基于Powermill刀具路径区域控制策略**1
2013-09-27肖爱武翟万略彭湘蓉
肖爱武 翟万略 彭湘蓉
(①湖南化工职业技术学院,湖南株洲 412000;②Delcam中国有限公司,北京 100086)
PowerMILL是一款加工策略丰富的2~5轴的数控加工编程软件,具有完善的碰撞和过切检查功能。由于曲面类工件的曲面元素之间连接关系复杂,如何采取措施控制刀具路径区域,保证产品质量,提高加工效率,是在应用软件时需考虑的关键问题之一。
1 应用残留边界控制加工区域
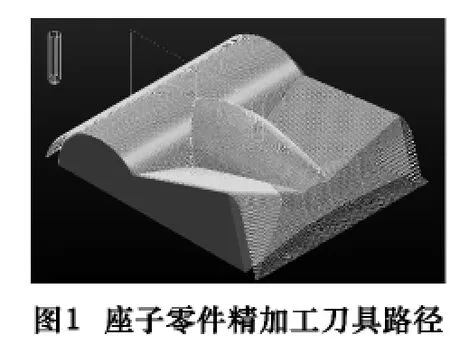
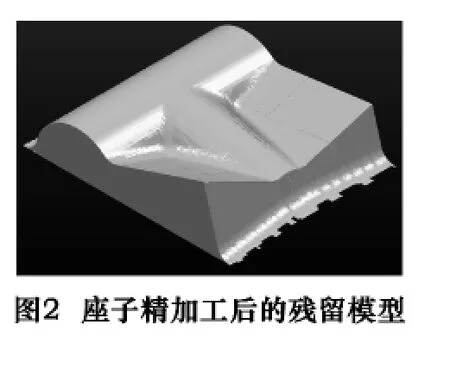
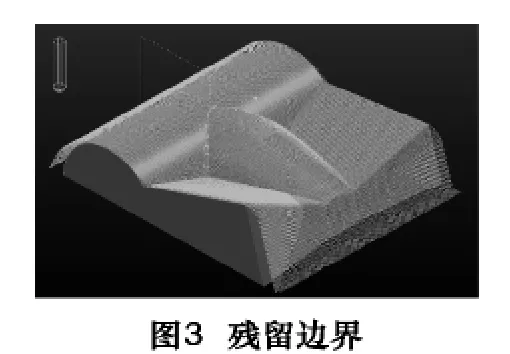
粗加工过后,在模型狭窄区域残留了大量加工余量,这些余量的集合就是残留模型。如图1所示的座子工件,使用大直径刀具(32 mm球刀)精加工后,在模型曲面与曲面相接的地方,会因刀具直径过大无法切入而产生残留,如图2所示。这些残留使用下一工序刀具(如10 mm球刀)沿残留模型的轮廓走一圈就会形成残留边界,如图3所示。因此,残留边界是指上一工序中使用大刀具无法加工的区域的轮廓线。
本例工件用32 mm球刀精加工后,残留材料的高度不一,不便于使用小直径刀具直接进行清角加工,可用残留边界将这些区域划分出来单独加工。

具体操作步骤为:
①创建10 mm球刀。
②计算残留边界。在Powermill资源栏中,右击“边界”树枝,在弹出的快捷菜单中选择“定义边界”“残留”,打开残留边界表格,设置参数,系统计算出残留边界,如图3所示。
③残留区域加工。运用平行精加工刀具路径加工残留区域,刀具路径如图4所示。
2 应用“浅滩”边界控制加工区域
Powermill系统中提到的“浅滩”区域是指工件上平坦或接近平坦的区域,系统用浅滩角来区分工件上的浅滩区域。浅滩边界即这些平坦(或接近平坦区域)轮廓经过偏置刀具半径后形成的轮廓线。
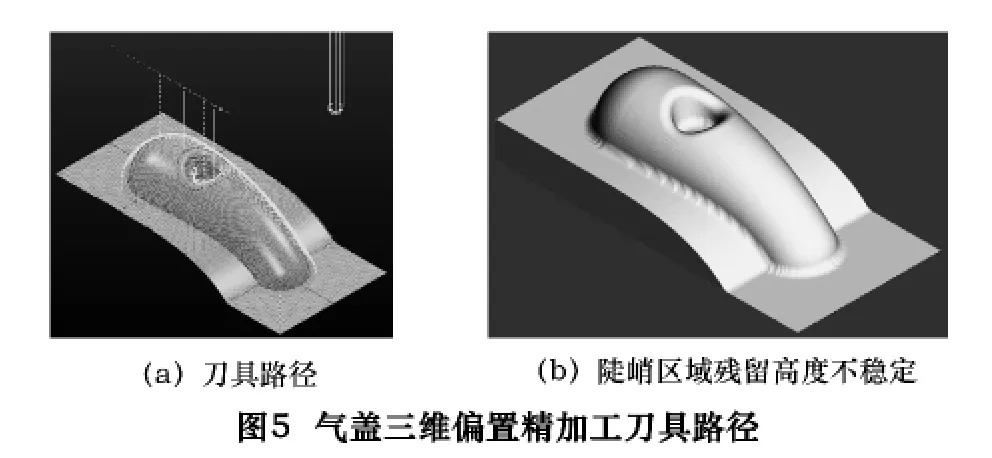
如图5所示气盖工件,其加工表面既有平坦区域,也有陡峭区域,单独运用三维偏置刀具路径,系统沿三维方向等距形成刀具路径,可完成工件全面型面的加工,但在陡峭区域残留高度不稳定,表面质量不高,加工效果不理想,如图5b所示。
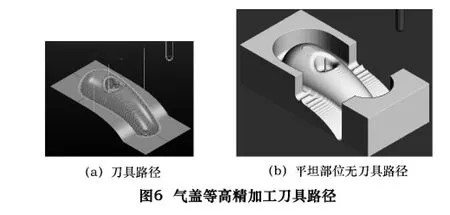
若单独使用等高精加工刀具路径,系统在模型的陡峭区域生成行距均匀的刀具路径,但在工件较为平坦的部分,行距逐步增大,残留高度越来越大,表面质量不高;而在工件平坦的部位则无法生成刀具路径,如图6b所示。
若在编程过程中,用浅滩边界区分出平面和陡峭区域,在平坦区域用三维偏置精加工策略或平行精加工策略生成刀具路径,在陡峭区域则用等高精加工策略生成路径,则可使加工效果较为理想。
具体操作步骤:
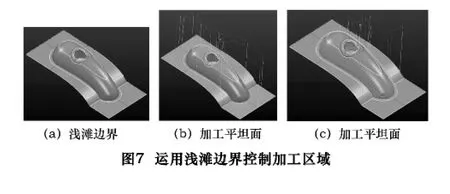
①设置上限角10,下限角0,φ10 mm球刀,计算出浅滩边界,如图7a所示。
②用三维偏置刀具路径加工平坦面,如图7b所示。
③用等高精加工刀具路径加工陡峭面,如图7c所示。
3 应用曲面边界控制加工区域
曲面边界是选定待加工曲面和刀具后,系统计算刀具在所选曲面边缘上产生的边界线。应用曲面边界控制加工区域可严格控制刀具只加工所选曲面,而不接触到相邻的、未选取的曲面,可有效避免过切现象的产生。如气盖工件底部平面精加工时,可应用曲面边界控制加工区域。
具体操作步骤:
①创建10 mm球刀。
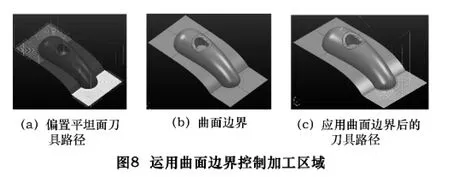
②创建偏置平坦面刀具路径,如图8a所示。
③产生曲面边界。选定需加工的平坦面,在Powermill资源栏中,右击“边界”树枝,在弹出的快捷菜单中选择“定义边界”、“已选曲面”,打开边界表格,设置参数,系统计算出曲面边界,如图8b所示。
④应用曲面边界控制加工区域,如图8c所示。
4 应用无碰撞边界控制加工区域

无碰撞边界通过设置刀具及其夹头的长度和直径参数来计算加工时不会与模型发生碰撞的区域,从而形成无碰撞边界。加工时,边界内的表面可用短刀具进行加工,边界外的表面可用更长一些的刀具进行加工。如图9所示车灯罩凹模工件,工件深约400 mm,为提高刀具刚度,减小振动,确保较高的加工表面质量,拟采用两把直径20 mm的球刀进行精加工,刀具伸出长度分别为70 mm和120 mm,由系统计算出已装夹的短刀具(刀具伸出长度为70 mm)能加工到的不与模型产生碰撞的部位,应用无碰撞边界控制加工区域,提高加工效率。
具体操作步骤:
①创建两把20 mm球刀,伸出长度分别为70 mm和120 mm。
②产生无碰撞边界。在Powermill资源栏中,右击“边界”树枝,在弹出的快捷菜单中选择“定义边界”、“无碰撞边界”,打开无碰撞边界对话框,设置参数,系统计算出无碰撞边界,如图9a所示。
③使用短刀具在无碰撞边界内创建三维偏置精加工刀具路径,如图9b所示。
④使用长刀具在无碰撞边界外创建三维偏置精加工刀具路径,如图9c所示。
5 结语
在曲面数控加工中,刀具轨迹的优劣直接影响其加工精度和加工效率。针对工件、机床及刀具特点,基于Powermill软件应用残留边界、浅滩边界、曲面边界和无碰撞边界,可有效规划加工区域,提高曲面的加工精度与加工效率。
[1]朱克忆.Powermill数控加工自动编程经典实例[M].北京:机械工业出版社,2011.
[2]高长银.Powermill数控高速加工技术与典型实例[M].北京:化学工业出版社,2011.
