真空断路器灭弧室寿命特征参数分析
2013-09-22张毅
张毅
(中国南车青岛四方机车车辆股份有限公司,山东 青岛 266111)
1 引言
真空断路器以其触头开距小、燃弧时间短、灭弧能力强、触头磨损小、灭弧室容易更换等一系列优点而得到越来越广泛的应用,目前更是在中低电压等级的开关市场上占据主要地位,因此,对真空断路器寿命评估的研究一直是一个热门话题。为了评估断路器寿命,国内外相关学者建立了大量的评估方法和分析模型,但这些方法和模型大多还处在探索阶段,在实际应用中还有一定的难度。要想对真空断路器寿命进行较为准确的评估,就必须建立能准确反映断路器各种特征指标的数学模型。而这些数学模型都是建立在对断路器特征参数进行详细分析的基础上的,因此选择具有代表性的特征参数,并进行综合、全面的分析研究就显得尤为重要,但目前为止却较少有这方面的研究报导。
真空断路器的核心部件是灭弧室,从某种程度上来说,灭弧室的寿命就决定了断路器的寿命,因此,对真空灭弧室特征参数的研究是重中之重。
根据目前的文献资料,研究人员提出的这些评估模型所选择的特征参数并不完全一致,所赋予的权重也不尽相同。如文献[1]中基于可拓理论的评估方法,选择相对电磨损程度、累计开断次数、绝缘介质以及使用年限作为电气特征指标;文献[2]中基于模糊理论的评估方法,则选择相对电磨损、开断短路电流累积和、开断次数以及导电回路电阻作为电气特征指标。
本文把真空断路器灭弧室寿命特征参数分为触头材料、电弧能量以及真空度三个部分分别进行详细分析,见图1。
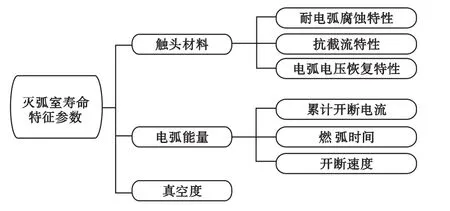
图1 灭弧室寿命特征参数
2 真空灭弧室结构
真空灭弧室主要由外壳、触头和主屏蔽罩三大部分组成,常见结构见图2。外壳的作用是构成一个真空密封的容器,在其中装有动触头、静触头和主屏蔽罩,同时又是动、静触头之间的支撑。触头是真空灭弧室内最重要的部件,用来导通和开断电流。
真空灭弧室常用的屏蔽罩有主屏蔽罩和波纹管屏蔽罩。主屏蔽罩包在触头周围,用来防止燃弧时弧柱中产生的大量金属蒸汽和液滴喷到绝缘外壳的内壁上,以致降低其耐压强度;同时又使金属蒸汽迅速冷却而凝结成固体,不让其返回到弧隙中,以有利于弧隙中气体粒子密度迅速降低和介质强度快速恢复。波纹管屏蔽罩包在波纹管周围,使燃弧时产生的金属蒸汽不致凝结到波纹管表面上,对波纹管具有保护作用。

图2 真空灭弧室结构
3 触头材料
真空灭弧室的成功灭弧在很大程度上取决于触头材料的电气开断特性,主要包括耐电弧腐蚀特性、抗截流特性和电弧电压恢复特性等。而这些电气特性又主要由材料的机械强度、熔点、硬度以及热导率等物理性质决定。近年来,真空断路器得以广泛应用也得益于触头材料的不断发展。不同触头材料其电气性能有较大区别,如图3是几种触头材料在开断距离为10mm时的击穿电压对比情况。
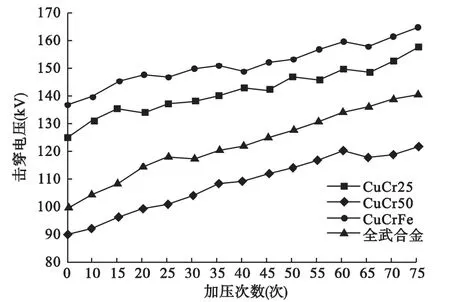
图3 不同触头材料击穿电压对比
3.1 耐电弧腐蚀特性
触头开断、电弧起燃的瞬间,电流集中到电极间的少数接触点上,损耗剧增,使得接触点温度急剧升高,引起电极金属材料发生一系列物理化学变化(见图4)。随着触头的进一步分开,熔化的电极材料会变成金属蒸气。金属蒸气的温度非常高,使得部分原子可能发生热电离,加上触头刚分离时,间隙距离很短,电场强度很高,阴极表面在高温、强电场的作用下又会发射出大量电子,并很快发展成温度很高的阴极斑点[3]。阴极斑点不断发射电子并产生金属蒸气,形成弧柱区,见图5。弧柱区集聚着大量高温的金属离子、原子和电子,不断的灼烧触头,使得触头表面逐渐粗糙变形,从而造成电磨损,即电弧腐蚀。
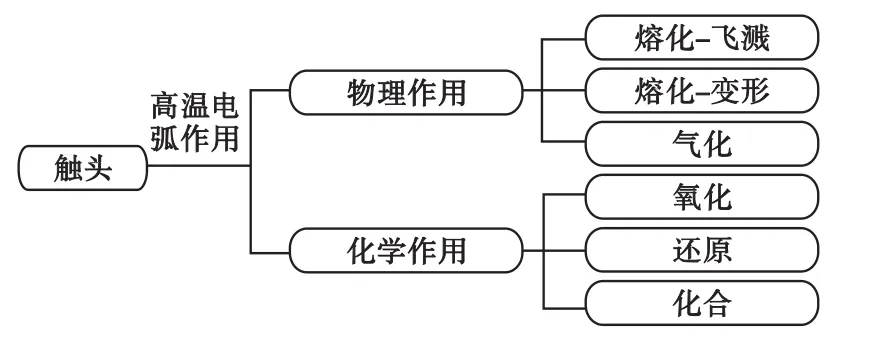
图4 触头电弧腐蚀
电磨损主要有两种形式:桥转移和电弧转移。桥转移是触头分离前由于电流的热效应使最后的接触点局部熔化形成液态金属桥,金属桥在最后拉断时会有部分由一极转移到另一极,桥转移每次转移的材料体积很小[4]。电弧转移主要发生在开断短路电流时,高温电弧作用于触头,使金属材料熔化、汽化,并在强电场作用下发生转移。因此,无论是那种形式的电磨损,高温热效应都是主要因素。触头耐电弧腐蚀性就取决于电极金属材料的抗高温性能,而抗高温性能又由材料的抗拉强度、熔点和硬度等决定。试验也表明,电极击穿电压测定值的差异主要是随着触头材料的机械强度而变化的,具有较高抗拉强度和硬度的材料的击穿电压较高[5]。因为在高场强下,机械强度较弱的材料会放出大量松散的金属微粒。放出微粒的难易程度取决于金属中原子的固态结合力。
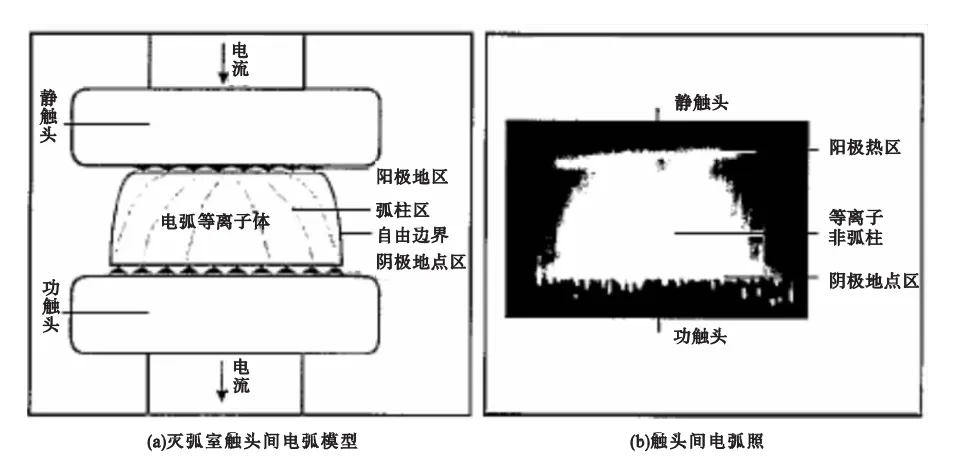
图5
3.2 抗截流特性
当触头开断时,由于真空间隙具有极好的恢复特性,电流在某些情况下会按电流正弦规律自然过零之前突然截断,即电流截断。由于电流被截断,电路中的电感负载(如空载变压器和电动机等)上剩余的电磁能就会在电路中引起很高的截流过电压[6],使电弧燃烧时间加长,电磨损量增大,系统绝缘遭到破坏,真空灭弧室寿命降低。
截流现象与触头材料物理性质也有着相当密切的关系。影响截流值的主要因素有电极材料的饱和蒸气压、熔点和热导率等。一般认为,在一定温度下饱和蒸气压和材料汽化速率之间有以下关系:
V=0.058P·M/T
式中:V—汽化速率,g/mc2·s;
T—绝对温度;
P—温度T时的饱和蒸气压,Pa;
M——分子量。
根据此关系式可知,在一定温度下电极材料的饱和蒸气压越高,汽化速率越大,汽化出来的金属蒸气也越多,易于维持电弧的稳定,更难灭弧。另外,研究也表明,截流值和电极材料的熔点T0与其热导率λ的乘积T0·λ有良好的相关性,T0·λ越大,截流值一般也越大[3]。表1是几种材料的截流值对比情况。

表1 几种材料的截流值
3.3 电弧电压恢复特性
真空电弧电压在很大程度上取决于阴极材料。这是因为电弧中散发的能量与电弧电压成正比[4],电弧电压越低,电弧能量就越低,对触头造成的损伤就越小。真空电弧在电流过零熄灭后,如果触头间隙的绝缘强度得不到恢复,则一旦恢复电压加于它的两端,真空间隙会被再度击穿,使电弧重燃。在燃弧期间,蒸发出来的蒸气也使得电弧重燃更为容易[7]。因此,蒸气离子和电子移开得越快,绝缘强度就恢复得越快。触头表面不仅将气体冷却,而且还给残留的离子和电子中和、降温提供了场地。由此可知,具有较高热传导率的触头材料能快速冷却高温粒子,加快绝缘恢复速度,降低电弧重燃的可能性。

表2 几种材料的电弧电压
4 电弧能量
4.1 累计开断电流
开断电流(I)直接关系到作用于触头的电弧能量(I2t)的大小,而电弧能量又是触头电寿命的决定性因素,因此,累计开断电流长期以来是判断真空断路器是否需要更换的重要参量。图6是铜钨合金电极开断短路电流与电磨损量的关系。
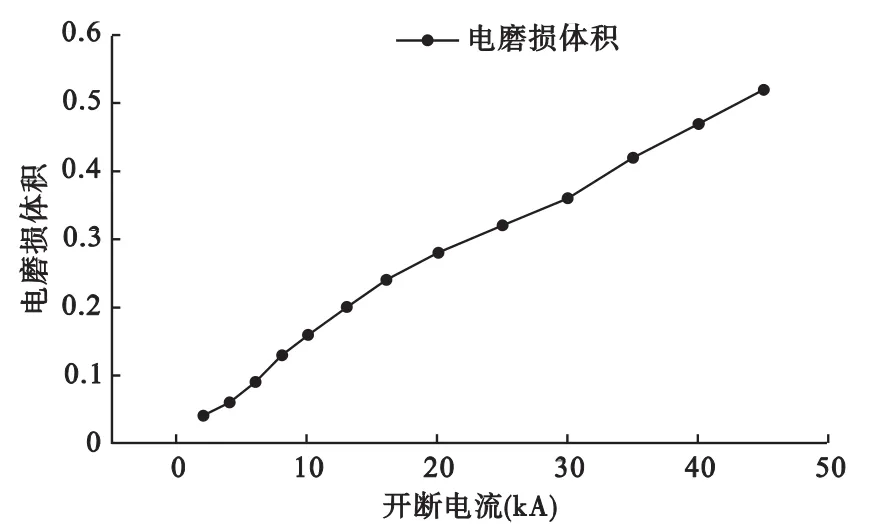
图6 40%Cu60%W电极电磨损量与开断电流的关系
由图6可以看出,开断电流增大,电磨损成倍数增加。特别是当开断电流为短路电流时,阳极表面高温熔化,产生直径较大的腐蚀物微粒,并在电流过零后,电极表面形成热熔化坑。这个熔化坑慢慢冷却,成为电弧熄灭后残余金属蒸气的源泉,使灭弧室灭弧过程变长,灭弧难度加大[4]。电弧熄灭后,电极会改变极性,而且阴极会出现熔化了的液态坑,高电压对熔化坑的作用使坑在高电场下破裂,从而降低间隙击穿电压,使触头进一步遭受损伤,降低电寿命。
4.2 燃弧时间
燃弧时间是指某相中首先起弧瞬间到各相中电弧最终熄灭的时间间隔[8]。它的长短直接体现灭弧室的灭弧能力,燃弧时间越长,触头电磨损越严重,电弧越难熄灭。这是因为在开断瞬间,触头开距较小,介质恢复强度较弱,此时真空金属蒸汽处于高密度状态,电流在第一次过零后间隙又被击穿,使电弧重燃[9]。
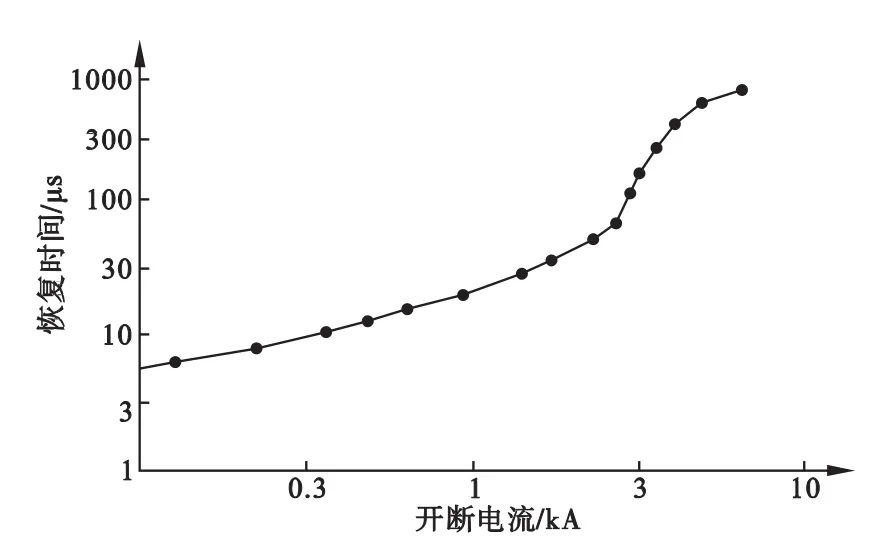
图7 开断电流与恢复时间的关系
图7是开断电流与介质恢复时间的关系曲线,一般认为,断路器开断电流越大,燃弧时间越长(见图8),介质恢复速度越慢,恢复时间越长。根据文献[10],G.Frind提出的介质恢复时间与燃弧时间有如下关系式:
式中:Tr为介质恢复时间;Ta为燃弧时间;k为常数。
由此关系式可知,燃弧时间过长会使恢复时间加长,从而增加绝缘介质重击穿概率,甚至可能导致开断失败。根据大量的试验结果也证明,真空断路器在开断短路电流试验中,当开断电流逐渐增大时,平均燃弧时间也随之增长,分散性也增大,复燃和重击穿的概率增大,在反复经历这一过程之后,断路器就丧失了开断能力[11]。
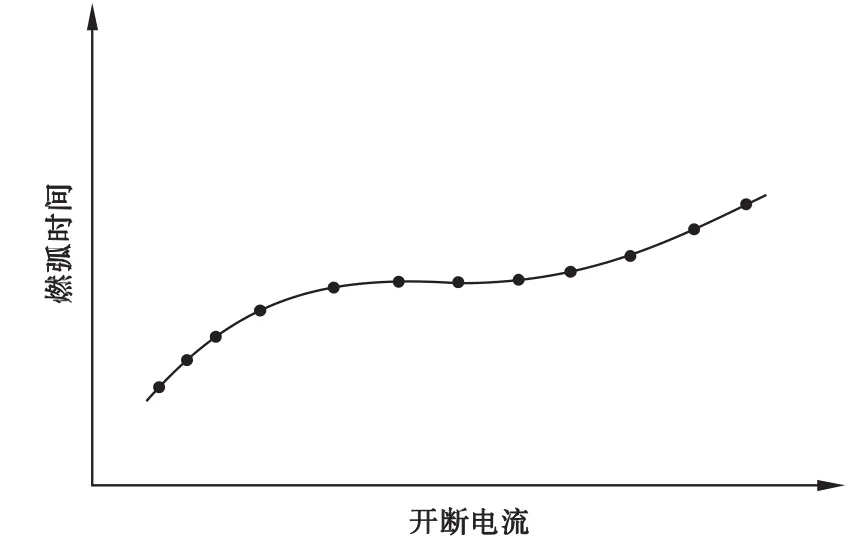
图8 开断电流与燃弧时间的关系
4.3 开断速度
触头开断速度对燃弧时间有重要影响,开断速度越慢,电弧停滞时间越长,作用于触头的能量越高,电磨损越严重。这是因为触头表面气化产生的金属蒸汽在流经弧柱时被强烈地加热,并平行于触头表面向外流出,若开断速度慢,则在开断初期,动、静触头之间的距离较小,高温金属蒸气以较高的速度流经触头表面时,大部分热量又传回触头表面,使触头表面出现严重熔化。当严重的熔化现象与高速气流流经触头表面产生的剪切应力一起出现时,大块的金属材料可能从触头表面上脱落,使电磨损更加严重。因此,触头的分断速度不宜太低[3]。
但是开断速度并不是越快越好,据有关研究,当分断速度大于6m/s时,其对电弧停滞时间的影响就非常小了[12]。而且提高分断速度需要加强分断弹簧等机械机构的强度,也会给灭弧室带来振动问题[13],因此,过分增大触头开断速度未必对提高灭弧室寿命有利。
5 真空度
真空度是表征真空断路器灭弧室绝缘性能的主要指标。若真空度没有达到工作要求,灭弧室绝缘强度不够,则在断路器开断电流时,电弧电流过零后,触头间隙间的暂态恢复电压速度快于触头间隙绝缘恢复速度,电弧就会重燃,从而导致开断失败。

表3 不同真空度下的气体分子密度
通常,真空灭弧室的真空度即真空压力值在1.33×10-2~1.33 ×10-5Pa之间,属于高真空范畴[14],在这样高的真空度下,气体的密度很低,气体分子的平均自由路程很长,因此触头间隙的绝缘强度很高。表3是不同真空度下的气体分子密度情况。为保证灭弧室的可靠工作,其真空压力有一个允许的最大值,当真空压强高于此值时,真空灭弧室将失去其灭弧能力。例如对真空断路器灭弧室,我国部标(JB)技术中规定其真空压强的允许最大值为1.33×10-2Pa,国标(GB)中为 6.6 ×10-2Pa[15]。图 9 是真空间隙为1mm的情况下钨电极的击穿电压随真空度的变化曲线。由图可见,当压强低于10-3Pa时,击穿电压基本保持不变。这是因为气体分子的碰撞游离已经不起作用,击穿电压由其他条件决定;当压强大约高于10-1Pa,低于102Pa时,击穿电压明显随压强增大而减小,曲线呈现直线下降趋势。
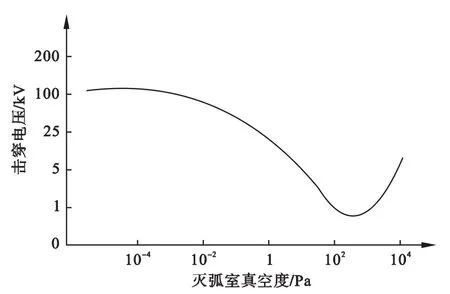
图9 钨电极的击穿电压随真空度的变化
6 结论
综上所述,触头材料的熔点、硬度等物理特性决定了触头的耐电弧腐蚀和抗截流特性以及电弧电压恢复能力;累计开断电流、燃弧时间和开断速度直接影响电弧能量的大小,而电弧能量是造成触头电磨损的直接因素;真空度可作为灭弧室内的绝缘强度的表征参量,真空度越高灭弧越迅速,电弧所造成的电磨损越小。触头材料、电弧能量和真空度都直接影响真空断路器灭弧室的运行状态,建立评估模型需综合考虑三者的特点和相互作用,从而有效预测灭弧室寿命。
[1]马国立.基于可拓理论的高压断路器状态评估[D].华北电力大学,2009.
[2]李宇,张国钢,耿英三.基于模糊理论的高压断路器状态评估研究[J].高压电器,43(4):274 -277.
[3]徐国政,等.高压断路器原理和应用[M].北京:清华大学出版社,2000.
[4]李伟.基于模糊综合评判的高压断路器状态评估方法研究[D].重庆大学,2004.
[5]M.S.奈杜,V.N.墨尔勒,等.SF6和真空中高压绝缘及电弧开断的进展[M].北京:水利水电出版社,1986.
[6]严群,杨志愁,丁秉钧,等.真空触头材料显微组织对饱和蒸气压及截流值的影响[J].高压电器,1995(6):28 -31.
[7]傅肃嘉.烧结法与熔渗法铜铬触头微观组织差异及对电性能的影响[J].高压电器,2003(9):52 -55.
[8]栗玉霞,王涛.一种断路器开断燃弧时间检测新方法[J].电力自动化设备,29(11):54 -57.
[9]Voshall RE.Current interruption ability of vacuum swithes.IEEE Transactions on Power Apparatus and Systems,1972,PAS -91(3):1229 -1224.
[10]Frind G,Carroll J,Goody C.P,et al.Reeovery times of vacuum interrupter which have stationary anode spots.IEEE Transactions on Power Apparatus and Systems,1982,PAS -101(4):775 -782.
[11]范舜,顾玉骥,王季梅,等.真空断路器燃弧时间的统计分析[J].科技论文,1993(2):2 -5.
[12]叶忻泉,赵荣祥,吴茂刚.塑壳断路器触头分断速度定量计算方法的研究[J].浙江大学学报,40(3):448 -453.
[13]刘玉箎.国外机械工业基本情况[J].低压电器,1994,4(3):302-303.
[14]吴军.真空断路器真空度在线检测系统的研制[D].华北电力大学,2007.
[15]姚爱明.真空灭弧室真空度的超声和脉冲电流的检测与实验研究[D].重庆大学,2005.
[16]蔡晶晶.真空断路器健康诊断系统的研究[D].河海大学,2007.
