小型深沟球轴承内沟磨削质量问题的解决办法
2013-10-11张理,张秋
张 理,张 秋
(1. 哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036;2. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨 150036)
1 前言
深沟球轴承是机械工业中使用广泛的一类轴承。随着科技的进步和社会的发展,对机械设备精度的要求越来越高,因而对轴承的精度也提出了更高的要求。磨削质量是决定轴承质量的关键因素之一,本文就影响小型深沟球轴承内沟磨削质量问题的原因作了详细分析,并提出了相应的解决办法。
2 存在的问题及解决办法
小型球分厂内沟工序现在使用的是3MZ133自动磨床。几年来由于很多原因,加工工件的尺寸公差在0.02mm左右,已不能适应当前产品质量的要求。为了在市场中取得生存,必须在产品质量上下功夫。而加工精度直接影响产品的质量,加工精度又包括尺寸精度,表面几何形状误差,表面粗糙程度等。影响加工精度的主要因素有工艺系统的磨损误差;工艺系统的调整误差和测量误差。下面就内沟工序影响尺寸变化的主要因素进行粗浅的分析。
2.1 机械部分存在的问题及解决办法
2.1.1 机床传动系统磨损引起的误差
机床传动系统如图1 所示。机床中的大小往复丝杠在运动中由于受外力作用而产生了机械摩擦,导致各部位产生磨损,由于磨损而改变了原来传动系统配合部位的尺寸和配合精度,相互位置和运动关系,造成系统的不稳定性,不按原设计规定的恒定传动比工作而导致被加工工件的尺寸变化。
2.1.1.1 大小往复丝杠的回转误差
丝杠的回转误差包括轴向跳动误差和径向跳动误差。
大丝杠的回转误差直线影响尺寸变化。小丝杠的回转误差影响砂轮补偿量的变化,进而影响尺寸。
大丝杠的钢球直径:5/32分也就是3.969mm,小丝杠的钢球直径:1/8分也就是3.715mm。
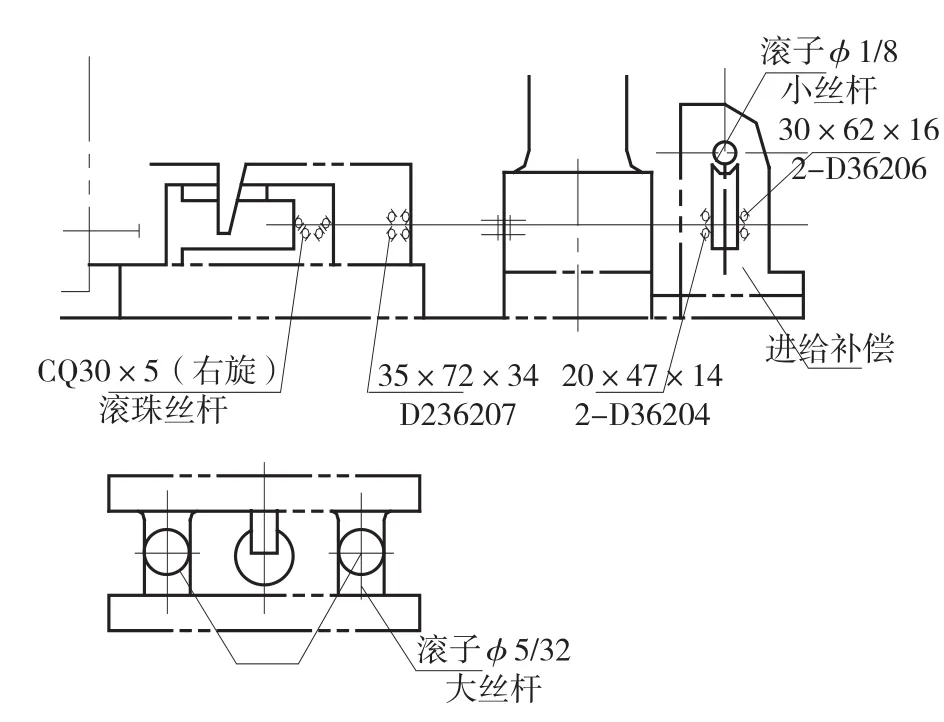
图1 机床传动系统示意图
改进措施:
(1)更换新钢球视磨损程度而定,把磨损严重的换下,更新后钢球直径,大丝杠控制在3.969 —3.968mm之间,小丝杠控制在3.715—3.714mm之间。
(2)修磨钢球的接触凹槽。
(3)长期解决的措施,更换丝杠。
2.1.1.2 往复导轨
导轨滚子由于长期运动而产生磨损,进而产生力不均衡分布,导致尺寸的变化。
改进措施:
(1)更换滚子。把滚子(18×18)的双端面同时磨去0.03~0.04mm,这样的目的是让滚子的端面与导轨不接触,从而不受力。
(2)对导轨工作表面,用油石进行修磨,调整顶丝,使之接近设计标准。
2.1.1.3 摩擦片
由于摩擦离合器在联接时没有振动和冲击,故不存在轴向跳动误差.径向跳动误差。由于摩擦片的长期运动,摩擦片片与片之间摩擦,从而使接触面光滑,摩擦系数μ下降,这样在面积一定条件下产生的力f下降,即制动力不精确,导致尺寸变化。
解决措施:
(1)从节约挖潜的角度考虑,把摩擦片卸下,用砂纸处理,使接触面产生相应的阻力,这只是短期解决方法。
(2)从长期效果来看;更新摩擦片。
(3)根本解决途径 :采用步进电机。
2.2 砂轮磨损引起的误差
砂轮的磨损使砂轮直径变小,磨削能力降低,砂轮的自锐性不好,砂轮磨钝以后不脱落,进而影响尺寸。
解决措施:更新硬度合适的砂轮。
2.3 夹具磨损引起的误差
夹具包括:电磁无心夹具,浮动支承,固定支承。
2.3.1 浮动支承与固定支承的合金辊磨损
改进措施:
松开浮动支承,将合金辊旋转一个角度后再固定。对固定支承用油石进行研磨或把固定支承的合金辊由焊接方式改为用螺钉紧固的方式。
2.3.2 浮动支承头和连接杆的销钉磨损
销钉的磨损引起销钉直径变小,从而使浮动支承定位不稳,进而影响尺寸的改变。
改进措施:更新销钉。
2.3.3 浮动支承头和杆孔配合不良
一定要保证两孔的同心度。当配合不好时,改变支承头孔。因为磨削时支承头受力改变,进而影响尺寸变化。
2.3.4 浮动支承头和杆接触面接触不良
尽量不要磨浮动支承头两面,而要用锉均匀两面锉支承杆的两个内平面,否则磨削力产生分力,进而影响尺寸变化。
2.4 量具磨损引起的误差
标准件磨损后会产生尺寸基准误差,影响工件加工精度,应定期更换标准件,每天做首件,做到标准件之间的校对。
2.5 产品尺寸变化分析
2.5.1 干活时尺寸突然变小
固定支承不牢,合金辊掉了,使固定支承突然下降,见图2 所示。
2.5.2 干活时尺寸突然变大
浮动支承不牢,合金辊掉了,使浮动支承突然下降,见图3 所示。
2.5.3 干活时尺寸向大变得快
(1)粗磨速度太快,进给量大,光磨时间短。
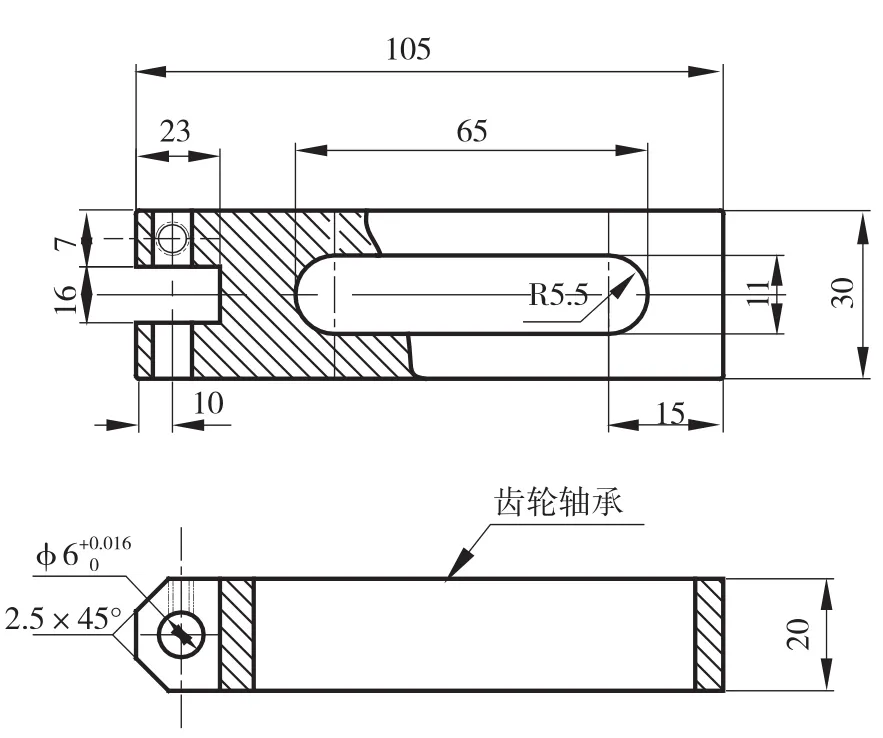
图2 合金辊
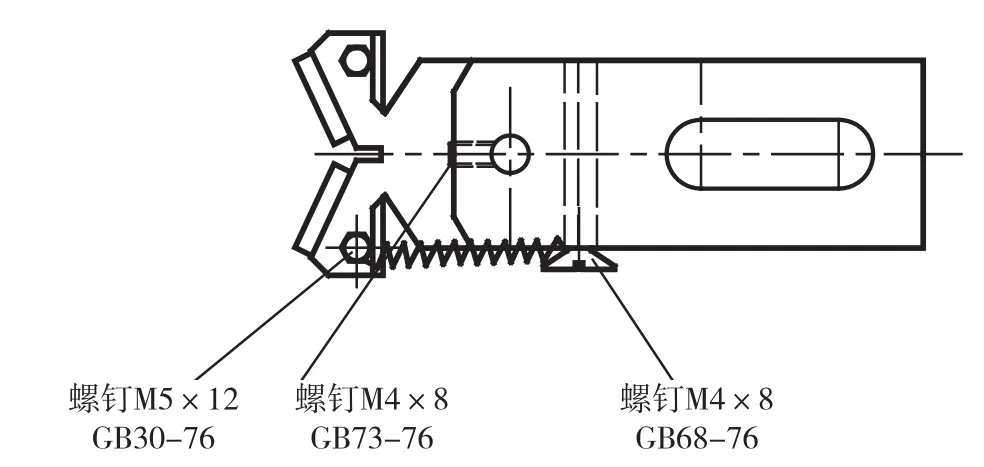
图3 浮动支承
(2)液压压力不够,油量不够.吸不上来油,造成系统中有气泡存在,使工作台行程速度达不到要求,进而影响尺寸的改变。
解决办法:
加满油。注意:冬天用20号机油,夏天用50号机油。
2.5.4 修整砂轮后尺寸间歇变化
(1)金刚石笔磨钝了,使砂轮脱落层得不到充分脱落。
(2)砂轮过硬或过软。
(3)检修砂轮补偿机构,使砂轮消耗和补偿一致。
2.6 测量误差
冷却液浇注的不充分,浇注部位不对,使工件产生变形。电磁夹盘给磁、断磁致使磨削时产生的铁沫和砂轮颗粒粘在工件上影响测量精度。
改进措施:
(1)注意冷却液浇注部位和流量的调整。(2)退磁机构。
(3)调高操作者的素质,做到勤测量。
3 结束语
对内沟工序经常出现的影响尺寸变化的主要因素进行了分析,并提出了解决办法 ,对稳定生产、提高产品质量具有积极作用。
