某厂同步机励磁装置故障分析及应对措施
2013-09-14王晓兵魏江丽王相军
王晓兵 魏江丽 王相军
(新疆独山子石化公司乙烯电气车间 833600)
1 某厂同步电动机无刷励磁系统的组成
某厂制氢车间有同步电机6台,励磁系统属于无刷励磁装置,该励磁系统由静态励磁装置,旋转励磁装置,失步检测装置三部分组成。静态励磁装置安装在配电室,旋转励磁装置由功率模块,控制模块,附加电阻模块三部分组成,均安装在旋转整流盘上,失步检测探头安装在旋转整流盘附近,通过电机接线盒引至静态励磁装置。

图1 励磁系统图
2 无刷励磁装置的工作原理
2.1 静态励磁装置
本装置受电于交流三相四线380/220V电源,经本柜空气开关LZK送至励磁变压器ZLB的一次侧经接触器LC连于三相半控桥,在高压电机断路器合后,经本装置所设定的延时后,LC吸合,同时触发脉冲,三相半控桥即按预先设定值α角初始值提供直流励磁电压和励磁电流,在LC经一定延时,以在电机可靠牵入同步后,自动调节系统和保护系统才投入工作。
2.2 旋转励磁装置
在同步机主轴上安装一台三相交流励磁发电机,该励磁发电机的定子绕组和转子绕组与一般交流发电机相比是反装的,即定子励磁,转子发电。经静态励磁装置供给定子励磁绕组直流励磁电源,与主轴一起旋转的转子绕组发出三相交流电,并经硅整流管D1-D6整流后供给同步电动机转子绕组L励磁电流,旋转整流装置中的控制模块检测电机转子频率为sf 的感应电压正半周脉宽,当脉宽达到投励定值并过零时,控制模块发出触发脉冲开通晶闸管,同步机由顺极性准角投励平稳牵入同步。
调节交流发电机定子励磁绕组的励磁电流,就可以调整励磁发电机的转子所发出的三相交流电压,从而改变同步电动机转子励磁绕组L的励磁电流。同步机启动或停止时的的灭磁环节和同步机的投励环节都安装在转子上,均在旋转状态下工作。这种由励磁发电机从转子发电,整流器在旋转状态下进行整流供给同步机转子励磁方式,就不需要有静止部分和旋转部分之间的相互接触导电,完全省去了电刷和滑环的接触。
3 故障现象及分析
通过对该厂同步机励磁系统组成和工作原理的介绍,分析该车间同步机近两年来频繁发生的故障,并提出相应的改进方法,为处理同步机励磁故障作参考。
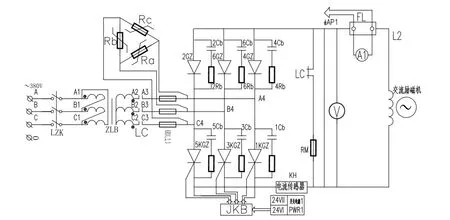
图2 静态励磁电路图
2009年3月3日该车间1台同步机在起动过程中,励磁柜上定子电流表显示68A,(其额定电流为:51.6A), 同步机开起大约一分钟后跳车,励磁柜无故障报警信号,同步机综合保护器150C保护动作停机,查阅综合保护器内存储值为0.67,0.68,0.69,变比为100/5,计算动作电流值为67A,68A,69A,与励磁柜上定子电流值一致。随后检查工艺负荷无问题,盘车正常。再次检查励磁柜,在试验位手动投励调试励磁,无励磁电压和电流,检查柜内开关、保险、整流元件均未见异常。逐一检查电子电路插件板及外围线路,最后确认24V电源板无24V输出,更换24V电源板后投励正常,但耗时太长,影响了装置的正常生产。
某厂制氢车间在2010年相同的故障先后发生了3次,严重影响了该厂的经济效益,由此该厂对供电维护单位提出了要求,同步机故障跳车以后,能快速发现故障并解决问题,在最短的时间内恢复生产。
4 故障处理方法
因此,该厂的供电维护单位,专门组织力量进行故障分析并提出解决问题的方法。随后翻阅两年的同步电动机故障记录, 同步机励磁柜24V电源板已4次损坏,而每次因损坏无故障报警,都使处理人员进入判断处理误区,加长了处理故障的时间,影响正常的生产。
图2中24V电源板给JKB接口板提供电源,若此电源消失,将会使JKB无法输出触发脉冲,导致1KGZ、3KGZ、5KGZ三个可控硅不能导通,励磁系统无法正常投励,同步机在开启后,在异步状态下运行,定子电流很大,而导致同步电动机保护动作停机。
因此针对此问题提出了以下改进措施:
1.对24V电源板的直流220V输入电源螺旋保险更换为带保险的高分段微型断路器,操作时保证电源板的稳定性。
2.在24V输出电源上加一24V中间继电器,24V电源消失时,中继动作,其一对接点引至报警,一对接点引至跳闸回路。这样,电机开启或运行过程中,24V电源板损坏会使电机立即跳车并发出励磁故障报警。使处理人员迅速,准确判断出故障点,及时将故障处理。
3.通过网上多次查询,购买质量可靠、性能稳定的24V电源板。
以上处理措施已经通过专业技术讨论上报上报被采纳,待装置停工检修时进行改造。
5 励磁装置改进后的实际应用效果
在2011年7月该厂大检修期间,对制氢车间6台同步机励磁装置进行了相应的改进和24V电源板更换,通过改进后,同步机连续运行至今1年有余,6台同步机励磁柜共出现1次 24V电源模块故障,都发出了励磁故障报警,及时提醒电气维护人员对故障准确诊断、处理,为装置的安稳长运行赢得了时间,与改进前相比节约近80%的时间,其效果是显而易见的。
6 结束语
由于某厂制氢车间是为该厂加氢装置提供氢气,所以制氢装置的同步电动机能否正常运行,直接影响加氢装置的安、稳、长运行。因此,通过励磁系统的改进,使电气维护人员能够快速判断故障原因,并及时进行处理,避免励磁同步电动机跳车后长时间进行故障原因查找,影响生产装置的长周期运行和经济效益。
[1] 张占松 . 现代电工手册 ,晶闸管的触发电路,广东科技出版社,1993
[2] 吴浩烈 . 电机及电力拖动基础 ,同步发电机的工作原理【II】,重庆出版社,2003
