液压支架结构件焊接工艺
2013-10-08河南理工大学焦作454650张新民史新恩
河南理工大学 (焦作 454650) 张新民 史新恩
液压支架是现代化煤矿采掘工作面的重要支护设备,随着煤矿高产高效矿井的建设以及煤矿开采的日益加深,液压支架的工作环境更加恶劣,对支架的要求更高。目前液压支架正朝着大工作阻力、超强稳定性、电液控制智能化的方向发展,支架结构件的焊接质量直接影响着煤矿的安全生产,因此制定合理的焊接工艺尤为重要。
我公司为常村煤矿生产的ZF11000/18/36D电液控制液压支架主要结构件有护帮板、托梁、伸缩梁、前梁、顶梁、掩护梁、尾梁、插板、连杆、底座和推杆等部件,基本都用Q550高强钢板焊接而成的组合箱体式结构。由于结构复杂,焊接量大,容易产生焊接变形,因此制定合理的焊接工艺来有效控制焊接变形,确保焊接质量尤为重要。
1.母材进厂检测
Q550高强板进厂后,对钢板进行检测。经检测可知,各项指标均合格,如表1所示。
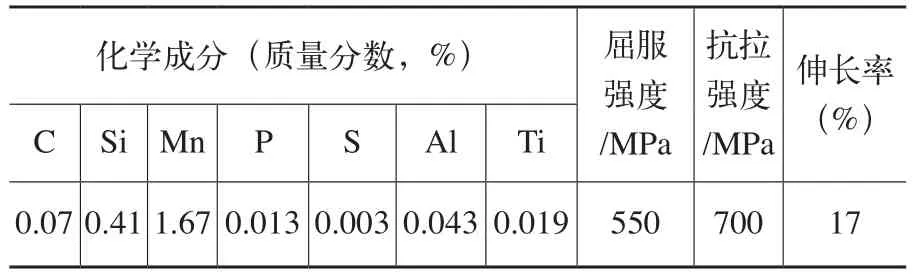
表1 化学成分和力学性能
2.焊前准备
(1)下料 对钢板进行喷砂处理,用数控机床进行下料。
(2)坡口的加工 采用热切割方法,进行垂直平行切割,再进行正、反坡口加工。坡口的加工可以用机械方法和热切割方法进行,机械加工方法,即刨坡口角度,刨后要去油污;热切割后要去熔渣,去氧化皮并打磨光顺。CO2气体保护焊的坡口角度的允差一般为±5°,钝边高±2mm。
(3)定位焊 结构件在定位焊前应进行预热,温度为150~200℃。由于结构件较大,定位焊前可采用氧乙炔局部预热,但预热时不能影响母材的性能。定位焊缝高度6~8mm,长40~60mm,间隔300mm左右。当焊缝长度<300mm时,单侧定位焊缝不得少于两处。
为防止定位焊缝开裂,应选用与焊接同类型的焊接材料。若定位焊缝出现裂纹时,必须清除,重新定位焊缝。
为防止工件变形,允许加支撑焊接,但焊后必须磨平。焊道及焊道边缘必须清理干净,不允许有油、锈水、渣等物。焊道两侧边缘修磨露出金属光泽,单侧≥25mm。
3.焊接工艺过程及要求
(1)焊前预热 焊前预热可控制焊接冷却速度,降低热影响区的硬度,减少应力。为保证受热均匀,部件装配、点组后,应采取整体预热的方式,预热温度150~200℃,预热后及时进行焊接,焊接时层间温度控制在130~150℃。
(2)焊接参数的确定 由于对焊接接头区强韧性要求较高,特别是对冲击韧性的要求高,故应采用较小焊接热输入的多层多道焊的方式,每层焊接完毕后要清除焊道上面的氧化皮。采用多层多道焊,前一条焊缝对后一条焊缝起到预热作用,而后一条焊缝对前一条焊缝起到热处理作用,可改善接头的组织和性能。
为保证焊接质量,各层焊缝必须遵守:“先焊横向焊缝,再焊纵向焊缝,最后焊垂直角焊缝”的原则,并尽量采用对称(两个焊工同时焊接)中分式(即从中间到两端分段焊接)。主筋板和盖板之间的焊缝必须压过盖板坡口斜边和主筋的垂直边,最后一层焊缝应先焊与母材相接的焊道,而后焊中间焊道。
焊接电流、电弧电压、气体流量及焊接速度对焊接质量也有很大的影响,会产生气孔、裂纹等焊接缺陷,因此焊接时要选择合适的电流和电压,并注意防风,并及时用保温阻燃的石棉布对工件进行覆盖保温。每层焊完要清除焊道氧化物,层间温度控制在100~250℃。使用CO2气体保护焊时的焊接参数如表2所示。
(3)焊后热处理 结构件焊接结束后,应进行消除应力退火。结构件放在有效加热范围内,升温速度控制在100~150℃/h,升温至450~500℃进行保温,保温时间约2h,随炉冷却至300℃后出炉空冷。
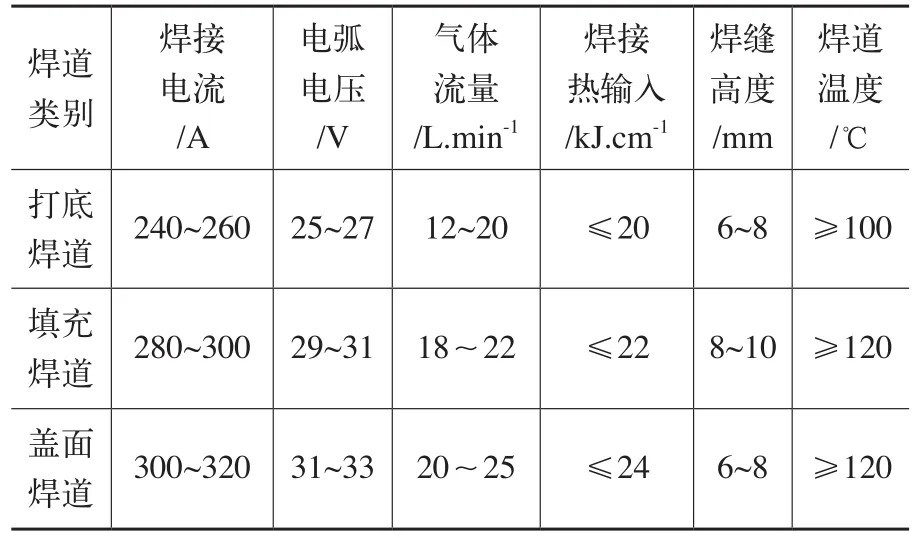
表2 CO2气体保护焊焊接参数
4.结语
在我公司为常村煤矿制作的ZF11000/18/36D电液控制液压支架结构件过程中,Q550高强钢板占的比重达到了95%。条用此焊接工艺,在制作完成后,成功通过了压架试验,结构件各项指标均符合国家标准,取得了成功。 (20131012)
