一种新型轴承预紧结构
2013-09-26苗付标
制造技术与机床 2013年3期
苗付标
(山东威达重工股份有限公司,山东滕州277500)
目前,机床丝杠(普通丝杠和滚珠丝杠)固定支撑端的轴承预紧,多采用箱体或者支承座的止口给轴承的外圈定位,然后调整轴承间调整隔套的轴向长度,再用圆螺母旋紧的方式预紧。此种结构在调整隔套的长度时需要多次拆装,费时、费力且非常麻烦,降低了工作效率。
为了改变这一现状,我们将止口换成螺母型压盖,可一次将调整隔套两端面研磨至尺寸及平行,然后调整后面的螺母型压盖,旋紧前面的圆螺母,达到预紧丝杠的目的。
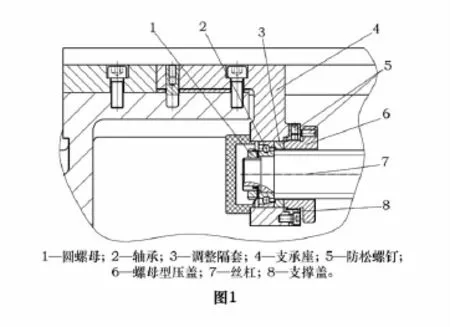
此结构参见图1,由支承座4、丝杠7、轴承2、调整隔套3和螺母型压盖6组成,其中预紧机构还包括圆螺母1、支撑盖8和防松螺钉5。支承座4固定不动,支撑盖8在支承座4的后面,与支撑座4为固定的螺钉连接,螺母型压盖6通过螺纹连接在支撑盖8上,可通过旋转使螺母型压盖6前后移动,并且可通过旋紧防松螺钉5来使螺母型压盖6锁紧并起防松作用。
安装时应先平磨调整隔套3,然后将丝杠7、调整隔套3、轴承2和圆螺母1一并装入支承座4中,旋转螺母型压盖6,使之到达合适的位置后,旋紧圆螺母1即可达到预紧轴承的目的,最后再旋紧防松螺钉5即可。
此结构已被广泛应用到升降台铣床、床身式铣床和数控铣床上,可方便快捷地调整丝杠轴承的预紧,大大提高了工作效率。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2008.
[2]李洪.实用机床设计手册[M].沈阳:辽宁科学技术出版社,1999.
