基于ABAQUS的挖掘机铲斗热—力耦合分析
2013-09-12黄莉
黄 莉
(江苏省产品质量监督检验研究院,江苏南京 210007)
基于ABAQUS的挖掘机铲斗热—力耦合分析
黄 莉
(江苏省产品质量监督检验研究院,江苏南京 210007)
建立了挖掘机铲斗几何模型,采用有限元的思路,使用大型有限元软件ABAQUS对其焊接动态过程进行数值模拟。考虑到材料的力学性能,以热-弹塑性分析为基础,通过热-力场间接耦合,把温度场耦合到应力场中,对焊接过程等效应力场、瞬时等效应力、焊接道次间等效应力、残余应力进行了分析,获得了焊接过程的应力场具体分布情况。
焊接;ABAQUS;热-力耦合;应力场
焊接过程中的应力应变及焊接后的残余应力和残余变形,是影响焊接裂纹和焊接接头性能的重要因素。焊接应力应变的数值模拟分析一般包括焊接动态应力应变、焊接残余应力和残余应变。研究焊接应力和变形的数值方法有许多,如固有应变法、基于热弹塑性有限元分析、考虑相变与热应力耦合效应等[1]。20世纪90年代以来,国内外学者对焊接的仿真模拟做了大量研究工作。Shim等人采用基于平面应变热弹塑性的有限元法,对不同的坡口形状所产生的焊接残余应力进行了各种分析区别[2-3]。Shan等人采用3D有限元模型对试验进行了验证,并成功预测了残余应力的分布[4]。梁晓燕建立了双热源模型,选取了不同方向来观察其残余应力,获得中厚板的变形量,计算结果与实测数据结果相差不大[5]。从以上研究可以看出,焊接数值分析取得了一定的成果,不过大型构件还有待做进一步研究。
本文针对挖掘机铲斗体,运用ABAQUS软件对其焊接过程进行数值仿真,试图获得焊接过程的动态应力场和残余应力,用于指导实际生产。
1 有限元模型建立
焊接的整个过程变化复杂,在利用有限元进行焊接热力学模拟时,一般以温度场、应力场、变形和组织之间的互相影响为考虑对象,忽略其他因素,它们的相互关系可简化成图1,图中实线表示强烈的影响关系,虚线表示较弱的影响关系。

图1 温度场、应力应变场与显微组织状态场的相互影响
从图1可以看出,焊接的温度场和金相显微组织对焊接应力应变的影响比较大,反过来的影响却很小,因此在分析焊接过程的时候,一般只考虑单向耦合关系,就是焊接温度场和金相显微组织对焊接应力应变场所起的影响,不考虑反作用影响。本文所研究的是高强钢HG70焊接结构的温度场和应力分布规律,一般对高强钢而言,由于在冷却过程中的相变发生在较低温度,所以需要考虑相变对焊接应力应变过程的影响,不过与相变时的体积膨胀相比,对残余应力的影响就显得很小,因而没有考虑相变潜热对残余应力的影响[6-8]。
采用顺序耦合热应力分析的方式对焊接应力场求解[9],用Python语言编写热源程序,将铲斗体的温度场和应力场进行耦合,且温度场计算结果作为应力场分析预定义场,铲斗体中焊接温度场对焊接残余应力的影响比较大,不过焊接应力场对温度场的影响比较小,求解流程如图2所示。
1.1 网格划分
铲斗体的几何模型如图3所示,焊缝长度约为2.3m。由于焊件比较厚,采用多层多道焊以填满截面内的坡口。在划分网格时考虑到网格精度与计算结果精度和计算时间的关系,对受焊接影响较大的区域使用网格加密,在远离焊缝的地方采用较粗的网格,具体划分情况如图4所示。在做铲斗焊接应力有限元分析时,采用与温度分析时相同的单元和节点。

图2 顺次耦合数据流程图
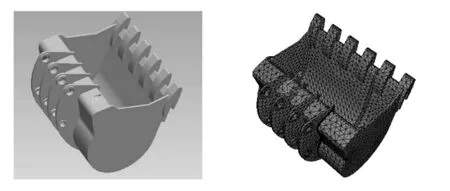
图3 铲斗体几何模型 图4 铲斗体有限元模型
1.2 材料热力学参数设置
在焊件应力场的分析中,假设材料为理想的塑性材料,不考虑切变模量和硬化指数,用到的材料热力学参数主要有热膨胀系数、泊松比、屈服应力等,这些参数都随温度变化而变化,具体见表1。
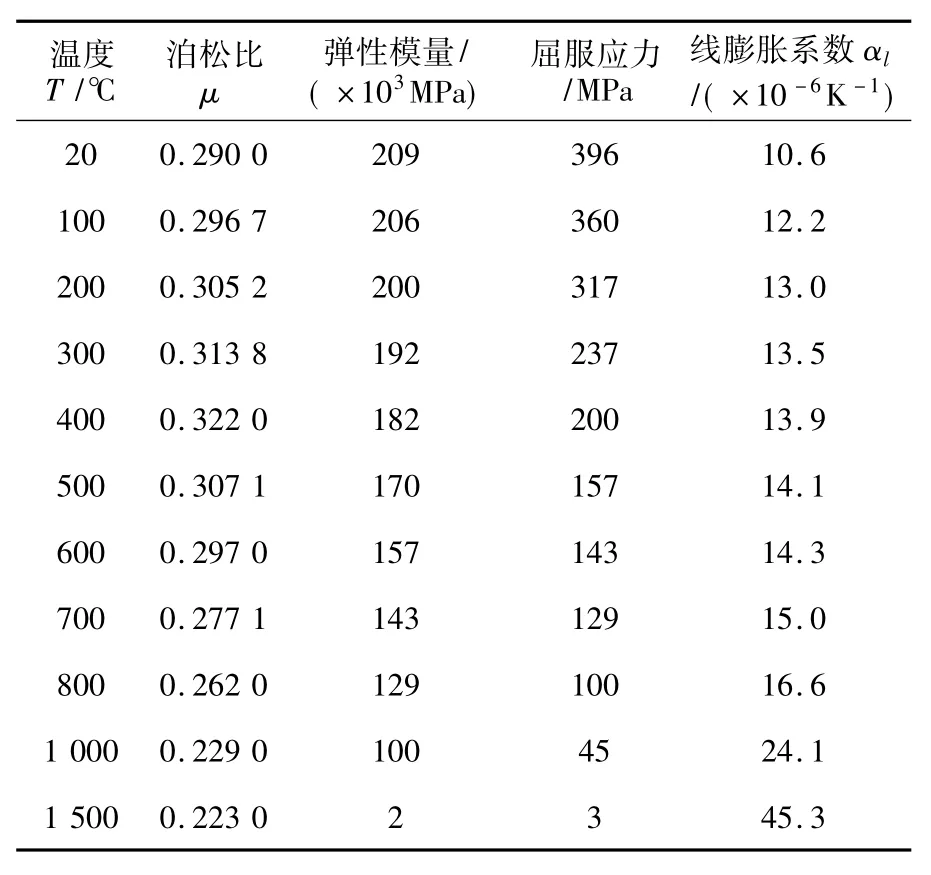
表1 HG70材料热力学性能参数
1.3 边界条件的约束
分析计算应力场时,在远离焊缝的相关区域约束其自由度,以达到控制焊件刚性移动的要求,避免了铲斗在计算过程中产生刚性位移,且不影响焊接过程中的自由变形和应力。如图5所示,在箭头所示的方向上面添加约束,与实际工艺中的夹具作用相同。

图5 铲斗位移边界约束
2 应力应变场求解
焊接应力通常分为焊接瞬时应力和残余应力。前者是指在焊接过程中,某一时刻的焊接应力,随着时间而改变;后者是指在焊接结束后,焊件内部余留下来的焊接应力,即内应力,主要用来平衡自身分布的应力,内应力主要是由于焊接时不均匀的温度场引起的,残余应力对焊件的使用有着很大的影响。
2.1 等效应力场分析
选取填充焊对等效应力场进行分析,其中t=34.74s,t=77.79s,t=107.80s时间点的等效应力分布图分别如图6~图8所示。
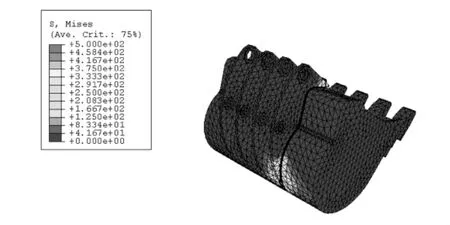
图6 时间t=34.74s时的应力场分布图

图7 时间t=77.79s时的应力场分布图

图8 时间t=107.80s时的应力场分布图
以上3个图显示了焊接过程中不同加热时刻的等效应力的动态变化情况,可以看出,在焊缝区域及其附近的地方,因为加热温度高,受热膨胀,所以表现出比较大的热应力,反之,在焊缝远处温度相对比较低,热应力比较小。
2.2 瞬时等效应力变化分析
前面已经提到,焊接瞬时应力为焊接过程中某一瞬时的焊接应力。故在铲斗上选取几个点,观察其在焊接过程中等效应力的变化,所选点为图9中的o点,截面2为焊缝中心线所在平面,在焊缝热影响区,点H距离焊缝左端5.0mm,点I距离焊缝10.0mm,点M距离焊缝右端11.5mm,点N距离焊缝中心5.0mm,选取的点都在焊缝附近,在截面1,2处,沿着焊缝前端面和后端面分别取点H1,H2,I1,I2,对各个节点的等效应力进行分析,得到各点在焊接过程中等效应力的变化规律,如图10和图11所示。

图9 节点布置图

图10 在H1和H2节点处的等效应力曲线图

图11 在I1和I2节点处的等效应力曲线图
从图中可以看出,H1和I1在焊接过程中的等效应力表现相似,从热源离开焊缝时,应力逐渐变大,由于H1距离焊缝中心较I1略微远一些,所以最高应力稍微高点。H2和I2等效应力表现趋势相似,应力数值相差不大,随着热源的靠近和离开,数值变化比较平稳。
2.3 焊接道次之间的等效应力
由于前一道次的温度会对接下来的道次有强烈的热作用,使得焊接应力表现得更复杂,图12~图15所示分别为焊道的等效应力图。以右侧填充焊、盖面焊分别焊接完冷却50s时的等效应力场为例,分析等效应力场的分布规律,由图可以看出,每焊完一道次冷却一定时间后的最高等效应力值均出现在焊缝上,值最高达到643.9MPa,接近材料的屈服极限700MPa,在焊缝两侧区域,等效应力逐渐降低,最小应力仅为50MPa左右。

图12 右侧填充焊首道焊冷却结束

图13 右侧盖面焊首道焊冷却结束

图14 右侧填充焊二道焊冷却结束

图15 右侧盖面焊二道焊冷却结束
2.4 残余应力分析
为了能够准确地描述铲斗的残余应力变化情况,通过建立路径来分析整个铲斗体冷却到室温时焊接接头各方向的残余应力情况,定义路径1为起点H所在截面沿着焊缝的方向,路径2为起点M所在截面沿着焊缝的方向。
图16所示为路径1上的纵向残余应力分布,均表现为拉应力,沿着焊缝方向,前端部分的应力值逐渐变大,再变小,最后再变大,在焊缝方向0.88m的位置拉应力值达到极大值462.594MPa,末端位置达到最大应力值484.474MPa。

图16 路径1上的纵向残余应力
图17所示为路径1上的横向残余应力分布,均表现为拉应力,大部分应力值小于纵向应力值,位于50~250MPa之间,整个曲线呈现波浪形,在距离起点1.25~1.75m左右,应力值变化波动较大,最大值为 451.979MPa。

图17 路径1上的横向残余应力
图18所示为路径2上的纵向残余应力分布,曲线形状呈现出“M”形,在距离起点1.90m之内,纵向残余应力表现为拉应力,数值由小逐渐变大,在0.70m的时候达到最大值419.240MPa,然后又逐渐变小,在0.99m 处为极小值 219.887MPa,接着在1.49m的时候达到极大值363.927MPa,从1.90m至末端,大多数纵向应力表现为压应力,在末端2.36m处达到最小值225.963MPa。
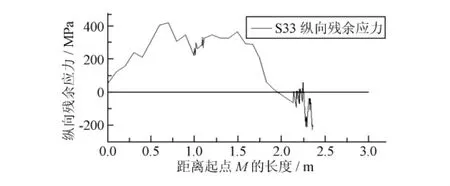
图18 路径2上的纵向残余应力
图19所示为路径2上的横向残余应力分布,曲线形状呈现出波浪形,在距离起点2.00m之内,纵向残余应力表现为拉应力,数值由小增大再变小,中间呈现锯齿形状,在1.10m处拉应力达到最大值492.726MPa,在 2.00m 之后,先表现为压应力,最后在末端又表现为拉应力,在2.25m处,达到最大压应力 280.953MPa,末端拉应力值为231.053MPa。
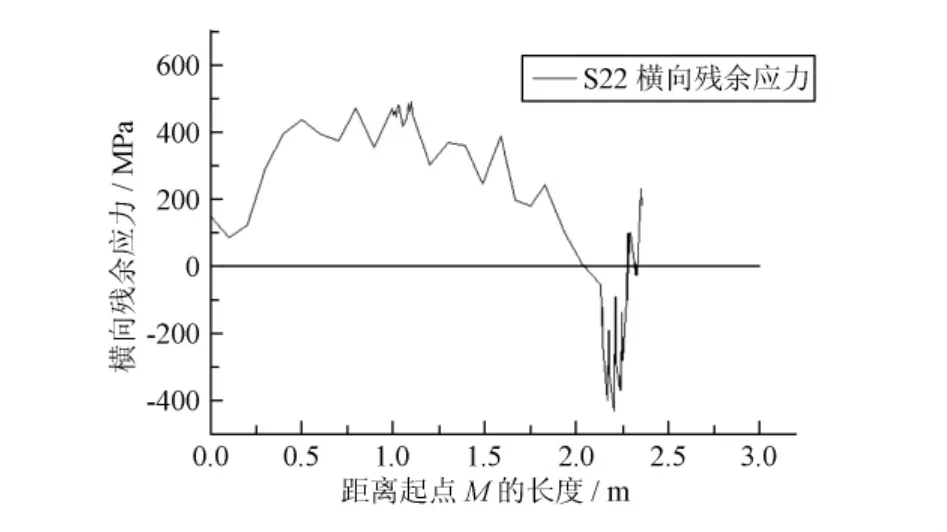
图19 路径2上的横向残余应力
2.5 焊接残余变形
焊接冷却之后产生的残余变形会影响后续结构件之间的装配,在实际生产过程起着比较关键的作用。
图20所示为焊接结束之后冷却到室温时的总位移云图,从图20可以看出,在焊缝中间位置和末端处,位移值达到最大值,为0.912 6mm,由于热源的离开,焊缝在冷却之后产生了一定的横向收缩,所以随着远离焊缝,位移值逐渐变小,直至没有位移变形。图中看出铲斗体整体的位移不是特别大,所以对于大型构件的残余应变考虑得比较少。

图20 冷却到室温时的总位移图
3 结束语
本文已经在计算时间与计算精度的选择上做了一定的研究,但还是不够,随着计算机软件的发展,可以在并行计算、网格自适应技术等高级焊接技术方面进一步优化深入,进而解决时间和精度的匹配问题,另外对材料在高温处的性能参数进行深入研究,也可以使数值模拟计算精度有所提高。
[1]汪建华.焊接数值模拟技术及应用[M].上海:上海交通大学出版社,2003.
[2]武传松.焊接热过程数值分析[M].哈尔滨:哈尔滨工业大学出版社,1990.
[3]汪建华.虚拟工程与焊接力学数值模拟[C]//第十次全国焊接学术会议IT与焊接专题会议论文集.天津:中国焊接学会计算机应用技术专业委员会,2001:10-24.
[4]Shan X,Daviesb C M,Wangsdan T.Thermo-mechanical modeling of a single-bead-on-plate weld using the finite element method[J].International Journal of Pressure Vessels and Piping,2009,86(1):110 -121.
[5]梁晓燕.中厚板多道焊焊接过程中温度场和应力场的三维数值模拟[D].武汉:华中科技大学,2004.
[6]Wood W L,Lewis R H.A comaration of time marching schemes for the transient heat conduction equation[J].International Journal for Numerical Methods in Engineering,1975,9(3),679 -689.
[7]Karan S S,Robert K P.Three dimensional curved shell finite elements for heat conduction[J].Computers & Structures,1987,25(5):775-778.
[8]郑艺辉.船舶曲面焊接残余应力与变形有限元分析[D].大连:大连海事大学,2008.
[9]李靖.大型船体焊接变形仿真技术研究及其应用[D].上海: 上海交通大学,2011.
展览会信息:
2013中国国际船舶工业博览会(以下简称“中船展”)、中国国际海洋工程与石油天然气技术装备展览会(以下简称“海工展”)将于5月15-17日在南京国际博览中心举行。
2013“中船展”由江苏省人民政府、中国国际商会主办;由江苏省商务厅、江苏省经济和信息化委员会、南京市人民政府承办;江苏联亚国际展览公司、荷兰Ahoy展览公司为展会的具体执行单位。2013“中船展”邀请到中国船舶工业集团公司、中国船舶重工集团公司、中华人民共和国渔业船舶检验局、中国人民解放军海军装备部、中国电器工业协会防爆电器分会、中国机电产品进出口商会船舶分会、中国船东协会、中国船东互保协会、中国船舶工业行业协会、中国造船工程学会、中国疏浚协会、中国钢结构协会等国家级协会、学会作为展会的协办单位;邀请到包括江苏省海洋与渔业局、江苏省船舶检验局、中华人民共和国江苏海事局、江苏省船舶工业行业协会、江苏省造船工程学会、中国航海学会等在内的近70家国内支持单位。
2013“海工展”由江苏省人民政府、国家海洋局、中国国际商会主办;由江苏省经济和信息化委员会、江苏省沿海地区发展办公室、江苏省商务厅、南京市人民政府承办;江苏联亚国际展览公司为展会具体执行单位。在江苏省人民政府和南京市人民政府的大力支持下,2013“海工展”邀请到中国海洋石油总公司、中国石油天然气集团公司、中国石油化工集团公司、中国石油学会、中国海洋工程学会、中国海洋工程咨询协会、中国可再生能源行业协会、中国石油和石油化工设备工业协会等国际级协会、学会作为展会的协办单位;同时邀请到宏华集团有限公司、上海振华重工(集团)有限公司、中国熔盛重工集团有限公司等业界龙头企业作为展会的支持单位。
The Thermal-mechanical Coupling Analysis of Excavator Bucket Based on ABAQUS
HUANG Li
(Jiangsu Provincial Supervising&Testing Research Institute
for Products Quality,Jinagsu Nanjing,210007,China)
It establishes the geometric model of large hydraulic excavator bucket,and simulates its welding process in ABAQUS.Based on the mechanical properties of materials,it proposes the stress analysis of the bucket and the thermal- mechanical coupling,shows the detail about the temperature field coupling with stress field,illustrates the dynamic stress field of welding process and residual stress on the base of hot-elastic-plastic analysis.
Welding;ABAQUS;Thermal-mechanical Coupling;Stress Field
TG402
A
2095-509X(2013)04-0014-06
10.3969/j.issn.2095 -509X.2013.04.004
2013-01-22
黄莉(1967—),女,江苏南京人,江苏省产品质量监督检验研究院高级工程师,主要从事产品质量检验及质量管理方面的工作。
