阀芯端帽工作面激光合金化扫描路径规划
2013-09-27王斌修田新国李成彪
王斌修 田新国 李成彪
(青岛理工大学机械工程学院,山东青岛 266033)
自动流量平衡阀是一种自力式流量控制阀,可以有效地解决复杂管网的流量失调问题,自动保障管网的安全运行,被广泛应用在消防、供暖、石油和化工等系统管网中[1-2]。其中,阀芯端帽是自动流量平衡阀的核心部件之一,工作时通过其上下运动来保持流量的动态恒定。阀芯端帽与阀体之间不断摩擦而极易被磨损或被流体腐蚀,严重时甚至会影响自动流量平衡阀的正常工作。激光合金化技术可以在不牺牲结构整体特性的前提下,在一些表面性能不够优越的基体材料上获得耐磨、耐蚀、耐高温的表面合金层[3-6],可以用来对阀芯端帽工作面进行强化,提高阀芯端帽工作面的表面硬度和耐磨性能。
阀芯端帽工作面激光合金化的过程较为简单,但会对加工质量产生影响的因素很多,包括合金化材料、激光功率、扫描速度、搭接率、保护气体流速、光斑直径及形状等,国内外众多学者对此进行了大量的研究,并取得了一系列的研究成果[7-10],但对激光合金化扫描路径方面的研究极少。激光合金化的光斑直径受到激光功率的限制,目前大面积的激光合金化都采用直纹式扫描路径进行多道搭接扫描,即激光束在工件表面沿直线往复运动,在相邻两次扫描间会形成搭接区,由于二次加热效应,搭接区具有形态复杂的特殊组织特征,整体上表现为一种宏观的呈周期性出现的组织状态,并带来性能的周期性变化,很容易在搭接区域导致零件早期失效[11]。此外,激光合金化的加工时间主要由合金化加工的扫描速度与路径决定,当合金化处理的工艺参数(如激光功率、扫描速度等)确定后,扫描路径将成为影响加工效率的决定因素。故对激光合金化扫描路径规划的策略进行研究具有重要的现实意义。本文基于对阀芯端帽外形特征、磨损状况及合金化加工规律的研究,对阀芯端帽工作面激光合金化的扫描路径进行规划,并将规划后的扫描路径与常用扫描路径在热变形量及耐磨性能方面进行分析比较。
1 激光合金化扫描路径的规划
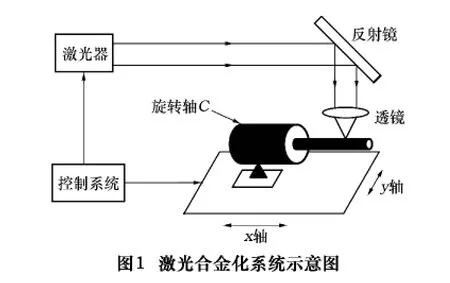
阀芯端帽工作面激光合金化系统如图1所示,其工作台由水平移动的x轴、y轴及转动的C轴组成,对阀芯端帽工作面进行激光合金化处理时,由工件沿x轴方向的平动和沿C轴方向的转动来完成工件相对激光头的移动,在阀芯端帽工作面上得到直纹式或螺旋式等扫描路径。

阀芯端帽为回转体类薄壁零件,整体尺寸较小,受热后易发生变形,为了使阀芯端帽工作面在激光合金化处理后能得到良好的加工质量,除了选择合适的工艺参数外,还需要合理的扫描路径。图2所示为阀芯端帽外形结构示意图,图中O点位于阀芯端帽工作面的正中心。阀芯端帽在实际使用中,发现其工作面磨损程度不一致,工作面中间部分的磨损较为严重且越靠近中部越严重,而工作面两端的磨损则较轻。综合考虑上述因素,设计阀芯端帽工作面激光合金化扫描路径为双向变螺距螺旋式,即扫描路径由两条旋向相反的螺旋线组成,起点间隔180°,两条螺旋线的螺距相同且从工作面的中间向两边依次增大。扫描路径在端帽工作面中间的螺距最小,为0.81 mm,而在工作面两端的螺距最大,其中工作面上沿处螺距为1.85 mm,工作面下沿处螺距为1.48 mm,合金化轨迹宽度为0.8 mm,螺旋总圈数为12圈。
2 实验及结果
实验设备采用JHM-1GY-500型多功能激光加工机,波长为1.06 μm,脉冲工作电流为100~450 A,脉冲频率为1~200 Hz连续可调,脉冲宽度为0.1~20 ms连续可调,所用Nd:YAG激光器可输出的最大单脉冲能量为90 J。阀芯端帽工作面的内径为12 mm,外径为14 mm,长度为15 mm,材质为304不锈钢,合金化材料选择TiC。加工工艺参数为脉冲工作电流75 A,扫描速度为80 mm/min,脉冲频率为60 Hz,脉冲宽度为0.5 ms,光斑直径为0.8 mm。
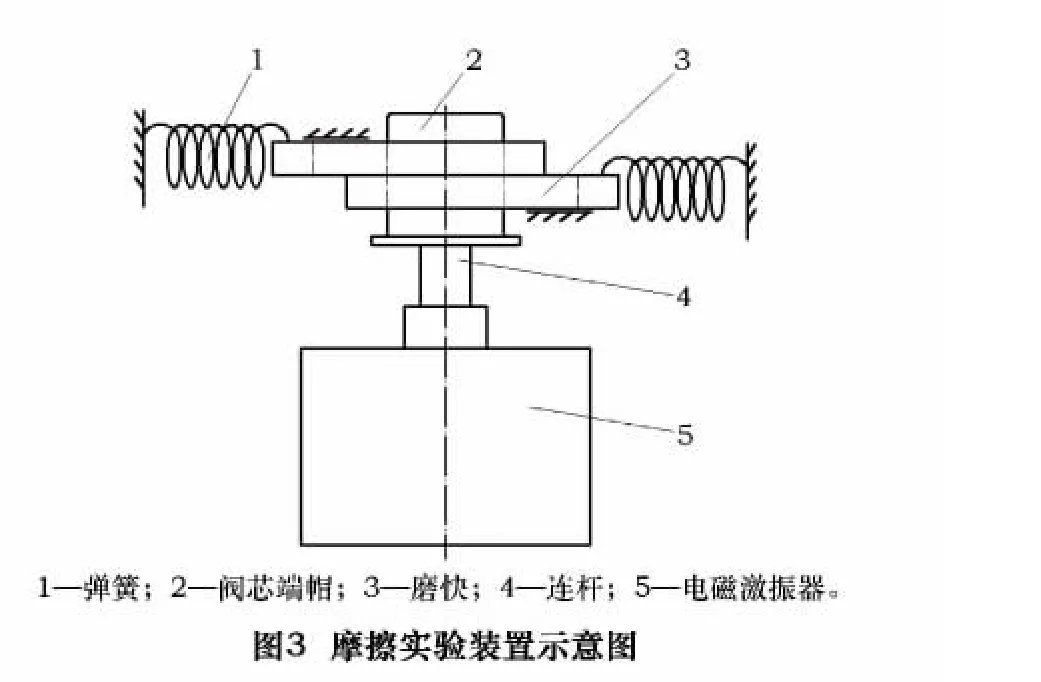

采用自行设计的摩擦实验装置模拟阀芯端帽的实际运动,将采用直纹式扫描路径的试件与采用双向变螺距螺旋式扫描路径的试件分别进行磨损试验,摩擦实验装置由弹簧1、阀芯端帽2、磨块3、连杆4及电磁激振器5组成,如图3所示。实验中用20号机油对阀芯端帽工作面进行润滑,弹簧通过磨块对阀芯端帽工作面施加的径向载荷为15 N,磨块材料为淬火+低温回火处理的GCr15,硬度为60 HRC,摩擦面表面粗糙度Ra≤1.2 μm,磨块结构如图4所示,阀芯端帽由电磁式激振器带动进行往复直线运动,振动频率为5 Hz,时间为30 min,将试验后的试件用扫描电子显微镜进行观察,图5为试件采用直纹式和双向变螺距螺旋式扫描路径进行激光合金化后的磨损形貌。
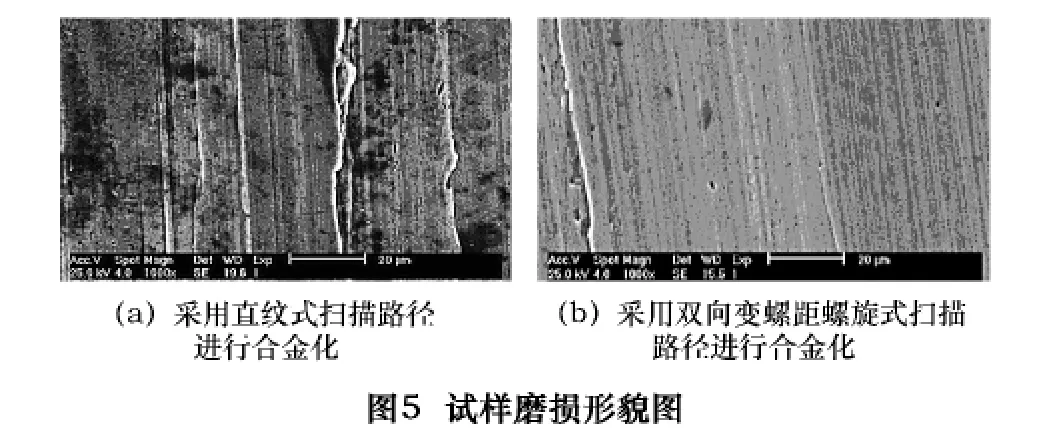
可以发现采用直纹式扫描路径进行激光合金化处理时,试件的磨损表面相对较为粗糙,磨损犁沟较深,经测量试样的平均磨损量为0.008 5 g;而采用双向变螺距螺旋式扫描路径时,试件的磨损表面则较为光滑,只有轻微的划痕,经测量试样的平均磨损量为0.004 6 g,前者的磨损量为后者的1.8倍,也就是说阀芯端帽工作面采用双向变螺距螺旋式扫描路径进行激光合金化处理时,其耐磨性能是采用直纹式扫描路径的1.8倍。分析认为:采用双向变螺距螺旋式扫描路径进行激光合金化处理时,在阀芯端帽工作面上形成了以合金化带为硬骨架的菱形封闭网纹,而相邻两条合金化路径间仍为较软的基体,在阀芯端帽与阀体相对运动的过程中,这些未被激光合金化处理的区域必然磨损较多而形成微型凹坑,从而在阀芯端帽工作面相邻两条合金化路径间形成众多菱形“微油池”,在阀芯端帽的运动中对其工作面起到润滑作用,从而增强阀芯端帽的耐磨性能,延长其使用寿命,并在一定程度上提高自动流量平衡阀的反应速度。采用双向变螺距螺旋式扫描路径进行激光合金化处理时,阀芯端帽工作面在加工过程中径向受热比较均匀,阀芯端帽受热产生的变形量比采用直纹式扫描路径时要小的多,经测量平均变形量为0.02 mm,变形量约为直纹式扫描的1/3。
3 结语
(1)对阀芯端帽工作面激光合金化扫描路径进行规划,设计双向变螺距螺旋式扫描路径,并能使用Nd:YAG激光器进行编程加工。
(2)对阀芯端帽工作面在合金化面积比相同的情况下,分别采用直纹式和双向变螺距螺旋式扫描路径进行激光合金化,经过磨损试验发现:采用双向变螺距螺旋式扫描路径时,阀芯端帽工作面的耐磨性能是直纹式扫描路径的1.8倍,而热变形量约为直纹式扫描路径的1/3。
[1]陈清,陈振双,涂光备.动态流量平衡阀的原理及其应用[J].煤气与热力,2000,20(6):443 -445.
[2]周扬民,郭健祥,房俊喜,等.自动流量平衡阀可变过流面端帽的有限元分析[J].机床与液压,2006(1):146-147.
[3]于利根,李晓轩,王华明.Ti-48Al-2Cr-2Nb金属间化合物激光表面合金化组织与耐磨性[J].稀有金属材料与工程,2000,29(5):328-331.
[4]辛艳辉,林建国,任志昂,等.TiAl合金激光表面原位TiC颗粒增强涂层及高温抗氧化性能[J].稀有金属材料与工程,2005,34(6):899-902.
[5]张伟,石淑琴,陈云祥,等.718塑料模具钢激光合金化与氮化组织性能的比较[J].应用激光,2011,31(2):117 -119.
[6]李贵江,许长庆,孟丹,等.材料表面激光合金化研究进展[J].铸造技术,2008,29(8):1136 -1139.
[7]张友寿,王巍,王勤国.1Cr18Ni9Ti不锈钢激光快速熔凝处理与表面合金化[J].光电子·激光,2002,13(1):72 -79.
[8]赖海鸣,王梁,张群莉,等.2Cr13汽轮机叶片激光合金化的组织性能[J].应用激光,2009,29(6):507 -510.
[9]姜伟,黄旭仁,夏毅锐.45钢激光表面合金化[J].材料热处理技术,2009,38(24):162 -163.
[10]孙建军.TC4合金TiN激光表面合金化层的组织和硬度研究[J].光学技术,2008,34(4):560 -561.
[11]张永康,周建忠,叶云霞.激光加工技术[M].北京:化学工业出版社,2004.
