C7620液压半自动车床夹具的改进
2013-10-11曾永红
何 荣,曾永红
(1. 哈尔滨轴承集团公司 哈尔滨市香华高密封轴承厂,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨 150036)
1 前言
随着我国汽车工业的发展,为满足汽车配套的需要,轴承行业得到了前所未有的发展。同时,汽车工业的特殊需要又推动着各种非标准轴承和轴承单元的不断涌现,皮带张紧轮轴承就是其中之一。本文主要讨论皮带张紧轮轴承外套加工所用夹具的改进。
2 张紧轮轴承结构及车加工夹具改造原因
本文讨论的张紧轮轴承型号为6008。该轴承是在6008(结构见图1)轴承的外套上镶一个外径φ80mm、外内径φ68mm、幅高H20.6mm的外罩,见图2 所示,该外罩锻件尺寸见图3 所示。我单位现有夹持外径夹具为φ40-80mm三瓣外夹弹簧夹具,显然无法装夹83mm锻件。为解决超范围装夹问题,对该夹具进行了改造,具体如下。
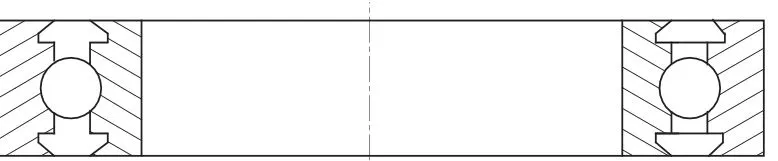
图1 6008轴承
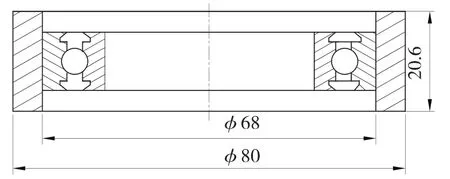
图2 6008张紧轮轴承
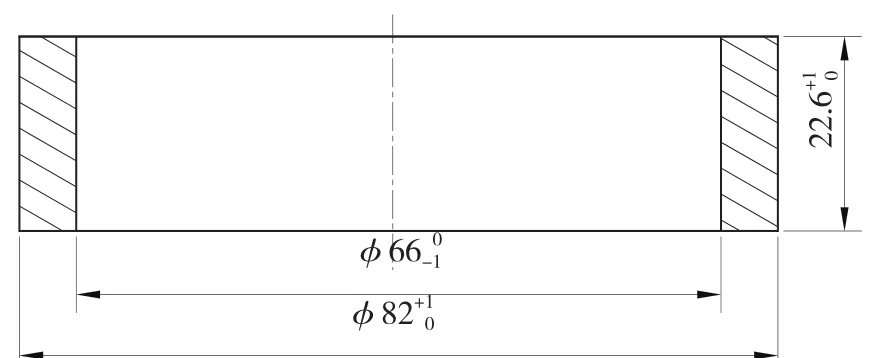
图3 张紧轮轴承外罩锻件
3 三瓣外夹弹簧夹具结构
三瓣外夹弹簧夹具结构见图4 所示。
弹簧夹头的前端是锥度14°30的锥面,后端为φ40mm×1.5mm螺纹。使用时弹簧夹头靠胎体锥面使其夹紧轴承套圈,后面为其引导使其夹紧时定心。
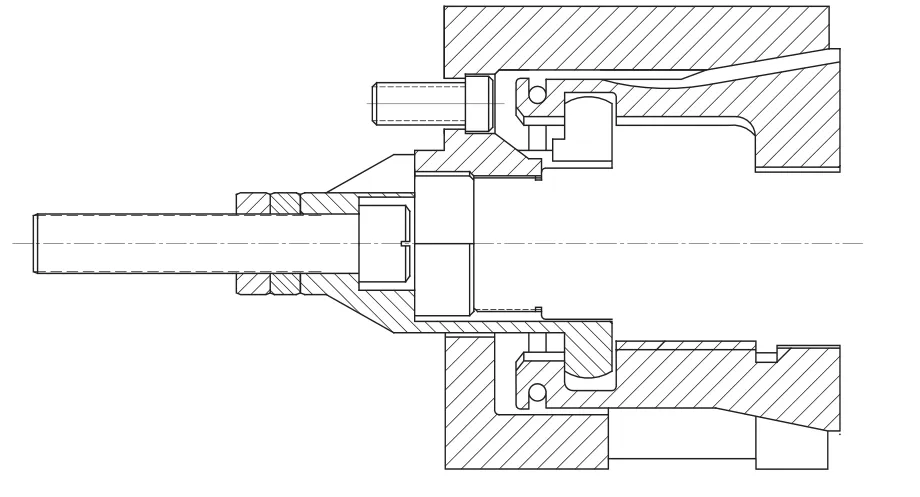
图4 40~80三瓣外夹气压夹盘
4 夹具结构改进
将原有三瓣夹头3.37mm处改成1mm,这样夹头既有空间夹持φ83mm的外径又不至于碰到定位环,保证了锻件的顺利加工,见图5 所示。
原夹具定位环最大外径为φ70mm,无法满足外罩的定位,需对定位环进行改进,将原定位环总高度去掉16mm后,在其上焊接一个外径80mm、内径67mm、高度18mm的圆环,满足工件定位要求。
将三瓣夹头去掉4mm后,使原有夹头变薄,强度减弱,但由于锻件尺寸较小、留量不大,因此不需要很大的夹紧力,经过数批次上万件产品的加工,证明其强度仍足以满足加工要求。
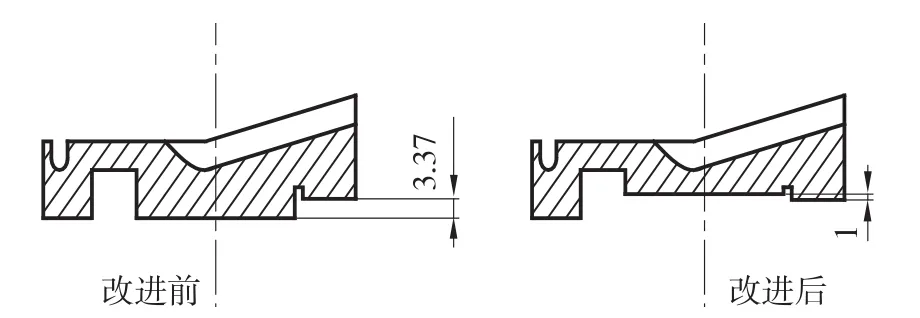
图5 三瓣夹头改进前后对比
5 结束语
经过改进后的三瓣夹头,其加工范围扩大到φ40mm-φ83mm,节约了夹具和换活时间,提高了工作效率,且使用改进后的夹具加工的产品完全达到了工艺要求。
