基于ISA S88的批处理控制系统在包衣机中的应用
2013-09-13王培栋
王培栋
(罗克韦尔自动化(中国)有限公司,上海 200233)
0 引言
近年来制药行业高速发展,生产企业的生产管理水平却仍旧落后。普遍存在的手工操作、人工追溯的生产方式不适应生产管理的要求。药品质量事故频发,屡屡见报。为规范行业制度,国家食品药品监督管理总局在2011年3月颁布新版GMP。法规对于药品生产过程提出的安全性、可控性要求极高。在此大背景下,引入自动化控制系统,特别是基于计算机技术的自控系统显得尤为必要。这为高水平的生产管理、控制水平提供基础,同时也保障了GMP 合规。
包衣机作为片剂生产的重要设备,其生产过程也应纳入GMP的合规管理。目前国内的包衣机多采用单机运行、人工记录的传统模式。本文研究将基于S88 标准[1~2]的批处理控制系统应用于包衣机,形成高效、柔性的合规控制系统。
1 批处理控制系统软、硬件选型
由于全球技术标准的存在及成本控制的考虑,项目的控制元器件选用Allen Bradley的PLC5 系列及相应平台。软、硬件选型见表1。

表1 软、硬件选型
基于上述软、硬件架构,系统的控制命令可从两方面获得,即操作员通过上位机HMI 发送或批处理软件RSBatch 自动发送。相应的,系统的状态指示可输送至上位机HMI 及RSBatch 进行显示、报告参数
2 符合S88的系统模型
对应S88 物理模型,包衣机作为设备集合的一小部分,在批处理控制系统中定义为一个单元,即为工艺流程中的一个单独环节。符合S88的系统模型及调用关系如图1所示。
构成单元的设备模块是控制模块的逻辑集合,例如:空调机组设备模块由空调机组风扇、空调机组空气流量以空调机组温度等多个控制模块组合而成,用以实现包衣过程中对空调机组进气单元的控制。而作为系统物理模型的最基本要素,每个控制模块对应包衣机的一个控制设备,例如:空调机组进风风扇控制模块、包衣锅电机控制模块等。与物理模型相对应的逻辑模型由单元流程、单元操作及阶段三个部分组成。单元流程对应于单元的物理模型,通过调用单元操作,可完成片剂包衣及原位清洗两个完整的生产流程。而单元操作则以配方的形式,通过阶段模块对设备模块实现控制,完成具体的生产动作。
3 控制模块定义
控制模块用于控制单个物理设备的启停。研究涉及的所有具备控制要求的物理设备均以控制模块的形式在PLC 中进行模块化编程。表2为系统包含的控制模块与硬件设备的对应关系。
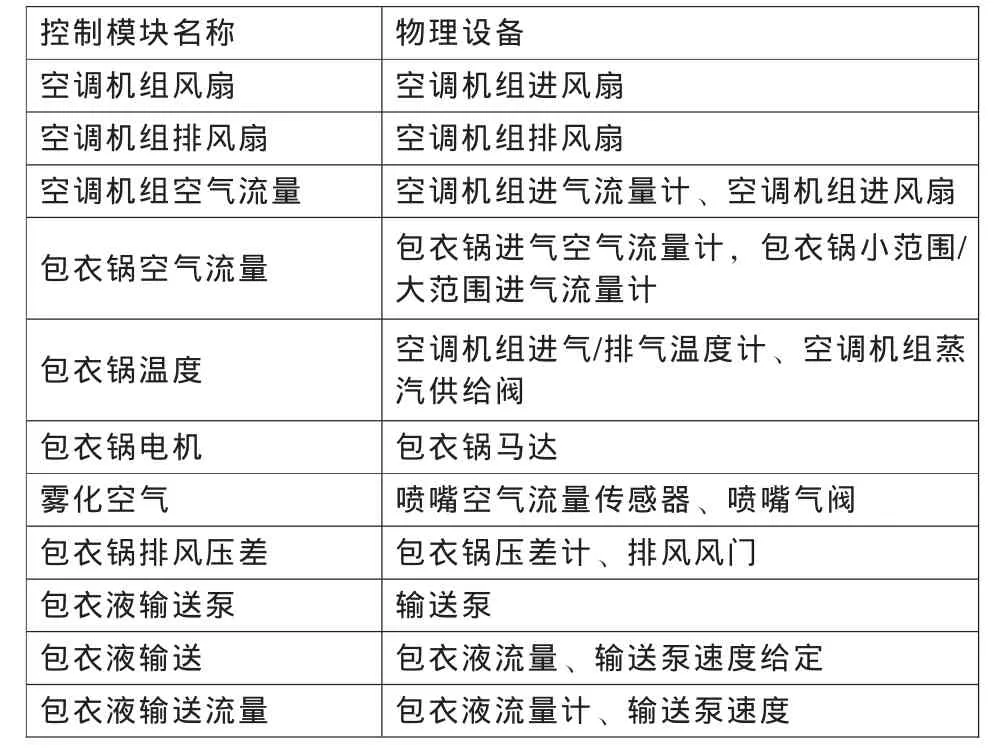
表2 系统控制模块列表
4 阶段模块定义
阶段模块通过启停控制模块来控制设备完成生产过程。阶段模块中定义了阶段的状态、切换条件及参数等内容。阶段模块在PLC 中对控制模块进行调用。表3为过程功能阶段模块与控制模块的对应关系。
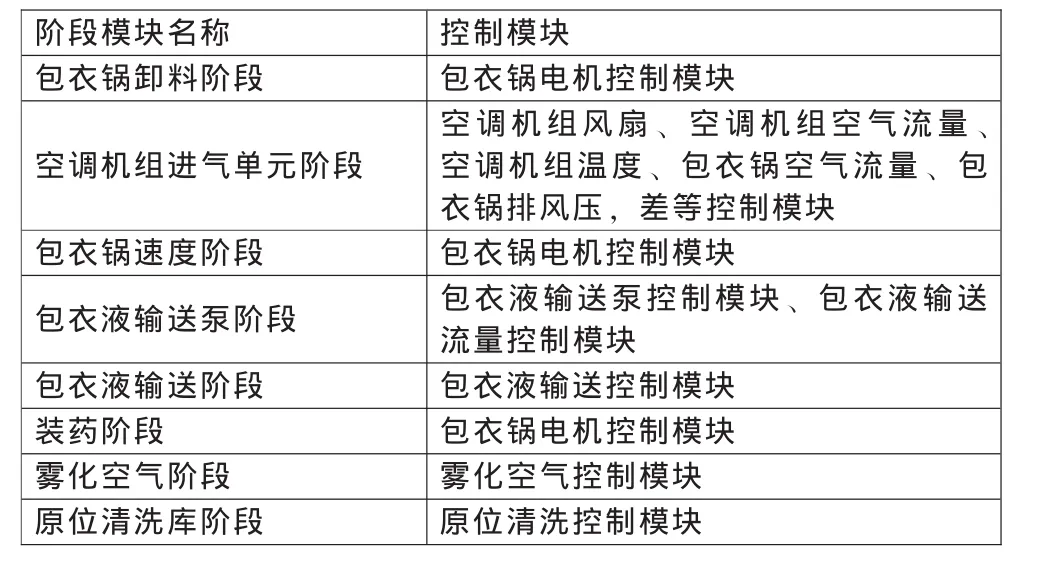
表3 阶段模块
5 RSBatch 系统及配方组态
基于RSBatch的模块化批处理控制(MBA)理念,参数、标签等用于采集过程参数、设备运行状态以及批次报告内容的数据接口需要进行自上而下的传递式定义。在RSBatch 中,以枚举集合的形式进行配置,确保报警状态正确传递至单元层面。RSBatch 系统的组态包含以下内容:
(1)单元定义及配置:将包衣机定义、配置为独立的单元。
(2)单元标签定义:在S88 标准的模块层级中,均定义和配置标签,满足该层数据应用。单元层面须定义相关阶段模块参数,供采集过程参数、上传报告等用途。
(3)枚举集合定义:基于MBA 理念,在控制模块中定义的报警标志位,如需最终以关键批次报警的形式记录入文件,须以枚举集合的形式进行配置。
(4)阶段定义:定义配方所调用的阶段模块。
(5)阶段参数定义:阶段参数作为阶段的属性,须在系统中加以定义,供采集、报警等用途。
(6)阶段报告参数定义:报告参数的定义不仅可将过程值上传至批次报告,也可用来连接阶段与枚举集合接。在报告参数定义后,相应的过程值及设定值变化将会被系统记录于批次事件记录文件。
(7)RSBatch 操作安全等级定义:定义系统安全级别,分别赋予不同的操作权限,确保系统功能仅对授权级别开放。
(8)配方组态:作为单元流程和单元操作的表现形式,须在系统中对配方的相互调用顺序关系进行定义及组态。以下所列为批处理控制系统的部分重要配方:①灌泵操作:顺序调用包衣液输送泵阶段模块等阶段模块完成包衣液输送泵运转、管道气泡排除等操作;②预热操作:顺序调用空调机组进气单元、包衣液输送泵、包衣锅速度阶段模块等阶段模块完成包衣机管道及锅体预热操作;③加热操作:顺序调用空调机组进气单元、包衣液输送泵、包衣锅速度阶段模块等阶段模块,自动将片剂加热至包衣温度;④喷淋操作:顺序调用空调机组进气单元、包衣液输送泵、包衣锅速度、雾化空气、包衣液输送阶段模块等阶段模块,对加热后的片剂进行包衣操作;⑤冷却操作:顺序调用空调机组进气单元、包衣锅速度阶段模块等阶段模块,引入常温空气对包衣片进行冷却;⑥原位清洗操作:顺序调用包衣锅速度、原位清洗阶段模块等阶段模块,引入不同管路的清洗液,对包衣锅进行原位清洗操作。顺序功能图表及配方参数是配方组态的两大要素。以喷淋操作为例,表4所示为该配方的部分参数。
顺序功能图表除了顺序配置阶段模块外,还定义了阶段的切换条件。图2所示,为喷淋操作所涉及的阶段模块及顺序功能图表。

表4 部分喷淋操作配方参数
图2 喷淋操作顺序功能图表
6 批次报告
批次报告作为面向国家机关、审计机构审查的重要依据,其准确性、不可篡改性、可追溯性均有严格的要求。美国联邦法规21 章11 部分对电子签名、电子记录提出了明确的要求[3]。对于电子形式的批次报告,其GMP 合规的基本要求如下[4]:①具备审查及签批流程;②数据准确无误;③不可人为篡改;④明确的时间戳、所属区域及执行人信息。
本系统的批次报告由人工编制。批次报告最终交付审查及批准的形式为pdf 文件,内容采用RSBatch 系统事件记录文件所记录的批次运行信息[5]以及HMI 系统采集的关键过程参数的趋势图样。
系统所采用的批次报告生成方式,很大程度上满足了前面所描述的GMP 合规的基本要求:①审查签批流程在生成报告时加入;②报告的数据来源于FTBatch 系统的自动事件记录文件及HMI 系统的趋势记录,确保其准确无误;③信息均具有明确的时间戳、所属区域及生产操作执行人信息。
7 基于GAMP5的计算机化系统验证
遵照GAMP5 指南,在计算机化系统验证的不同阶段,均会有不同的验证项目交付物作为项目输出,以期满足合规的要求。 表5 罗列了对应ISPE GAMP5 V 模型不同验证阶段的交付物[6]。
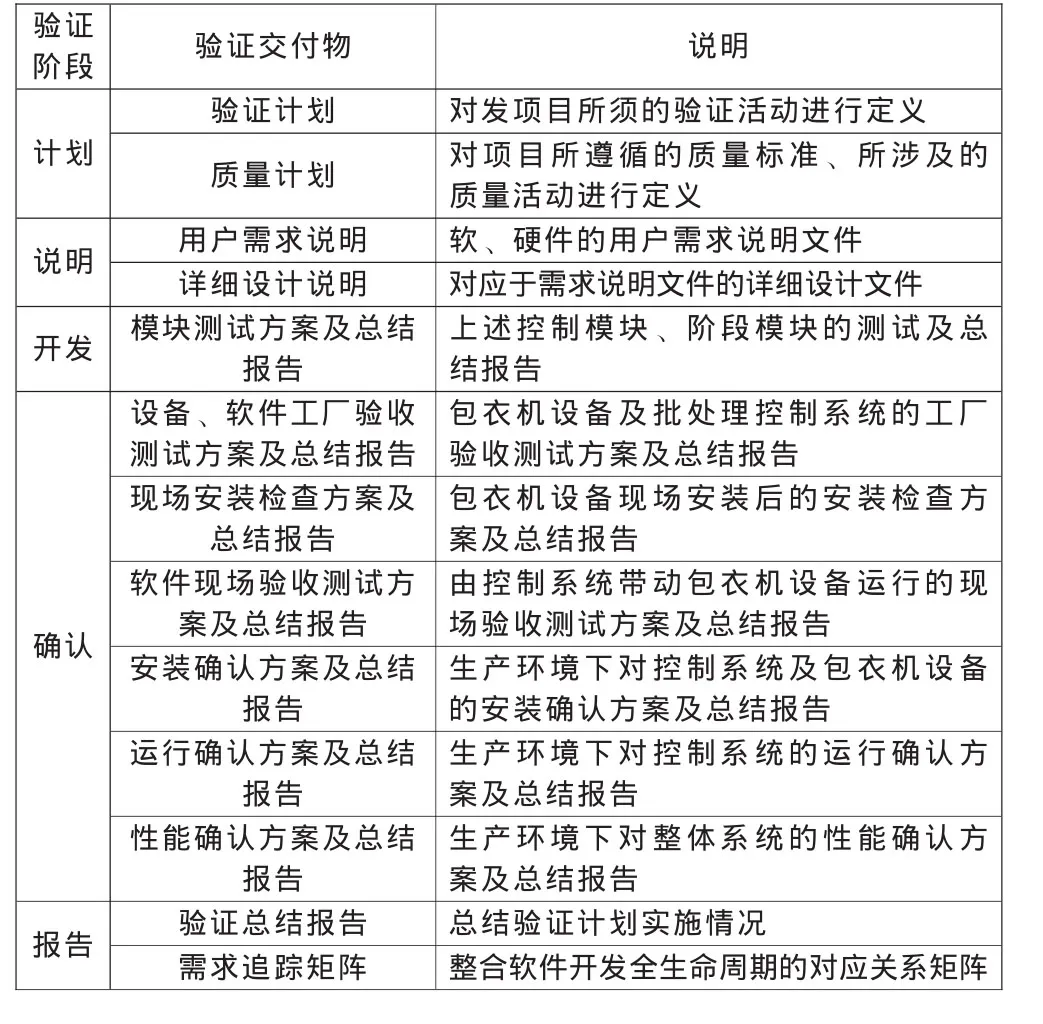
表5 验证阶段及交付物
8 结论
上述基于S88的批处理控制系统已于2012年获得某跨国制药企业的工程及质量部门验收通过,符合其集团内部严格的内控质量流程及标准。
该包衣机系统已于2012年4月投入试生产,目前已成功生产超过20个批次。与此同时,针对药监局的审计申请也已成功递交,具体的审计将在2013年上半年进行。
[1]ANSI/ISA.ISA-S88.01-1995,Batch Control Part 1:Models and Terminology[S].ISA,1995.
[2]ANSI/ISA.ISA-S88.00.02-2001,Batch Control Part 2:Data and Guidelines for Language[S].ISA,2001.
[3]U.S.Food and Drug Administration.Guidance for Industry,Part 11,Electronic Records,Electronic Signature–Scope and Application[Z].US:Food and Drug Administration,2003.
[4]U.S.Food and Drug Administration.Electronic Records,Electronic Signatures 21 CFR Part 11[Z].1997.
[5]Rockwell Automation.FactoryTalk Batch Technical Reference Guide Volume 1[Z].US:Rockwell Automation,2011.
[6]SAE International.Control System Software Testing and Validation[M].US:SAE,2005.
