提高能效持续改进
2013-09-30许亮杨涛杨庆华郭跃华
许亮 杨涛 杨庆华 郭跃华
[摘要]加热炉是热轧线能耗使用和排放最主要的部分,而国家“节能低碳,绿色发展。”的主题又给加热炉提出了更高的要求和标准。本文主要总结了加热炉在节能技术方面的发展。
[关键词]加热炉 节能 煤耗 模糊燃烧
[中图分类号]TE08 [文献标识码]A [文章编号]1672-5158(2013)06-0427-02
一、前言
面对严峻的钢铁市场形势,企业寻求盈利甚至存活都十分困难,而对于轧钢企业降本增效的第一环便是降低加热煤气成本。本文借用莱钢型钢厂能源体系方针“提高能效持续改进”为题,依托型钢厂大型线加热炉最近8年的技术改造的经验,对加热炉节能技术的发展进行了总结,希望能让读者充分了解加热炉及其工艺技术。
二、加热炉热装技术
这主要时随着连铸技术的发展而发展起来的。钢坯从连铸机直接进入轧线加热炉,大型加热炉连铸坯热装时钢坯入炉温度能达到500-600度,缩短了钢坯预热所需时间,降低为钢坯预热所需的煤气消耗。
1、采用异形坯
采用异形坯轧制,一方面可以降低轧制过程的能耗;另一方面异形坯在连续式加热炉中加热过程所消耗的热量,要低于加热方形钢坯所消耗的热量。与方坯相比,异形坯有较大的表面积和体积比,从而显著缩短了坯料的加热时间,减少烟气的排放,降低了煤气消耗。而且三种不同的异形坯料,就可以轧出负荷不同国家标准的所有规格的H型钢和工字钢产品,莱钢型钢厂已经多次通过了欧标、日标、韩标的审核。
2、提高热送热装率
轧钢企业中,热送热装率是一项重要的考核指标,莱钢型钢厂大型线热装率一直稳定在75%以上。连铸机和轧线生产要密切协调,连铸机换方、换钢种;轧线换辊、检修、故障停机炉都需要两方调度员进行协调,比如轧线故障停机2小小时,连铸机可以改变生产计划,生产用于库存的钢坯,在轧线故障排除之前改回原计划钢坯。
三、多晶莫来石的应用
1、多晶莫来石的特点
(1)体积密度小。莫来石耐火纤维制成的炉衬热容量小、蓄热损失少,特别适合用于间歇作业的工业炉。
(2)导热系数小。因此炉衬传到热损失少,可大幅减少炉体的热损失,并对炉子周围环境有明显改善。
(3)莫来石耐火纤维具有柔性和弹性,耐急冷急热性好,且具有较高荷重软化温度和使用温度。
2、使用效果
以莱钢型钢厂大型线加热炉为例:
(1)节能效果显著。排烟温度平均下降100℃,热效率至少提高了3%,炉子实际单耗下降约0.075GJ/t,具有很好的节能效果。
(2)提高了炉子的加热能力。炉子升温降温的响应速度与使用前相对较快,减小了炉子的热惯性(1)。提高了炉子加热能力,方便了加热工的操作更满足了轧线生产要求。
(3)改善加热炉周围环境。多晶莫来石的使用不但增加了炉体耐材热阻而且封闭了炉体膨胀及裂纹,有效降低了炉体散热。
(4)提高炉子使用寿命,延长炉门等附属设备的使用寿命。多晶莫来石的使用改善了火焰和炉气对炉顶及侧墙的冲刷,并减少了炉头、炉尾的冒火现象。
四、孔型滑块
1、孔型滑块示意图(图1)
2、孔型滑块的优点
加热炉水梁滑块直接与钢坯接触,造成钢坯下表面产生黑印,使下表面温度不均匀,温差大,在轧制过程中对轧机形成较大的冲击负荷,对轧件尺寸造成影响,严重的可能造成轧辊断裂。
孔型滑块具有以下优点:
(1)在钢坯加热过程中拥有更高的温度,减少与钢坯的温差,减轻黑印甚至消除黑印现象。
(2)一定程度上提高了炉子的热效率。减少了待温时间。
(3)由于黑印的减轻,优化了加热工艺,降低了工艺要求温度,降低煤气的消耗。
五、汽化冷却
1、水冷却的缺点
加热炉的冷却油工业水冷却和汽化冷却两种方式。工业水冷却有下问题:
(1)水中含有钙镁等离子、溶解氧和杂物,易结垢并对冷却水管网造成腐蚀。
(2)冷却水温度低,造成水梁滑块温度低,易产生钢坯下表面黑印。
(3)易造成水资源浪费,与国家和企业节能减排的政策相悖。
(4)难以进行余热回收,造成企业基本没有对冷却水热量的回收利用。
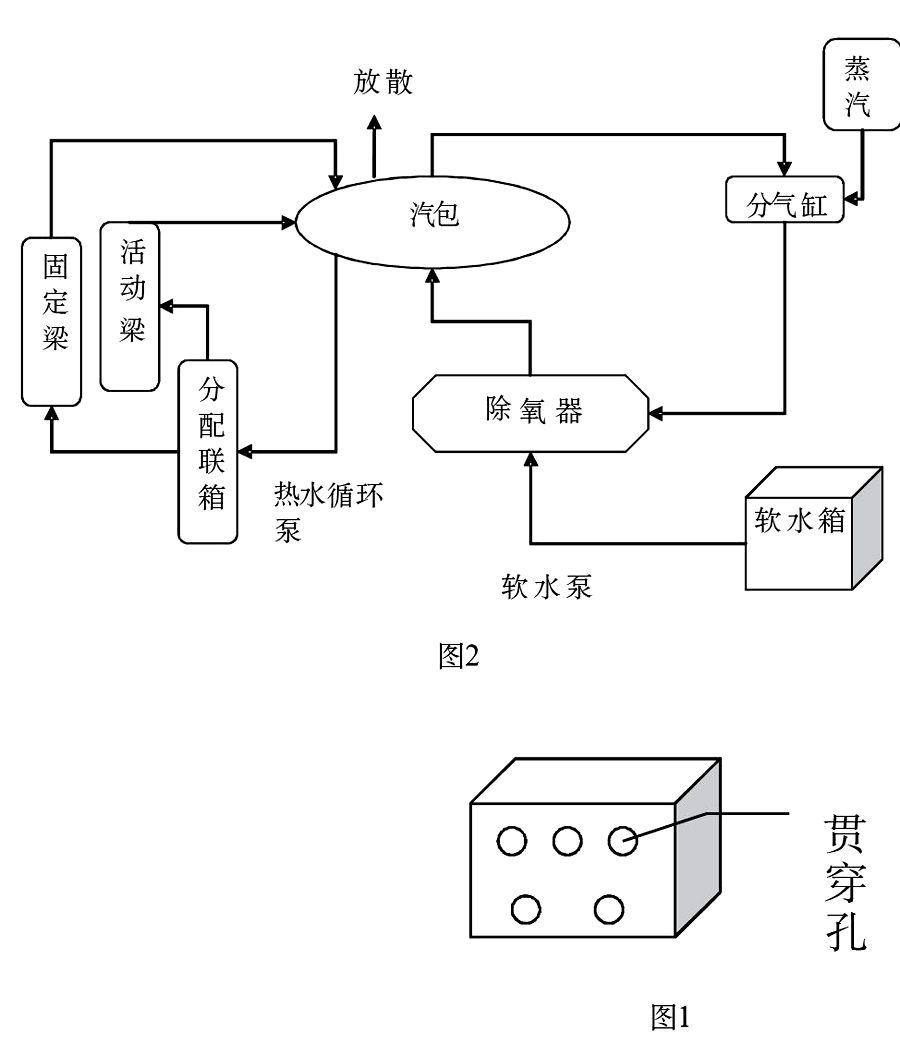
2、汽化冷却的应用
汽化冷却示意图如下(图2)
汽化冷却的优势:
(1)采用除氧软水闭式循环冷却,不结垢、不积渣堵塞、无腐蚀、传热性好,水梁事故率低、寿命长,保证轧机作业率。
(2)利用水汽化为蒸汽吸热量大的机能进行冷却,水使用量少,能耗低,例如260t/h的步进式大型加热炉仅需水460t/h。
(3)汽化冷却蒸汽温度高,可以减少钢坯黑印的形成。
(4)不需要室外冷却水设施,占地面积小。
(5)易于余热回收,间接的提高了加热炉能效。
六、PID模糊燃烧控制
加热炉燃烧控制过程本身易受随机因素的干扰,具有惯性、纯滞后等非线性以及时变的特点(3)。在开关炉门、环境温度以及钢种等都对温度有较大影响。所以基于精确数学模型的常规控制很难实现对炉温的精确控制。下面我们看下燃烧控制技术的基础以及发展。
1、脉冲燃烧控制(2)
首先来了解下什么是脉冲燃烧控制。与连续燃烧控制方法不同,脉冲燃烧控制技术改变了连续燃烧控制中对燃料与空气供给量的连续供给方式,采用电磁阀通断式控制燃料和空气流量,避免了调剂阀非线性特性给燃烧控制系统带来的影响。
燃烧过程控制主要是对热需求的计算,如何准确计算每个区域的热需求时提高热效率、保证加热稳定的关键。热需求的控制不是通过控制空气、煤气流量,而是通过控制每个区域的燃烧时间来实现的。操作人员虽然钢坯的化学成分我们无法改变,但是可以针对不同钢种的性质制定不同的工艺规程。
2、传统P1I]控制
PID算法控制方法简单、稳定性好、可靠性高,在工业控制领域有广泛的应用(4)。但它—般只适用于线性系统,而且存在参数不易整定、抗干扰性不强、适应性查,并且严重依赖操作人员的现场经验等缺点,难以适应现代化加热工艺的要求。
3、模糊白整定PID控制技术
模糊控制其控制动作仍然有经典PID承担,模糊逻辑程序块输入值确定并适应PID调节器必要的变化。结果以由模糊逻辑监控根据系统观测提取的专门的数据库、人的经验和处理过程只是为基础,这一解决方案不需要过程模型。模糊调节在监控层实现,它计算标准温度控制回路PID设备的在线参数。
加热炉PID模糊燃烧控制优化了加热炉温度设定点,使得目标温度稳定。加热质量不收生产率变化、轧机延迟及操作人员的影响,在长期的实际生产过程中,其节能效果已经得以验证。
七、总结
科技是第一生产力,在愈发激烈的市场竞争中,唯有拥有领先技术的企业才能占领先机,赢得发展。对于轧线企业,加热炉这一环在降本增效中拥有着巨大的潜力,而加热炉节能工作是一项集经济、技术和管理于一体的重要工作,需要企业从上到下做好协调。从上世纪出现的热送热装技术到最近几年开始普及应用的PID模糊燃烧控制系统,科技的进步带动着加热炉节能技术的发展。随着国家对能源体系管理工作的推动,节能技术将越来越受到重视,加热炉技术人员应努力开发新技术,“提高能效”,并“持续改进”。
参考文献
[1]翁林山,多晶莫来石纤维在步进式加热炉上的应用,冶金能源,2003,(3);50-53
[2]冯桂宁,蒋翔俊,单片机模糊P1D自整定控制算法的实现及仿真[J],电子元器件应用,2007,9(5);59-62
[3]廉小亲,模糊控制技术l Ml,北京,中国电力出版社,2003
[4]陈伟,邢梅香,基于S00单片机的模糊温度测控系统设设计[J],化工自动化及仪表,2010,37(9);125-127
