结晶器液面自动控制系统的应用与实践
2013-09-22,,
,,
(1.河北钢铁集团 唐山钢铁公司第二钢轧厂,河北 唐山 063016;2.河北联合大学 电气工程学院,河北 唐山 063000)
1 引言
唐钢第二钢轧厂3#连铸机(即原二炼钢厂3#连铸机)始建于1989年,设计年产量为40万t,此次改造前为5机5流连铸机,实际年产量为70万t,主要产品为130 mm×130 mm断面普碳钢和低合金钢。根据生产平衡和市场需求,进行了技术改造,将其改造为6机6流、断面150 mm×150 mm的连铸机,同时根据品种钢生产的实际需要引进了Danieli公司的关键部位的设备、技术,新增了液面自动控制系统、塞棒控制系统、电磁搅拌等自动浇铸功能,形成年产120万t多品种钢坯生产水平。连铸液面控制系统采用了Co60为放射源。通过近3年的摸索和技术改进,该系统在150 mm×150 mm等小断面铸机的自动开浇、自动连续浇铸方面已经取得很大成功,自动开浇率达98%以上,液位控制保持十分稳定。其主要优点是优良的表面/皮下质量、较轻的振痕深度和低一倍的漏钢率,因此提高了生产率,促进了品种钢的生产。
2 系统组成
该结晶器液面控制系统主要由3部分组成:1)检测系统;2)控制与处理系统;3)塞棒及其运动控制变频传动系统。
2.1 检测系统
检测系统用于测量结晶器内的钢水液位高度,它由Co60放射源、闪烁计数器和液位计组成。
Co60放射源和闪烁计数器安装在结晶器内,安装位置前后对称。Co60放射源发射出的γ射线穿过结晶器及其中的钢水时,一部分被结晶器和钢水吸收,一部分到达闪烁计数器的探测表面。由于被钢水吸收的γ射线随钢水液面高度的不同而不同,使得到达闪烁计数器表面的γ射线强度随着钢水液面高度的变化而变化。其变化规律为:随钢水液面高度的增加,到达闪烁计数器表面的γ射线强度越弱,它们之间存在着接近反比的关系,如图1所示。可见根据检测出的γ射线强度就可转换成钢水液面高度的变化。
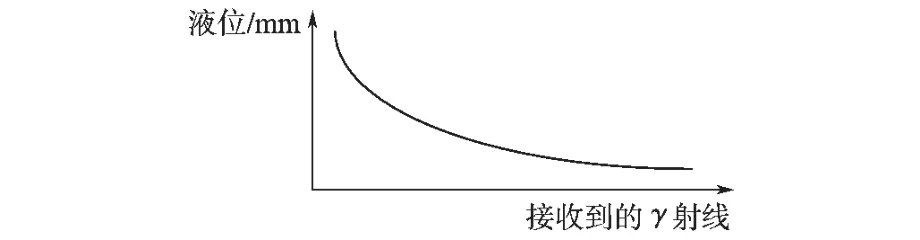
图1 接收到的γ射线强度与结晶器内钢液高度关系图Fig.1 Relation curve of γ rays and liquid level in mould
闪烁计数器将检测出的γ射线强度转换成电信号传送给液位计,液位计再将其转换成可反应钢水液位高度变化的4~20 mA传送给PLC系统。
2.2 控制与处理系统
控制与处理系统包括HMI(人机界面系统)、PLC、变频器和相应的网络通讯等。其控制系统构成示意图见图2。
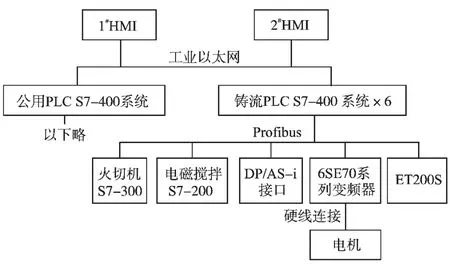
图2 控制系统构成示意图Fig.2 Schematic diagram of control system
HMI(人机界面系统)采用研华工控机,组态软件采用Intach8.0,所有控制画面及参数都可以在HMI上显示,还可实现各工艺参数的设定、调整、控制。
PLC采用西门子S7-400系列,CPU采用了高性能的CPU416-3DP。每流1个PLC站,6个流共6个PLC站,这6个铸流设备PLC站的硬件组态和程序完全一样,只是以太网址不同。图2中仅示意出1个流的PLC站。铸流设备PLC除实现本文论述的结晶器钢水液位控制外,还对本流的全部其他设备实现自动控制。
S7-400系列PLC具有强大的控制能力、运算速度和网络功能,目前在国内外要求非常高的自动控制系统中应用十分广泛。
PLC与HMI采用工业以太网进行通讯,PLC和运动控制MC变频器采用Profibus-DP网方便灵活地集成在一起。该系统兼具了Profibus-DP高速数据传送和工业以太网向管理层拓扑便利的优点。
2.3 塞棒及其运动控制变频传动系统
塞棒机构示意图如图3所示。塞棒机构由低速变频调速电机、位移传感器、传动机构等组成。工作时主PLC通过Profibus-DP网络发控制指令给运动控制MC变频器,再由运动控制MC变频器驱动变频调速电机带动执行机构、塞棒作升降运动。下部的位移传感器将当前塞棒的位置反馈给控制系统,控制系统再根据结晶器液面情况判定塞棒位置需提升或下降;完成一次动作后,位移传感器再将位置反馈给控制系统,再根据液面情况判定塞棒的升降,如此周而复始,维持结晶器内钢水液面保持在设定值。

图3 塞棒机构示意图Fig.3 Schematic of stopper rod mechanism
3 控制原理与实现
结晶器液面自动控制系统对连铸生产至关重要。传统的控制算法有3种[2]:流量型、速度型和混合型。根据我厂生产的钢种以及采取的控制方式,采用了流量型算法,通过控制进入结晶器的钢水流量,以保持液位稳定。即改变塞棒的位置来控制钢水流量,达到液位稳定的目的。
3.1 PLC控制原理及其算法
该系统采用双闭环(两级)PID控制系统,图4为其控制原理方框图,其控制目标就是要将结晶器内钢水液位保持在要求的水平。PLC将现场反馈回来的实际液位与设定值进行比较。其差值经过液位PID运算产生塞棒位置给定信号。该信号与检测到的塞棒的实际位置之差经过塞棒PID运算产生位置输出信号控制塞棒电机,使塞棒不断地调整位置直到结晶器钢水液位到达要求的水平。
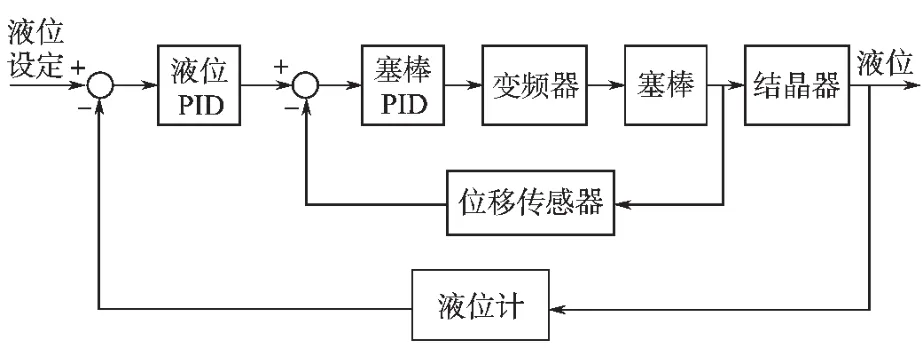
图4 液位控制原理方框图Fig.4 Block diagram of liquid level control
结晶器液面PID控制常采用一阶惯性加纯延迟环节,其模拟量PID控制微分方程的一般形式为

相应的传递函数为

式中:u(t)为塞棒控制的输入量;e(t)为液位偏差值;Kp为比例系数;Ti为积分时间常数;Td为微分时间常数。
Kp,Ti,Td构成系统的控制参数。
由于PLC系统是一种采样控制系统,它只能根据采样时刻的偏差值计算控制量。为了能使PLC程序实现式(1),必须将其离散化为如下的差分方程:
式中:e(k)为第k个采样时刻的偏差值;△e(k)为本次偏差值与上次偏差值之差,△e(k)=e(k)-e(k-1);Ki为积分系数,Ki=T/Ti;Kd为微分系数,Kd=Td/T。
从式(3)可以看出u(k)是全量输出,每次输出均与过去的状态有关,这就大大增加了PLC的程序运算量和数据存储量,延长了扫描时间。因此在程序中采用了如下所示的增量式算法。
增量式算法虽然只是算法上一点改变,却带来了以下优点:1)PLC只输出增量,误动作时影响小,必要时可加逻辑保护;2)手动—自动切换时冲击小;3)算式中不需要累加,增量只与最近几次采集有关,容易获得较好的控制效果,而且大大减少了PLC的程序运算量和数据存储量。
在 PID 控制中,Kp,Ki,Kd参数的设定是关键,它与浇铸的钢种、结晶器断面尺寸、拉速等有关。一般可根据仿真系统结果结合现场实际进行调整。更换浇铸的钢种或改变拉速后,可在H M I上方便地改变 Kp,Ki,Kd的控制参数。
为使液位调节准确快速,控制程序根据采集到的液位设定值与实际值的差值e(k)的大小,自动上下浮动调节参数。当 e(k)值大于某值时,Kp,Kd上浮一定比例,使塞棒快速提升或下降;反之,当e(k)值小于某值时,Kd下浮一定比例,以力求塞棒位置准确,从而快速而准确地到达给定液位值。
3.2 运动控制变频传动系统的实现
塞棒机构由运动控制MC变频器6SE7021驱动变频调速电机实现升降运动。MASTERDIVE家族的6SE70系列变频器包含VC和 MC 2种变频器。MC专门应用于运动控制系统,广泛应用于精加工行业如:车床、印刷、纺织、机械加工等。使用MC控制器可实现如下功能:速度控制、位置控制、装置之间的角同步控制等功能。
该MC变频器通过附加的CBP通讯板(Profibus通讯板),实现与S7-400主PLC自动化系统的Profibus-DP通讯。按照Profibus标准,CBP通讯板通过9孔SUB D型插座连接到Profibus系统,该接口的所有连接是防短路,并且是电位隔离的。对传动装置的数据存取总是按照主从方式进行,传动装置总是从站且每个从站本身都有明确的地址。PLC周期性的与传动装置进行数据交换。
在传动装置Profibus前置文件(版本2)的结构中,周期型通道的有用数据被定义为参数过程数据对象,即PPO。按照有用数据有无参数区、过程数据的字节数,共有5种PPO类型[4]。本系统中使用的是PPO5通讯协议。
在PLC中硬件组态变频器,编制通讯DB块,就可以将前述PLC程序运算结果,按照PP05通讯协议,通过Profibus-DP网络,传送给运动控制MC变频器,修改其控制字,驱动电机带动塞棒机构升降。
4 存在问题与解决
系统投入运行后,曾出现液面波动的现象。经分析研究,其主要原因与解决方案为:1)更换结晶器、更换传感器或电缆后,检测信号出现偏差,造成液位波动。此时应重新调校标定系统,重点标定置空和置满信号(即液位为空或满时的信号);2)做好抗干扰措施,避免干扰信号进入测量回路,连线连接可靠无接触电阻;3)部分钢种所需要的调节参数不同,需要与工艺结合好,根据现场实际(最好能仿真)调整参数。
5 结论
本系统的控制精度高达±3 mm,具有自动化程度高、稳定性好、控制精度高、偏差小等特点,自2007年投入运行以来效果良好,提高了连铸坯的质量,降低了漏钢率,有效促进了品种钢的生产。随着各种先进控制系统的开发应用,必将进一步促进我国连铸自动化水平的提高,为企业带来更好的经济效益。
[1]田海,崔桂梅,王晓红,等.西门子PLC控制网络的配置策略与应用[J].电气传动,2010,40(1):76-80.
[2]王保安,马竹悟.连续铸钢结晶器钢水液位自动控制及其实践[J].冶金自动化,2001,25(4):5-8.
[3]金德华.基于小型PLC的模拟量接口位置伺服系统研究与实践[J].电气传动,2009,39(9):69-70.
[4]西门子电气传动有限公司(SEDL).Simovert Masterdrivers矢量控制变频器使用大全[Z].AG 2005.