20辊可逆冷轧机主传动系统的研究
2013-09-25张宁
张 宁
(鞍钢集团工程技术有限公司,辽宁鞍山 114021)
1 引言
为进一步提高企业的综合竞争实力,某集团公司决定投资建设高性能冷轧硅钢项目。冷轧机组是本项目的关键设备,它对于带钢的质量、厚度及性能起着重要作用。高性能硅钢工程一期建设两条冷轧机组生产线,采用了设计与制造水平较高的单机架20辊可逆轧机。本文主要以一条冷轧机组生产线为例,对冷轧机组的核心轧机主传动控制系统进行分析研究。
2 主传动电气控制方案
随着交流调速技术的发展以及矢量控制技术的应用,变频器供电的轧机交流主传动,完全取代了传统的由晶闸管整流器供电的直流主传动。目前轧机交流主传动变频调速装置主要有两类,即交交变频装置和交直交变频装置。交交和交直交变频调速系统都是先进的、性能良好、功能强、可靠性高的调速方式,它们各有特点。交交变频采用全数字矢量控制方式;交直交变频采用脉冲调宽(PWM)全数字矢量控制或直接转矩控制方式。都能满足大型轧机主传动的技术性能要求。在本项目前期与CONVERTEAM及其他电气公司的技术交流阶段中,对交交变频控制、交直交变频控制这两种控制方案进行了反复研究和认真比较。
交交变频技术,过载能力大,效率高,简单可靠,可以完全国产化是其显著优点。而交交变频频率低、速度低、功率因数低,电网侧产生谐波较高、需无功补偿等是主要缺点。交交传动配套的低速同步电机转动惯量大,总重量大,投资较高。交交变频调速装置按变频电压峰值选择整流变压器,其容量约为电动机容量1.8~2倍,比交直交变频的变压器容量大,变压器铁损大即空载损耗大。它适用于大功率中、低速且过载能力大的轧机驱动,如大型热带轧机、中厚板轧机和型钢轧机。
交直交变频频率高、速度高、功率因数高,电网侧谐波较低、不需无功补偿是其主要优点。而其效率较低、过载能力差,使用经验不足,不能国产化,备件和技术服务问题大是其显著缺点。交直交变频调速装置选择整流变压器容量为电动机容量1.3~1.4 倍。适用于大功率中、高速的风机、水泵及过载能力较小的轧机驱动,如高速冷轧机、无缝钢管轧机。
考虑到传动装置的发展趋势及各电气公司的报价,通过最终比较选择了ALSPA MV7000电压源型交-直-交公共直流母线脉冲脉宽调制(PWM)全数字矢量控制变频调速系统方案。MV7000 PWM主传动中压变频器特别适用于交流感应异步电动机同样也适用于同步电机。由于异步交流电动机比同步交流电动机的机械结构简单,而且无需维护检修,而且异步机具有复杂的电机特性和控制,因此主传动电动机决定采用鼠笼式异步交流电动机。
3 主传动系统的组成
高性能硅钢工程冷轧机组轧机主传动控制系统如图1所示。主要包括:主传动干式整流变压器、主传动交直交变频调速系统及主传动电动机。公共直流母线额定电压为5.1kV。电机侧额定电压为3.3kV。主传动变压器、主传动变频器、主传动电动机的主要技术参数分别如表1、2、3所示。
4 主传动变频器的组成
主传动变频器MV7000是由整流单元柜、直流母线柜、逆变单元柜、交流输出柜、控制单元柜、冷却单元柜等若干个控制柜组合在一起,并可在现场组装。变频器为紧凑式的模块化结构,由以下主要结构单元组成。
整流单元:将电网的交流电压转变为直流母线电压,无论电网电压如何波动,直流回路电压保持恒定。由IEGT组成的主动前端整流单元AFE,可以实现电机的四象限运行,完全再生制动,对电网无污染。
预充电或预励磁主变压器:对直流母线预先充电,避免由于电压突加而产生的峰值电流。
直流母线:由直流母线、直流电容器和接地开关组成。用来平滑中间直流回路电压,并将整流器和逆变器解耦。
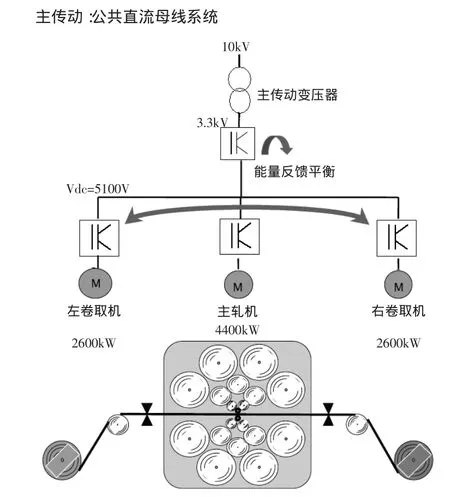
图1 主传动系统组成

表1 主传动变压器主要技术参数
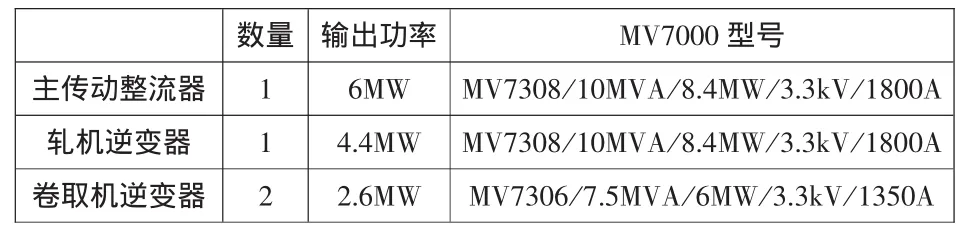
表2 主传动变频器主要技术参数
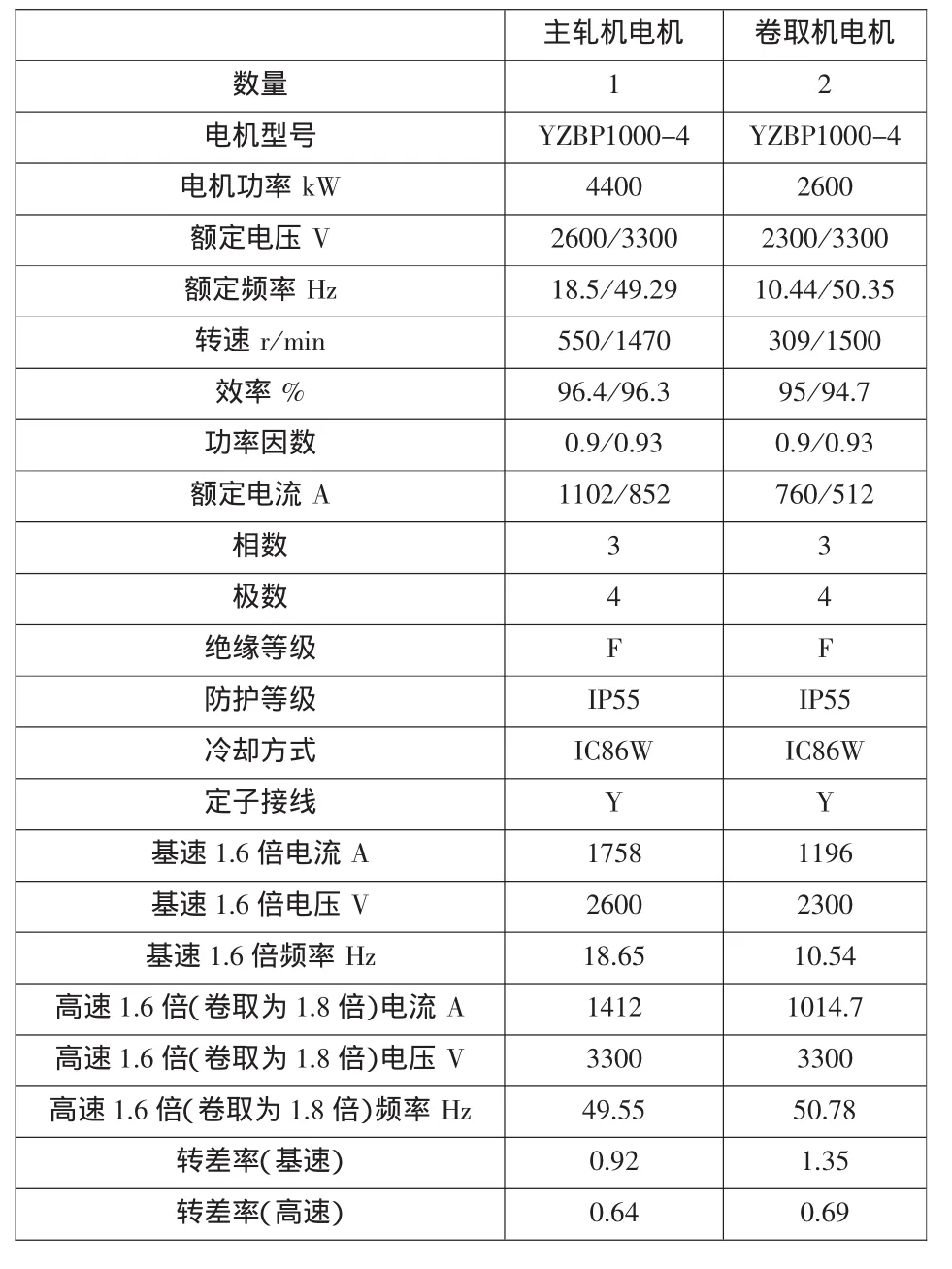
表3 主传动电动机主要技术参数
逆变单元:使用IEGT的三电平中性点钳位(NPC)逆变器,将直流电压转变为交流电压驱动电机,允许四象限运行。由于变频器采用模块化设计,相同的逆变单元用于主动前端整流。
交流输出单元:包括输出电流测量装置、制动斩波器,同时包括输出接线端子。
dV/dt滤波器:降低输出电压的变化率,抑制过电压,用于较长电缆时改善变频器输出波形。
PEC控制器:电力电子高性能控制器(PEC)能提供高性能的PWM矢量控制计算和确保变频器的安全性。
冷却单元:采用闭环去离子冷却水循环系统冷却,通过去离子水/原水热交换器,把变频器本身产生的热损耗传送到外部的原水循环系统。
5 主传动变频器的新技术
5.1 功率元件
MV7000变频器使用的功率开关元件是PPI压装式IGBT,又称IEGT(注入增强型绝缘栅晶体管)。
IEGT元件是直接从IGBT发展而来的。IGBT和反并联的二极管模块通过导线连接,而且只能通过单面进行冷却,这种IGBT设计已被证实为十分可靠的能运用于50Hz/60Hz的电动机调速。但当应用在低频率时,这种导线连接和单面冷却的组合,能使IGBT的温度升高和连接导线的损坏,因此必须降额使用。而IEGT就解决了这个问题,并进行了重要的改进。IEGT所有的元件都被封装在一个陶瓷容器内,称之为压装式,没有导线的连接。这种压装方式可使元件的两面都能散热,所以能够生产大功率的元件。IEGT采用双面压装冷却方式提高的冷却能力,跟IGBT相比增加了+80%,提高了晶体管的额定电流,在低频运行下不需要降额处理,并使元件在电机低频运行下而没有过热的问题。在相同的热循环状况下IEGT具有更长的使用寿命。它增强了变频器的功率能力、更低的损耗,超长工作寿命,最高效率达到99%,同时减少了元件的数量提高了可靠性,并且设计出的变频器具有更高的鲁棒性。高质量的功率开关元件和更少的元件数目确保了MV7000变频器具有更高的可靠性。
总而言之,IEGT将晶体管进行了优化处理更加适合于低频运行,它减少了传导的损耗,使元件具有更高的效率。并且IEGT保留了IGBT的基本特性,具有非常高的开关频率,而且能够在大于额定电流好几倍的故障电流情况下关断元器件。
5.2 主动前端整流单元
AFE主动前端又名整流回馈装置,其英文名译自“Active Front End”。
普通的交-直-交式变频器前端通常采用固定三相桥式二极管整流的方式,将电网提供的三相交流电源转换成为直流电源,该直流电源再通过大容量的电解电容平滑滤波后供给IGBT组成的三相桥式逆变器,逆变成频率和电压同步调节的交流电压,驱动电动机在不同的频率下运转。由于普通变频器前端采用二极管桥式整流,因此能量仅能从电网流向变频器直流母线,无法实现能量双向流动,同时由于二极管全桥整流的局限性,导致变频器的网侧功率因数不够高同时输入谐波电流较大,从而导致对电网的干扰。一般来讲变频器的功率越大,对电网所造成的影响也就越大,因此在工程实践上,通常会采用在较大功率的变频器输入端与直流母线上加装输入电抗器和直流电抗器的方法,来降低变频器的输入谐波并提高变频器的网侧功率因数。
AFE主动前端的出现则较好地解决了上述问题。它与变频器的输出逆变部分一样,也采用IEGT组成三相桥式结构,实现了电网与变频器直流母线间能量的双向流动。由于AFE主动前端摒弃了落后的固定桥式二极管整流模式,无论在整流还是在回馈状态下工作时,都是通过IEGT开关状态的切换来实现相应的功能,因此使用了AFE主动前端后,无论在整流还是在回馈状态下,变频器的网侧电流都是谐波很少的正弦波,功率因数也接近于1,大大减小了对电网的干扰。同时变频器采用AFE主动前端后,由于可以实现前端能量的双向流动,因此可以应用于各种需要电机四象限运行的场合中。
对于同时具有电动和制动(开卷和卷取)的冷轧主传动系统,采用PWM主动前端整流单元通过公共直流母线能够把再生的能量完全反馈到电网,大大减少了设备的投资。同时,PWM主动前端整流能使输入功率因数为1,并且使输入波形接近于正弦波,谐波影响可以忽略不计。主动前端整流单元不但可以实现能量四象限流动,并且可以取消输入变压器,使得变频驱动系统效率大幅提高。
5.3 三电平中性点钳位拓扑技术(NPC)
MV7000变频器采用IEGT功率元件(注入增强型绝缘栅晶体管)。三相逆变器共计12个IEGTs,每相4个IEGTs和6个二极管(4个续流二极管和2个钳位二极管),适合采用三电平中性点钳位拓扑技术(NPC)。
MV7000逆变器运行原理如下。
MV7000逆变器由三个功率相臂组成,每个功率相臂产生电动机的一个相电压。在三电平中性点钳位(NPC)拓扑结构中,直流母线由两套直流电容器组成,第一套的电压在DC+和0V之间,另外一套的电压在0V和DC-之间。依靠IEGT的触发组合,逆变器中每一个功率相臂的输出电压可以连接到DC+或0V或DC-,因此电动机的线电压可以有 100%VDC、50%VDC、0、-100%VDC、-50%VDC五种电压值。图2所示为电动机线电压U-W的运行原理,三相是在同时导通的。(为了简化原理,电机的V相电压没有在图中显示)。
三电平NPC二极管中性点钳位的逆变单元采用PWM调制技术,能够保证输出优越的电机电压波形,使电机电流包含更低的谐波电流。
5.4 高性能控制系统
5.4.1 PEC 控制器
电力电子专用控制器(PEC)是整个变频器的核心,它配置了矢量控制软件,可以实现带编码器的矢量控制、无编码器的矢量控制和高级VVVF控制方式。
基于高性能的无编码器矢量控制方式(EVC),MV7000能够确保电动机的磁场和转矩调节。变频器根据操作运行点的电压参数、运行条件、由处理过程决定的设定点转矩等要求执行PWM控制。唯一与带编码器反馈矢量控制方式的区别是用于空间矢量计算的实际速度,无编码器反馈矢量控制方式的速度是通过速度估算器对电流反馈进行计算的。而对于带编码器反馈的矢量控制方式,速度反馈信号直接用于空间矢量的计算而不是利用速度估算器中的速度计算值。主要的一些有影响的因数包括:速度/转矩设定点、电机相电流反馈和电压参数、直流母线电压和实际速度。变频器对测量所得的电流和电压值进行2轴象限的转变用于空间矢量计算进行分析。因此MV7000变频器可以不需要编码器速度反馈进行速度的估算。高级VVVF控制方式是变频器根据空间矢量计算出的可变电压、可变频率控制特性对控制设定点进行控制。
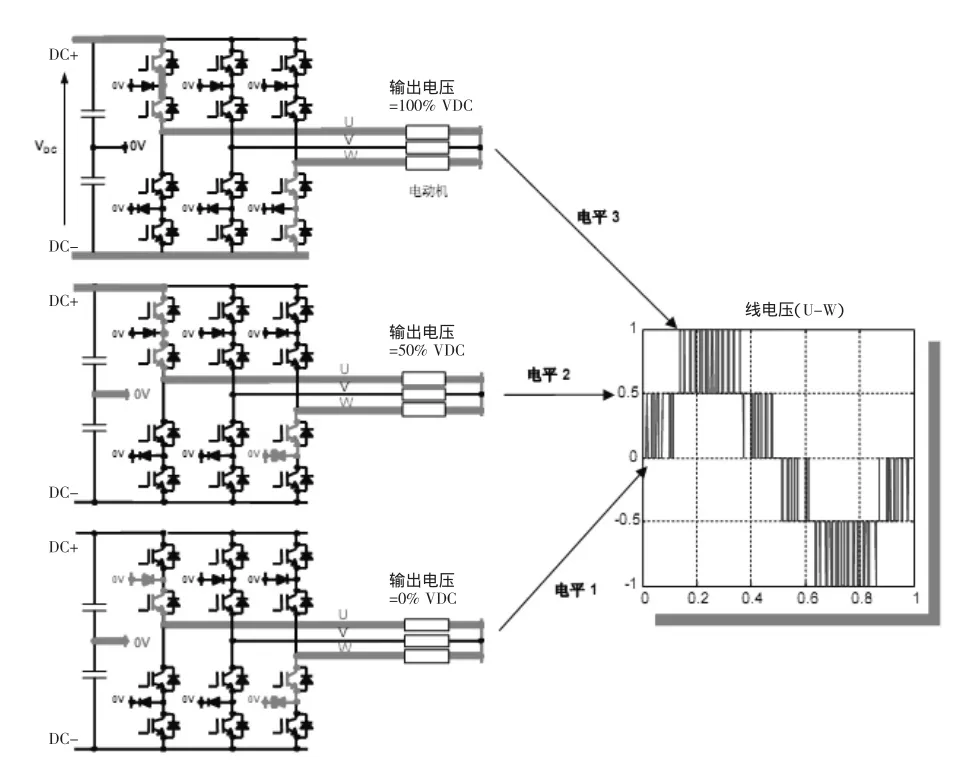
图2 三电平中性点钳位
5.4.2 PWM 脉冲脉宽调制
MV7000变频器能够根据不同的应用对象采用不同的PWM调制波形和不同的PWM载波频率,以获得最佳的性能。能够随时在任何一个运行点调节PWM调制波形和PWM载波频率的能力,使MV7000在任何一种应用和任何一个速度点上时都能取得最佳的驱动效果,具有非常高的系统柔性。
(1)更低的功率元件损耗,降低了电机谐波
修改PWM调制波形模式,通过增加零序电压到电动机电压参数能改变输出电压的谐波频谱和减少变频器损耗。
(2)能够在非常低的频率点满力矩运行。高频运行大于100Hz,最高可至300Hz。
(3)更低的噪音和震动
修改PWM载波频率,根据电动机的速度在运行时改变载波频率避免机械共振。使用随机的PWM载波频率用于阻尼机械共振和限制噪音及震动。
6 主传动电动机
由于轧机主传动采用交流变频调速的传动方案,主电机为交流调速电动机。同步电机和异步电机都可以归为交流电机的范畴,二者比较如下。
同步电机需要外加励磁电源。相比异步电机,同步电机较复杂,造价高,比起异步电机的免维护来,维护工作量较大,维修费用高。但同步电机是容性负载,功率因数超前,有利于改善电网的功率因数,增加电网容量。运行稳定性高,当电网电压突然下降到额定值的80%时,其励磁系统一般能自动调节实行强行励磁,保证电动机的运行稳定。过载能力比相应的异步电动机大。运行效率高,尤其是低速同步电动机。因此大功率、低转速的工矿大型机械设备常采用同步电动机。
异步电机包括感应电机、双馈异步电机和交流换向器电机。感应电机应用最广,在不致引起误解或混淆的情况下,一般可称感应电机为异步电机。感应电动机的结构是鼠笼式转子,无电刷,无励磁绕组,无转子隔离器,它具有结构简单,制造、使用和维护方便,运行可靠以及质量较小,成本较低等优点。异步电机有较高的运行效率和较好的工作特性,能满足大多数工业生产机械的传动要求。随着大功率电子器件及交流调速系统的发展,目前适用于宽调速的异步电机的调速性能已可与同步电机的相媲美,通过PWM控制或矢量控制异步电机完全可替代同步电机。由于异步电机本身制造维护成本远小于同步电机,现在这既是应用热点,也是研究热点。
本工程MV7000 PWM中压变频器特别适用于交流感应异步电动机,配用感应电机能够获得高性能的无纹波转矩控制,电机在低频时特别是在堵转情况下具有高性能转矩能力。MV7000中不需要励磁电源,而且节省投资、维护方便。所以轧机主电机、张力卷取机主电机和开卷机,均选用鼠笼型异步电机,电机在基速以下为恒转矩运行,基速以上为恒功率运行。采用交-直-交公共直流母线脉冲脉宽调制(PWM)全数字矢量控制变频调速系统驱动。在轧机主电机、张力卷取机主电机的顶部安装有空-水热交换器的封闭式循环冷却装置,与MV7000冷却单元采用一个外部密闭冷却水循环系统(冷却水量主电机 62m3/h,变频器 100 m3/h,共162 m3/h)。主轧机电机和卷取机电机,三台电机共用一个润滑油站,高低压油均由该设备提供。稀油站能满足3台主传动电机的轴承润滑,可以同时为三台电机的6个轴承提供高、低压润滑油。主传动电动机性能参数如表3所示。
7 结束语
高性能硅钢工程冷轧机组自调试运行后,轧制出的产品板型好、尺寸精度高、技术性能指标达均到了设计要求。该主传动系统在运行中具有稳定可靠、控制精度高、操作方便、维修简单等特点。交直交变频技术和设备以其优良的控制性能,较高的功率因数,良好的节电效果正逐步得到推广。随着高电压大功率的电力半导体器件功率元件性能提高,设备尺寸随之缩小,以及交交变频装置的输出频率低、电网功率因素低、旁频谐波影响、需要SVC及占地大等因素的影响,未来的冷轧生产线主传动变频装置正由三电平电压型交直交PWM矢量控制变频装置或直接转矩控制变频装置所取代。
[1]任子强,杨 静,李忠华.常规热连轧主传动交流变频调速系统[J].世界仪表与自动化,2009,(4):58-61.
