冷矫直技术在宽厚板生产线的研究与应用
2013-09-26毛文朵
孟 波 毛文朵
(山东省冶金设计院股份有限公司 250101)
0 引言
1 冷矫直机控制功能
矫直多用于金属板材加工的后部工序,很大程度上决定产品的质量水平,是利用反复弯曲并逐渐减小压弯挠度方法达到矫直目的。莱钢宽厚板生产线冷矫直机采取连续性反复弯曲的矫直技术,针对不同的板材,配备两种辊盒(11辊和5辊)实现矫直控制,具有动态辊缝调整、矫直辊横向弯曲补偿[4]、整体倾动、出入口辊单独调整等功能,能最大限度地消除可能出现的各种板形缺陷。可根据板厚调整上辊装置的高度;上辊辊系纵向倾动调整,使矫直辊的辊缝从入口到出口逐渐增大;上辊辊系沿矫直辊的宽度方向作横向倾动调整,以便钢板在板宽方向作不同的延伸(矫单边浪形钢板);进出口辊的单独调节,可根据板厚和钢板头部情况灵活调节,矫直辊横向弯曲,矫双边浪和中间浪形钢板,生产一年来,矫直合格率达99.52%,达到设计要求。
冷矫直机采用全液压调整系统,最大矫直力为3000吨,整个矫直机共有25 个液压缸。上下矫直辊都拥有自己独立的调整系统,可实现单独控制,更换辊盒可以实现11/ 5 变辊矫直。顶部大梁的移动是通过4 个主液压缸控制,每个液压缸的上部都安装有一个磁尺来精确计算液压缸的行程,实现压力和位置闭环控制。弯辊动作由1个弯辊液压缸实现,由磁尺检测液压缸的行程,各个跟踪数据通过Profibus现场总线直接发送到PLC上,各主液压缸本体中部安装有压力传感器,可采集、实时监控液压压力,在PDA(过程数据采集)上显示波形。压力的实时监控对矫直效果和标定都非常重要。
1.1 顺序控制[2]
下图1为顺序控制逻辑图,由光电管和光栅检测钢板位置,并校对跟踪位置,当钢板头部到达光电管时,触发向2 级发送数据的请求事件,2 级发送PDI数据给1 级进行预设定,主控制权限从辊道控制转到矫直机控制;钢板头部到达光栅1 的位置,矫直机输送辊道停止,对中钢板,并最终完成设定,矫直机完成设定值的要求,准备开始矫直;钢板头部被光栅2检测到,矫直机前辊刷下压,清扫钢板表面杂质;一道次矫直完成,根据钢板表面效果,由操作工决定是否再次矫直;如果板型良好,钢板离开,矫直机回到原始位置等待。

图1 顺序控制逻辑图

表1 矫直参数
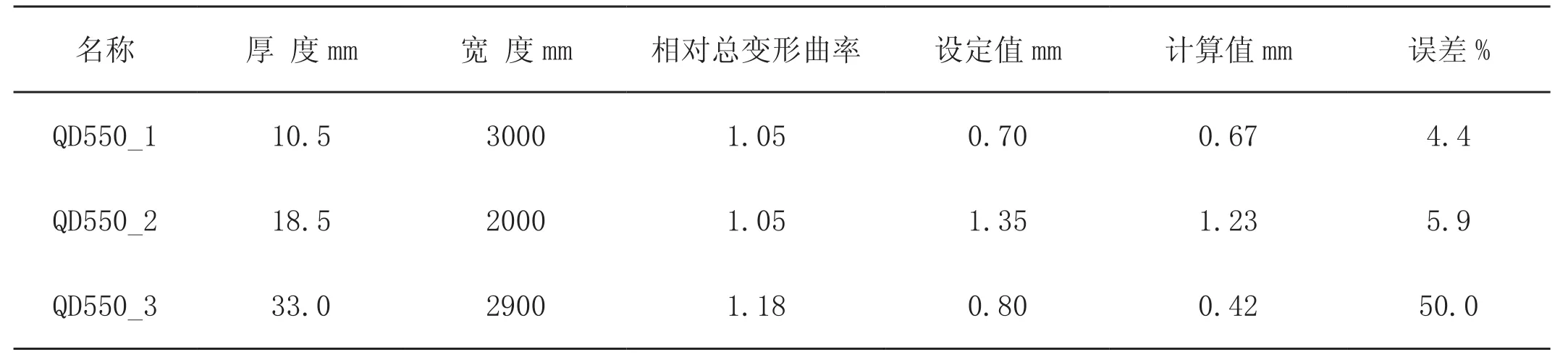
表2 模型计算结果与实际设定值比较
1.2 矫直力的计算[3]
根据十一辊矫直机设计资料,十一辊矫直机矫直参数,如表1 所示。将轧件看成是受很多集中载荷的连续梁,这些集中载荷就是各个辊对轧件的压力。
矫直机总矫直力为:

式中:p—矫直机总矫直力;M—各工作辊上的弯曲力矩;t—矫直辊距离。
为了简化计算,做以下假设:前面第2、3、4 辊下轧件的弯曲力矩为塑性弯曲力矩Ms:Ms=M2=M3=M4,后面第8、9、10 辊下轧件的弯曲力矩为屈服力矩Mw:Mw=M10=M9=M8,其余各辊下轧件的弯曲力矩为塑性弯曲力矩Ms 和屈服力矩Mw 的平均值,即 M5=M6=M7 =(Ms+Mw)/2,则作用在上、下棍子上的压力总和为 :p=ΣPi=4/t(Ms+Mw)(n-2)[7]
1.3 弯棍控制[8]
中厚板辊式矫直机的矫直辊辊缝由弯辊机构与压下机构相结合来确定,由弯辊机构确定弯辊量的弯辊模型及压下机构确定压弯量的压弯模型组成了矫直机的矫直模型,研究表明,除必须的压弯量外,对矫直辊施加合适的弯辊量,能有效减小沿板宽方向上纵向纤维的不均现象,残余应力可得到消除或呈均匀分布,生产实践证明,配有弯辊装置的矫直机矫直效率大大提高。
2 弯辊模型
该矫直机弯辊模型利用梁的弹塑性弯曲理论,通过建立板材在宽度方向上不同的弯曲模型,确定不同的弯曲挠度,得到了矫直辊的弯辊量。
2.1 机械装置[5]
弯辊能够实现与机械结构密不可分,矫直机的上压力框架为对分式,分两个部分,中间由液压销固定,更换辊盒时,液压销锁定,使之成为一个整体,矫直过程中,液压销打开,上压力框架成为对称两部分。上辊盒有偏转补偿,可以执行正负弯曲设置。上矫直辊和支承辊辊盒将安装在伸缩式对分框架上。这个框架由于框架上端装有偏心装置,可实现这两个部件的分离,因此也能实现矫直辊的弯曲。矫直过程弯曲由液压缸和调节杠杆(偏心式)实现。位置控制则由安装在弯曲缸内部的位置变送器实现控制。
2.2 弯曲理论
矫直辊弯辊量的确定是建立在梁的弹塑性弯曲理论基础上,由此需要下列假设:板材的弯曲为纯弯曲,板材纵向截面内各纵向纤维的变形符合虎克定律,材料为理想弹塑性材料。
根据上述假设,从材料力学可得,弯曲挠度满足下列关系:

式中,き为x 处的挠度,M(x)为x 处的弯曲力矩,E 为弹性模量;,I 为材料横断面的惯性矩。
建立弯辊模型,利用上述公式在不同的弯曲及边界条件下求出各挠度值及弯辊量。
2.3 模型建立[1]
本模型矫直辊弯辊装置特点是以矫直辊中部为对称点,两边对称弯曲矫直辊,假设板材受集中载荷P,作用点在板端或中部,整体调整上排支撑辊弯曲上矫直辊来确定各自不同弯曲的挠度,板材的矫直过程是在多个矫直辊的作用下反复交替弯曲来进行的,考虑到矫直辊受压下机构和弯曲机构的双重作用,可认为板材的弯曲是由这两种机构作用下的两种弯曲叠加而成的,即:压下机构对板材施加的弯曲和弯辊机构作用在板材上的弯曲,本模型主要通过梁2 的弯曲,建立弯辊机构的不同弯曲模型。那么,由式(1)积分,可分别得到板材在不同的矫直辊作用下弯曲的挠度。
2.3.1 矫直辊凸向上弯曲
主要用于矫直边浪,将矫直辊中部当作支点,各支撑辊对矫直辊的作用简化为两端受集中力,由式(1)积分得到弯曲挠度

式中,P 为集中载荷;B 为板材宽度;σs 为屈服强度;h 为板材厚度;1/ρw
为最大弹性弯曲曲率;C 为相对总变形曲率,即沿厚度弹性区高度与厚度之比。2.3.2?矫直辊凸向下弯曲
主要矫直中浪,将矫直辊的两端当作支点,各支撑辊对矫直辊的作用简化为中部受集中载荷,矫直辊凸向下弯曲挠度由式(1)积分得:

2.3.3 矫直辊横向倾斜
主要矫直边浪,矫直辊的横向倾斜仍由压下机构来完成,为消除边浪,矫直辊在正常的压下以后,对板宽方向有边浪一侧须加大压弯量,或者把加大部分叫作增量,因该增量所起的作用是矫边浪,故把该增量的确定也放在弯辊模型这一部分。同上,将矫直辊在横向倾斜时板材在矫直过程中的受力情况简化,板材的支点放在板材无边浪一侧,由端部挠度来确定矫直辊的增量部分,由式(1)积分得:

2.3.4 弯辊量的确定
从上面几个公式中看出,要确定挠度值,确定C即可.就是说,板材各平直度缺陷被矫直所需要的弯曲变形量,应由板材厚度方向上纵向纤维的塑性区高度决定,因弯辊是在板材已受到矫直辊压弯基础上进行的,那么它使塑性区高度的增加量,能使小曲率处的纵向纤维拉伸到与大曲率处的纵向纤维长度一致的程度矫直辊在入口处的压弯量,一般由塑性变形区高度占厚度的80% 时的弯曲程度得到,由此可设定弯辊量能使塑性区高度占厚度5%~15%,即矫直辊弯辊后作用在板材上的弯曲曲率使塑性变形区高度为(5~ 15)% h,为便于计算,可将该值认为从最大弹性极限变形开始,由此可得相对总变形曲率

将式(5)代入式(2)~式(4),则求出上述三种情况的挠度值。
3 应用
莱钢4300mm热处理生产线十一辊冷矫直机,板材温度630 ℃,σs = 107.8 MPa,E =68600 MPa,Eˊ= 13700 Mpa,计算矫直辊的弯辊量时,板1,2,3 屈服挠度分别为0.64,1.18,0.36,板1,2 的计算值与设定值相近,板3 的计算值与设定值误差较大.板1,2结果接近说明板材在进入矫直机时的板形较好,板3误差大表明板材在进入矫直机时的板形不好,瓢曲情况较为严重,故生产中采用了较大的弯辊量;另外由于板3 相对较厚,屈服挠度值相应较小,矫直辊的压弯量也就较小,故对板形较差的板材局部区域弯曲量就不足,则由弯辊纠正板形的量就相对较大,实际生产中,遇到这种情况可依赖经验解决,出现这种情况应是正常的,因即使对于相同尺寸、材质、温度等的板材,弯曲的情况可以多种多样,弯曲的曲率也是大小不同,这可以通过对C 值进行修改来解决。
弯辊功能具有单独的控制回路,操作人员按下负弯辊钮就能改变弯辊位置。除了按标定过程的部分顺序控制外,弯辊控制模式一般处于工作状态中,所有用于弯辊控制系统的伺服阀和电磁阀都在自动控制方式下完成。
4 结论
生产经验表明,需要冷矫的钢板,厚度大多在25~35mm 以下,速度范围0~30/60m/sec。钢板的冷矫直一般采用多道次、逐道次改变压下量的方法,将钢板的不平直度减少到要求的范围以内。板材在矫直过程中的弯曲是由压下机构和弯曲机构共同作用在矫直辊上的结果,利用梁的弹塑性弯曲理论,考虑到板材厚度方向上塑性变形区的高度,得出了矫直辊的弯辊量为屈服挠度的1.05~ 1.15 倍,经与生产中的设定值比较,较为吻合,可以作为弯辊量确定的基本公式,以此建立的弯辊模型应有一定的实际意义.能最大限度地消除钢板在冷却和剪切过程中可能出现的各种板形缺陷。
[1] 崔甫,矫直理论与矫直机械。[J]北京:治金工业出版社,2002.P124
[2] 蒋慰孙,俞金寿。过程控制工程。[J]北京:烃加工出版社出版,1988。P68
[3] 孙一康,带钢热连轧数学模型基础。[J]北京:治金工业出版社,1979。P94
[4] 王效岗;黄庆学;;新式中厚板矫直机的技术特点[J];山西治金;2006年02期 P241
[5] 李世蓉;十七辊可调式铜板矫直机的研究[D];昆明理工大学;2007年 P25
[6] 袁国,黄庆学,董辉,孟晓伟;中厚板矫直技术发展的现状与展望[J];太原重型机械学院学报;2002年S1期 P67
[7] 杨固川;中厚板变辊距矫直机的结构与国内外使用概况[J];治金设备;2002年06期 P192
[8] 薛军安;中厚板矫直过程的理论分析及其控制系统[D];东北大学;2009年 P29
