可加工完毕。另外刀具材料需选用高速工具钢。
在调节套5的圆周上刻有100个刻度,调节轴的螺纹螺距为3mm,斜度为22.5°,调节套5每转一周,刀具进给1.24mm(3×tan22.5°=1.24mm);调节套5每转过一格,刀具进给0.0124mm(1.24÷100=0.0124mm)。
加工时,事先调好刀具的伸出量,然后可以根据工件的螺距转动调节套5进行内螺纹镗削。
