绿色环保经济发展与隧道掘进机再制造探析
2013-10-10康宝生
康宝生
(中铁隧道集团有限公司专用设备中心,河南洛阳 471009)
0 引言
再制造是指以装备全寿命周期理论为指导,以提升废旧装备性能为目标,以优质、高效、节能、节材、环保为准则,以先进技术和产业化生产为手段,对废旧装备进行修复、改造的一系列技术措施或工程活动的总称。再制造工程是废旧装备高技术修复、改造的产业化,是循环经济再利用的高级形式。研究表明,再制造产品在同于甚至优于新品质量和性能的基础之上,可节能60%,节材70%,节约成本50%[1]。
装备再制造有利于形成“资源—产品—废旧产品—再制造产品”的循环经济模式,可以充分利用资源,保护生态环境。加快发展再制造产业是建设资源节约型、环境友好型社会的客观要求。近年来,再制造概念在我国风生水起:徐滨士[1]和易新乾[2]全面论述了再制造工程的发展应用与相关技术;陈翔宇等[3]分析介绍了美国再制造情况;李宏亮[4]、杨晓斌等[5]、蒋建敏等[6]、王宝友[7]对我国掘进机制造和使用企业进行隧道掘进机旧件修复和再制造技术进行了初步研究;张振兴[8]提出对再制造热进行冷思考;国家发改委、科技部等部委对推进再制造产业发展提出了明确要求[9]。国内机械设备再制造尚处于起步阶段,主要侧重于零部件,如复强动力进行的发动机再制造,安徽博一等厂家进行的液压马达、控制阀等再制造。普遍存在对再制造产品了解不足、认识存在误区等缺陷,国家对再制造产业发展政策支持力度不够、法律制度不健全、市场监管缺失以及再制造关键技术创新研发能力有待加强。从文献资料可以看出,我国一些所谓的隧道掘进机再制造仅仅是对零部件的修理或根据工程需要对盾体、刀盘等的修复或者重新加工制造;由于资金投入不足,国内企业严格按照再制造标准进行隧道掘进机整机再制造的情况很少;也未见将隧道掘进机再制造与节能、降耗、减排、绿色环保经济发展统筹思考的研究。本文结合对所在企业保有盾构/TBM的维修改造和初步“再制造”,比较系统地研究探讨我国隧道掘进机整机再制造的重点、难点和需要把握的技术关键。
1 国内外再制造产业发展现状
国外再制造产业已有80多年历史,再制造在技术标准、生产工艺、配件供应及售后服务等方面都比较成熟,再制造工程已深入到各个领域,包括汽车、工业设备、国防装备、电子电器等,形成了一套完整的发展体系和较大的产业规模。2005年全球再制造业产值超过1 000亿美元,美国就达到750亿美元,其中汽车、工程机械再制造占2/3。卡特彼勒公司已在美国、英国、中国等7个国家建立了14个再制造工厂,2005年的再制造产值超过15亿美元。德国大众公司于1947年开始发展再制造产业,至2004年再制造发动机已有748 万台,变速器240 万台[10]。
我国再制造产业发展相对较晚。1994年,中国重汽集团济南复强动力有限公司成立,是我国首批汽车零部件再制造试点企业,目前该公司具有年生产各类型再制造发动机25 000台的能力。2005年国务院出台《关于加快发展循环经济的若干意见》支持发展再制造;2008年《循环经济促进法》将再制造纳入法律范畴;2009年工信部选定了35家企业和产业集聚区作为首批机电产品再制造试点;2010年国家发改委、科技部等11个部委发布了《关于推进再制造产业发展的意见》;2011年全国人大审议通过的“十二五”规划纲要把“再制造产业化”作为循环经济的重点工程之一。
目前,我国已有14家汽车零部件和35家机电产品再制造试点企业,形成汽车发动机、变速箱、转向机、发电机共23万台/套的再制造能力。2011年,三一集团建成具有年产500台泵车的再制造生产线;2012年,全国首个以工程机械为特色的再制造产业基地在湖北省武汉市东西湖区街挂牌成立;2012年11月,中国工程机械工业协会维修及再制造分会在安徽合肥召开会议,授予安徽省泰源工程机械有限公司“中国工程机械维修与再制造检测设备示范基地”。据悉,合肥市政府正在着力打造工程机械零部件及整机再制造产业集群。
2 再制造与经济发展的关系
零部件的制造成本由原材料成本、劳动力成本、能源消耗成本、加工设备成本和工具损耗成本构成。据统计分析,汽车发动机原材料的价值只占到15%,而成品附加值却高达85%。再制造具有潜在价值的根本原因是机器中各部件的使用寿命不相等,而且每个零部件各个工作面的使用寿命也不相等。
2.1 再制造与循环经济
制造业是国民经济的基础和产业主体,是国家竞争力的体现和国家安全的重要保障。传统制造业的特点是大量生产、大量消费、大量污染、大量废弃,是一个索取自然、大量消耗资源的“粗放型制造”。循环经济是一种以资源的高效利用和循环利用为核心,以减量化、再利用、资源化为原则,以低消耗、低排放、高效率为基本特征。再制造的对象是服役过的报废或老旧产品,是实现废旧机电产品循环利用的高级形式,是制造与修复、回收与利用、生产与流通的有机结合。
2.2 再制造与维修和翻新
再制造与传统的维修和翻新既有联系,又有本质区别(如表1所示)。再制造是维修和翻新的高级形式。

表1 再制造与维修和翻新的主要区别Table 1 Main differences among remanufacturing,repairing and refurbishment
传统的设备维修虽然也是以废旧零部件为主,具有节约资源、降低污染的优越性,但这种维修是以单台设备为生产对象,手工作坊的特点十分明显,生产效率和各项优越性能的发挥受到很大局限。而再制造是以大批待用零部件为生产对象,以大批量现代化工业生产方式进行生产,生产效率大大提高,各种优越性能得到充分发挥。因此,再制造工程是传统设备维修的提高和高技术产业化的发展。
据介绍,欧美等国的再制造技术主要以尺寸修理法和换件修理法为主,我国的再制造虽然起步晚,但以维修工程、表面工程为基础,主要采用性能提升和尺寸恢复法,具有再制造率高、资源能源消耗低等显著特点,这是我国大力发展绿色再制造产业坚实的技术基础。
再制造的本质是修复,但不是简单的维修,是采用制造业的模式搞维修,是一种高科技含量、产业化的修复,是维修发展的高级阶段。按照目前公认的再制造标准,投入设备原值50%,设备性能达到或超过原型新机。通过再制造技术可以花费较小的成本延长产品的寿命,创造较大的经济价值;推广和使用再制造技术,可以节约资源和能源,保护环境;再制造可以为相关需求方提供更为廉价可靠的商品,提高人民的物质生活水平;随着再制造业的发展,将可兴起一批新兴产业,从而解决部分就业问题;发展再制造产业使制造企业有能力投入更多精力进行新产品的研发和设计,形成良性循环,对推动我国制造业产业结构的调整、产品的更新换代、技术进步和人员的素质提高十分有利。
3 隧道掘进机再制造现状与前景
3.1 国外隧道掘进机再制造
国外隧道掘进机(盾构和TBM)制造、使用企业均有将隧道掘进机再制造投入多个项目使用的成功案例。据悉,著名掘进机制造企业——美国罗宾斯公司近年来每年生产的35~50台掘进机中有将近70%可以通过恢复性维修成功实现旧件翻新。罗宾斯公司在上海修复的掘进机就是由冰岛回收,应用于锦屏电站排水洞工程;海瑞克公司也有多台再制造掘进机在中国市场使用。国外其他公司如维尔特、塞利等均有再制造盾构/TBM产品销售和使用的案例。
3.2 国内隧道掘进机再制造
国内施工企业使用进口再制造掘进机的同时也在尝试对自有设备进行再制造,国内专业生产厂家也在探索掘进机再制造。北京某企业购置的日立 EPBφ6 170土压平衡盾构参与了北京地铁四号线的施工,由于盾体密封位严重磨损导致整机瘫痪,北京奥宇可鑫集团采取再制造技术进行了修复。2009年5月,北京奥宇可鑫集团公司宣布经装备再制造国家重点实验室、中船12所等单位专家采用先进手段现场检测验收,盾构“修复后的质量完全能够满足使用要求,部分性能超过新品”,达到了再制造标准;上海市机械施工有限公司进口的第一台小松TM6140盾构是根据深圳地区的地质、管片规格等施工要求设计制造的,为了适应上海地铁施工需要,进行了设备改进、优化和再制造;1997年,铁道部引进2台维尔特TB880E型掘进机,成功用于西康铁路秦岭隧道等项目施工,完工后多年存放,2007年经过修复和局部再制造用于新疆中天山隧道工程,目前单台掘进均超过10 km。
为应对高速发展的盾构行业,2010年5月,北京设备管理协会盾构管理委员会成立,旨在发挥科技研发的职能,对盾构的关键部件及易损部件性能的提高、轴承的国产化、零件再制造、应力检测控制等关键技术进行研究,以达到延长盾构使用寿命,降低工程建设成本,实现零部件的再制造和节能减排的目的。
3.3 我国隧道掘进机再制造发展前景
据统计,截至2011年底,国内已有33个城市地铁规划或立项获得批准,地铁运营总里程约1 600 km,规划到2015年左右建设93条轨道交通线路,运营总里程达2 692.5 km。未来十年,中国轨道交通市场将建7 395 km地铁线。据统计,截至2012年上半年,国内盾构保有量为511台。中铁系统保有盾构270余台、TBM 10余台,若满足规划要求,还需盾构150~210台;如果考虑到盾构利用效率、地层和现有盾构的匹配性等因素,盾构缺口在300台以上。2012年以来,水利水电呈现快速发展势头,仅目前正在实施的引水及地铁等工程,TBM需求就达10多台。从20世纪90年代掘进机在我国铁路和地铁施工中陆续使用以来,不少已“老龄化”,如需继续发挥余热,必须进行大修和再制造。据相关资料分析,利用再制造技术生产一台地铁盾构可以节约金属约200 t,节约电力约128万kW·h。
4 隧道掘进机再制造的重难点
4.1 隧道掘进机再制造的重点
根据工程地质和水文地质条件选择合适的机型并设计、制造符合地质特点的刀盘刀具、驱动系统和控制系统是确保隧道掘进机顺利施工的关键,再制造必须抓住这个关键环节。
1)刀盘。刀盘是隧道掘进机的核心部件之一。刀盘的地质适应能力决定着工程施工的成败,刀盘的再制造是掘进机再制造的重点之一。刀盘结构长期处于拉、压、弯、剪、扭组合荷载的作用下,掘进过程中变形、开裂、磨损、刀具脱落等问题极易发生(尤其是TBM),刀盘外形轮廓的几何形状难以维持,修复难度大。刀盘再制造的关键是解决地质适应性问题,也就是根据地质条件确定是新作还是旧件改造和修复,以使其结构型式、开口率以及刀具选用、布置做到最佳。
2)刀具。刀具的类别和布置方式是顺利掘进的重要保证,已有关于隧道掘进机刀具再制造的探讨[6]。目前,滚刀刀圈磨损或损坏后一般是更换,鉴于技术和成本问题的制约,如何利用特殊表面工程技术修复滚刀刀圈,真正有效降低成本,还需要进一步研究和探索。
3)主驱动系统。包括主轴承、主驱动电机、减速机等。主轴承是隧道掘进机的核心部件之一,其设计寿命一般在10 000 h以上。再制造阶段结合将要承担的工程制定措施,即修复、改造或者更新。根据实践经验,按照规范切实做好状态监测和故障诊断以及维护保养,可以实现连续掘进10 km左右不大修。在国内已经有更换磨损的主轴承滑环,采用激光焊接技术修复主驱动小齿轮的例子;国内外专业轴承厂家,已经开展了主轴承修复、翻新和再制造的业务(如托林顿、罗特艾德等)。徐滨士院士及其科研团队采用纳米电刷镀技术在重载车辆关键零部件的修复及机床再制造方面作出了突出贡献,解决了舰船等关键零部件的维修难题,修复了进口船舶中直径达470 mm的密封装置滑环内表面,使其防腐、耐磨性能大幅度提高。认真做好状态检测评估,引进先进技术解决主轴承、主驱动传动装置等零部件的修复和再制造,将大大延长其使用寿命。图1为主驱动电机检测和绝缘处理,图2为测试主驱动马达和减速机。
4)电气及控制系统。检测电气柜及所有电机和仪器仪表,判断损伤情况并针对性修复、改进和完善。原控制系统中的电路板经检测合格后使用。按照再制造标准,线束、控制线路应当全部更换,对性能落后的控制系统要重新进行系统设计予以更新换代。
4.2 其他系统修复和再制造
1)液压系统。将液压零部件拆解、清洗、试验测试。密封件须全面更换,其他零部件应根据测试结果确定维修或换件;对老化的油管予以更换;做好流体接头防护,以免影响管路接头处的密封性。在此过程中,要注意“四新”技术的运用,及时对液压系统功能进行局部改善或优化,比如,用性能先进的零部件替代落后的零部件等。
2)主结构和后配套台架。①TBM机头架、主大梁、鞍架、轴承驱动组件、后支腿、撑靴等主要结构件多为焊接结构,使用中承受交变荷载和高频振动,长期运行后,焊缝容易开裂,结构易产生变形和疲劳。出现此类问题,能修复的严格按照工艺标准进行修复,不能修复或修复后质量性能降低的,要更换新件。②盾构的前盾、中盾和盾尾,主要是解决磨损和变形问题。③设备桥和后配套台架,主要解决变形和锈蚀问题。掘进机的主结构、盾体和后配套台架需要多次拆装,有效防止拆卸过程中的变形尤为重要,研究采用无损伤拆解工艺,对提升拆解效率、保证结构安全性、减轻工人的劳动强度很有必要。
3)风、水、气、注脂及注浆(豆粒石)以及导向系统等。检测、修复或者更换,必要时进行性能提升。
4)其他主要设备、部件。如盾构的人舱、管片安装机、螺旋输送机等,TBM的混凝土喷射系统等。对于需要跨地区施工作业的盾构,除刀盘刀具需要根据地质适应性进行改造外,当管片分度变化时,还需对推进油缸位置进行改造。
5)再制造TBM,还需重点关注以下方面:①针对特定的地质条件,选择基本与该工程相适应的废旧TBM来源;②针对特定隧道的地质条件和断面设计,确定开挖直径,以此决定刀盘、护盾、撑靴等部件是否具备在原有基础上修复改进投入使用的可能性,不满足则只能新造;③支护系统是TBM顺利施工的重要辅助措施,再制造过程中需要予以一定的重视。
6)防护和表面涂装。按照清洗、除锈、拆检校正、组装、喷漆的顺序对所有结构件进行整修后涂装,保证产品的外观质量。再制造前后的螺旋输送机如图3和图4所示。
图3 再制造前的螺旋输送机Fig.3 Screw conveyor before remanufacturing

图4 再制造后的螺旋输送机Fig.4 Remanufactured screw conveyor
4.3 切实把握好使用、维修与再制造各环节的技术关键
装备再制造是一个系统工程,涉及其全寿命周期各个环节。对于装备设计制造商来说,在新产品设计时就需要充分考虑产品维护以及采用包括再制造在内的先进技术对报废产品进行修复和再造,从而使产品性能和价值得以延续。对用户来说,要抓好以下几个环节:
1)使用阶段。①要做好新购设备全过程测试数据的积累,包括新机出厂前各系统测试原始记录、出厂验收资料,进场组装调试、始发前的评估,掘进过程中的评估测试记录(可能是多次),项目掘进完成前的状态评估检测等基础资料。②使用中必须保证主驱动各类油脂的正常润滑使用;定期进行液压系统油水检测,判断液压系统磨损状况;定期检查并分析主驱动、减速箱油液,判断主轴承、齿圈、小齿轮、减速箱的磨损情况。③密切注意设备的震动情况(尤其是TBM)。一般情况下轴承发生故障时,其震动和噪声会明显增大,应及时处理以避免引起其他部件严重损坏。④定期检查主驱动状况。根据经验,盾构使用3~4 km后要检查主驱动环件和外密封的磨损情况,必要时更换或调整位置。
2)存放阶段。设备停用期间要切实做好防水、防锈及润滑工作,定期维护保养。有条件时定期旋转主驱动,防止轴承在一个位置长时间静置造成腐蚀;电气元件要保持干燥,有条件时要保持低压通电的状态,防止电气元件受潮损坏或绝缘破坏;对于长期存放的设备,其橡胶件要做适当的防护,防止老化。
3)维修或再制造阶段。设备需要整机维修或者再制造时,应入厂维修再制造。入厂后,要进行全面清洗、检测、评估,判明设备实际机况,制订详细的修复和再制造方案,此阶段要把握好以下几个方面:
①高度重视再制造关键技术开发及应用。要深入开展自动监测技术、寿命评估与预测技术研究,建立行之有效的质量控制技术体系、技术标准体系,使再制造产品质量稳定可靠。
②重视新技术、新材料在零部件修复中的运用。如纳米热喷涂技术、纳米电刷镀技术、金属材料表面自身纳米化和纳米减摩自修复添加剂技术等。
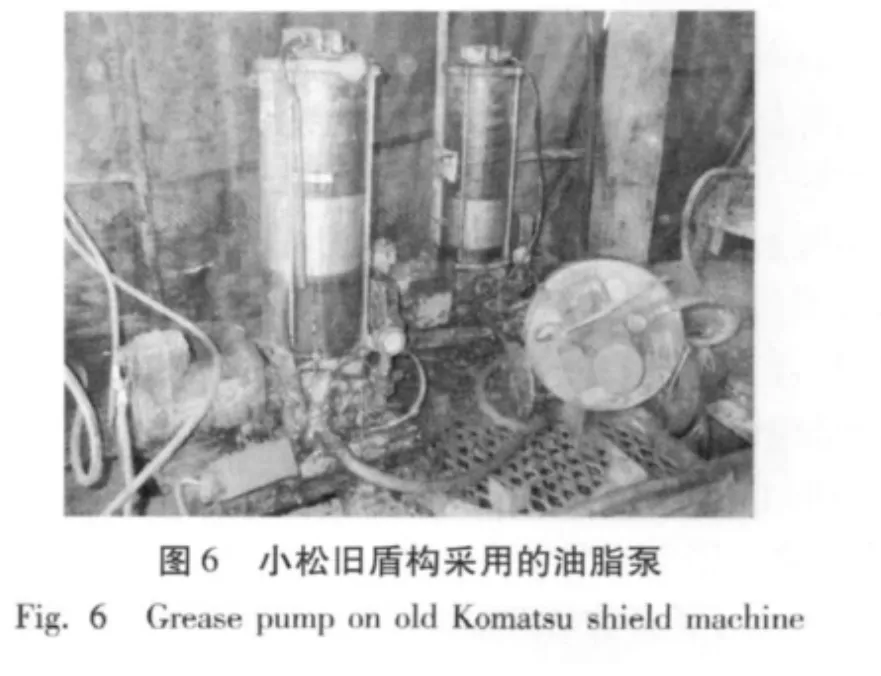
③处理好设备性能恢复与提升改进的关系。设备再制造必须是对设备的全面维修和性能、机况的恢复。同时,要特别注意用先进技术和零部件替代老旧技术和零部件。a)控制系统和导向系统。尤其是PLC控制系统应当采用先进成熟的技术成果。例如:维尔特TB880E在修理过程中由于工期紧,未及时更换控制系统,致使掘进过程中频繁发生故障,零部件购买周期长而且很困难,对施工影响较大。b)保障设备安全的功能。某台进口盾构购买时仅考虑中标区间的地质情况,未配置HBW油脂系统,使用证明这一功能的缺失对设备安全很不利,在维修再制造时增加了一套HBW油脂泵和相应的油脂管路(如图5所示),以便更好地保障设备安全、延长设备使用寿命。c)提高工作效率、减少无谓消耗、降低成本。如早期购买的小松盾构主轴承润滑系统采用2台(套)小油脂泵(如图6所示),油脂消耗量很大、使用不便,采用一台如图5所示的大油脂泵注脂就能有效解决这一问题。小松盾构同步注浆系统采用的旧注浆泵故障高、效率低,已经淘汰,目前均用施维英注浆泵替代。另外,在以往的盾构设计中,泡沫系统常常采用单泵多路,使用中此种结构型式易产生泡沫管路堵塞,采取单管单泵替代一管多路,期望有效防止管路堵塞,切实做好渣土改良。

然而,在设备性能提升上要防止盲目攀比,过分强调能力储备而不注重管理和使用。如当跨地区使用时,需要根据地质适应性,对刀盘刀具进行改造,也可能需要增加设备的驱动功率、扭矩等,但不能为提高设备的技术参数(即储备系数)、降低管理和使用标准而对设备进行改造。对于属于厂家设计制造习惯产生的不同结构型式、驱动方式等,则不宜改造。如维尔特TBM采用内外凯氏机架、X型支撑方式,而海瑞克、罗宾斯采用主大梁、油缸水平支撑方式;一些厂家喜欢采用液压驱动方式,另一些厂家则喜欢采用电驱动方式。再制造没有必要将电驱动方式改为液压驱动方式,反之亦然。
④要有足够的整机调试时间,通过反复调试测试隧道掘进机各个系统的功能和动作,确保设备的可靠性和稳定性。
4.4 隧道掘进机再制造良性发展的促进措施
1)加强宣传引导,提高公众对再制造产品的认识。从消费者层面来看,再制造尚未得到广泛的社会认同。调查显示,非常了解汽车零部件再制造的人只占受调查人数的10%,而完全不了解的人占到受调查人数的45%,不少人对再制造产品持怀疑甚至否定态度。笔者赞同美国再制造专家“只有让生产者和消费者树立起对再制造的正确认识,才能真正夯实再制造产业的发展基础”的观点。
2)需尽快制订再制造生产标准和再制造验收标准。一般要求,再制造产品的性能不低于原型机。如何选择新购、修复、再制造3种设备配置方式,需要设备制造和使用企业对再制造产品有一个正确、全面、清晰的认识。要紧密跟踪摸索掘进机部件磨损规律和修复技术,进一步研究无损检测、无损拆解技术,零部件清洗技术以及表面修复技术,废旧产品失效机制及再制造性评价技术等再制造关键技术。要通过隧道掘进机再制造,总结并建立相应的技术标准,进而发展为行业甚至国家标准,促进隧道掘进机再制造良性发展。
3)合理确定再制造产品的质保。从我国使用进口再制造盾构和TBM的实际情况看,再制造隧道掘进机质量良莠不齐,无论是地质适应性还是完好率和使用寿命与原型机差距甚大。由于没有统一的检测验收标准和方法,难以全面检测国外公司出售的再制造产品的性能和参数,不能准确掌握其与新机的差异,既不利于使用和维修保养,也无法准确判断其价值,用户往往吃哑巴亏。厂家要对再制造产品的质保和寿命周期进行担保,给用户吃“定心丸”。有些厂商的做法值得推广,如三一重工承诺,对再制造泵车提供3~12个月免费保修服务,终生提供维修服务。因此,再制造企业要对提供的再制造设备各个系统的性能参数的实测值与原型机进行比较,保质期和质保标准不低于新品原型机。
4)设备使用企业要舍得投入,引领隧道掘进机再制造事业发展。再制造业内专家学者的说法:“再制造产品是新品,不是修理品,不是二手产品。”一般要求投入设备原值50%,再制造产品性能达到或超过原型新机。以笔者多年从事设备管理和维修的经验,企业以大修(项修)标准投入的设备修理费一般占设备原值的1/6~1/4,若按此投入进行所谓的“再制造”,将不可能实现预期目标。然而,一台地铁盾构原值动辄数千万元,如果按照50%投入进行再制造将是一个巨大的数值,对于设备使用企业将是不小的负担。恢复和提升设备性能进行再制造,如何投入才能达到这一要求,需在实践中进一步探索和总结。
5)要树立协作观念。再制造是一项复杂的系统工程,涉及到研发与设计、供应链管理、生产、销售、使用等多个环节,对再制造企业的综合能力有非常高的要求。工程机械的通用部件都是由专业化的企业配套生产的,所以工程机械整机再制造仅靠单个企业做,既不可能,也不经济。要努力发展再制造产业集群,高度重视再制造企业产品布局、营销模式和物流体系建设。如利用现有的销售服务网络建立以旧换新的回收模式,加强再制造企业之间的分工与战略合作,实现强强联合、优势互补等。
6)要重视外观质量。再制造产品虽然不是新造产品,但也要特别注意外观形象,要牢固树立内在性能与外观形象同样重要的理念,按照新机标准进行表面涂装。一般的工厂就是购买原材料进行加工,然后再把产品卖给客户,而再制造需要对旧件进行鉴别、拆卸、清洗、除锈等环节,才能进行下一步正常工厂的操作。因此,业内专家提出:“相对于一般工厂新制产品,再制造行业操作起来更复杂,因为它相当于在同时运营两个工厂。”
5 结论与讨论
我国建设资源节约型、环境友好型社会的目标之一就是大力发展循环经济、发展再制造产业。如前所述,到2020年仅中铁系统将保有盾构500多台,TBM数十台,随着设备逐步进入“老龄化”阶段,再制造显得越来越重要和迫切。
在进行设备大修时,一般对于检测合格的管线和零部件,如液压油管、电气线路和零部件等可不予更换,而再制造产品的外观要求等同于新机,隧道掘进机包括主机和后配套拖车等,各种管线和零部件数量巨大,如何解决检测合格且继续使用的管线和零部件的外观质量也需研究和探讨。
再制造产品是以废旧机电产品为原料,省去了由采矿到冶炼、成型加工等许多工序,新产品制造过程中造成的环境污染,同时能够极大地节约能源,减少温室气体排放。发达国家工程机械先进企业的利润有17%来自于再制造领域,而我国才刚刚开始,大力推进国内隧道掘进机维修、再制造是绿色环保、循环经济发展的必然趋势。
[1]徐滨士.面向二十一世纪的表面工程和再制造工程[C]//第六届全国表面工程学术交流大会论集.兰州:中国机械工程学会表面工程分会,2006:12-20.
[2] 易新乾.工程机械维修技术与市场[M].北京:机械工业出版社,2010:133-136.
[3] 陈翔宇,梁工谦.再制造业及其生产模式研究综述:美国的经验与中国的方向[J].中国软科学,2006(5):80-88.(CHEN Xiangyu,LIANG Gongqian.A literature review on remanufacturing and its productuion mode:The experinces of US and the development trends of china[J].China Soft Science,2006(5):80 -88.(in Chinese))
[4]李宏亮.隧道掘进机旧件修复和再制造[J].建筑机械化,2009(10):86 -87.(LI Hongliang.The repair and remanufacturing of TBM old parts[J].Construction Mechanization,2009(10):86 -87.(in Chinese))
[5]杨晓斌,温来升,刘江洋.再制造技术成功修复隧道掘进机[J].表面工程资讯,2009,9(4):4.
[6]蒋建敏,赵学彬,贺定勇,等.北京地区盾构机刀具失效分析及再制造研究[J].中国表面工程,2006,19(3):44 -46.(JIANG Jianmin,ZHAO Xuebin,HE Dingyong,et al.Failure analysis and reproducing of shield machine's cutter in Beijing region[J].China Surface Engineering,2006,19(3):44 -46.(in Chinese))
[7]王宝友.TB880E型全断面岩石掘进机刀盘刀具改进[J].建设机械技术与管理,2010(7):91 -93.(WANG Baoyou.How to improve the cutting tool of TB880 full face rock tunnel boring machine[J].Construction Machinery Technology& Management,2010(7):91 - 93.(in Chinese))
[8]张振兴.“再制造热”背后的冷静思考[J].工程机械与维修,2010(8):62-63.
[9]发改环资[2010]991号 关于推进再制造产业发展的意见[EB/OL].(2010-05-13)[2012-12-24].http://www.sdpc.gov.cn/zcfbtz/2010tz/t2010531_350189.htm.
[10] 第一工程机械网.装甲兵工程学院许一:工程机械再制造发展[EB/OL].(2012-05-29)[2012-06-07].http://www.d1cm.com/2012/05/29/052910042329728_1.shtml.