偏心夹具精度对轴承内孔加工质量的影响
2013-10-11黄伟东宋立伟李满昌
黄伟东 ,宋立伟, 李满昌
(哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨 150036)
1 前言
偏心轴承是印刷机的关键部件之一,其偏心轴承偏心套部分中的偏心孔是采用偏心夹具来完成磨削加工的(见图1),所以偏心卡具的精准度,对偏心套的加工精度至关重要。偏心套的磨加工必须由多道工序连续完成,由此两道工序所加工的偏心位置度,必须保持一致,一旦发生偏移,就会影响产品的加工质量,会产生大量废品制约生产进度与交货期。经过研究分析找出问题原因,并提出解决方法,供参考。

图1 夹具安装和磨削
2 原偏心套磨削夹具存在的问题
2.1 位置度中心的垂直方向左右偏转问题
偏心夹具在加工过程中,其偏心安装孔往往只重点关注的水平方向上下的偏移位置符合产品的技术要求,而忽略了其垂直方向的左右偏转量的要求,在实际生产过程中,各种问题被显现出来。
其主要问题反映在粗磨内孔工序提供给精磨内孔工序的产品在磨削过程中,改不掉前工序的痕迹,造成椭圆度超差,产生大量的废品。在没有弄清问题之前,只有采取加大粗磨内孔给精磨内孔的留量,从而给生产带来了不利的影响。
通过分析找到了问题存在的原因,主要是偏心夹具在制造过程中,其安装孔的圆心垂直中心线与夹具的外圆中心垂直线产生了垂直方向的左右偏转(为生产需要,粗、细、精工序制做两套夹具,在没有解决问题之前,只能各自使用一套夹具)。
由于每个夹具的偏心安装孔中心左右偏转量不一样,所以加工后的产品的中心左右偏移量也一定不一样,这样就产生了偏心套的偏心孔中心线左右偏转的问题,如图2 所示。
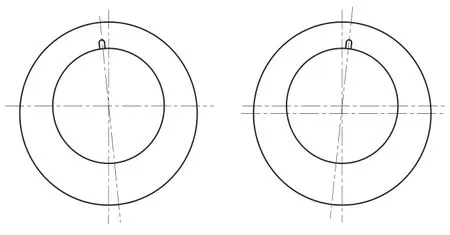
图2 偏心孔中心线左右偏转示意图
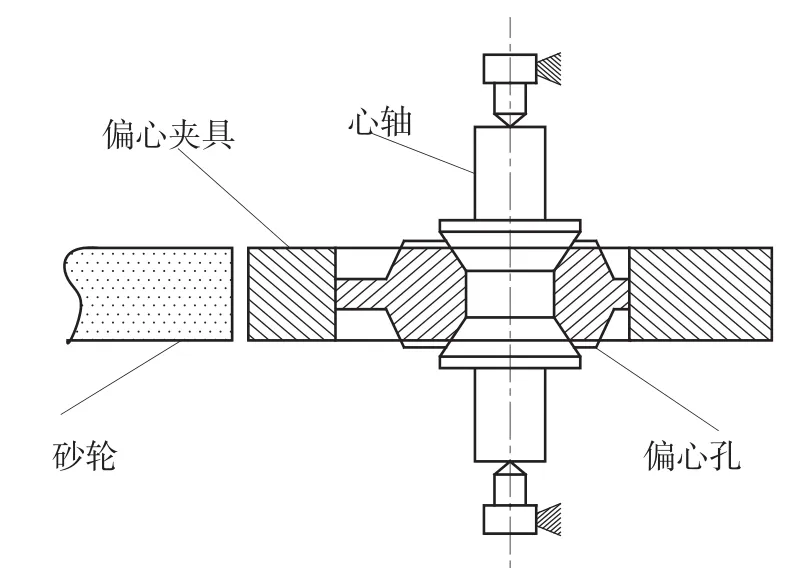
图3 偏心夹具加工示意图
3 偏心夹具的改进方法及效果
偏心夹具偏心孔的中心左右偏移是在制造过程中所产生的,由于夹具的偏心孔是单件各自加工的,所以多个夹具之间必然产生偏差。
为消除偏心夹具偏心孔的中心左右偏移的问题,挑选一套合格的偏心套安装在偏心夹具上,用心轴固定偏心套的偏心孔,用万能磨床前后顶尖顶着心轴两端,修磨夹具外圆,从而得到标准的偏心夹具,同时用这种方法复制多套夹具,使其几何精度完全统一,满足生产需求,提高了劳动生产率,如图3 所示。
4 结束语
通过改进找到了解决问题的方法,这种方法的名词 “复制”,可以解决偏心轴承偏心套孔中心左右偏移不统一的问题。统一后减少工序之间的尺寸留量和大量的废品,提高经济效益。同时夹具经长期使用磨损后,用此方法进行修复,能确保精度恢复,也能保证产品多批次同样性及合格率,满足了市场的需求。
