SPC在键合工艺中的应用
2013-09-12刘春岩关亚男
刘春岩,李 敏,关亚男,王 伟
(中国电子科技集团公司第四十七研究所,沈阳 110032)
1 前言
用统计技术进行过程控制,称统计过程控制,简称SPC。1924年美国贝尔电话实验室的W.A.Shewhart首创了SPC后,质量管理从“因袭管理”发展到“过程管理。SPC的重要手段是控制图,控制图的作用是区分生产过程中质量变异的性质,发现异常变异,及时“报警”,以便技术员采取纠正、预防措施,使过程及时回复稳定。
键合工艺在集成电路生产过程中属于关键工艺,每条键合丝的质量直接影响到整个电路的质量,更关系到其应用系统的可靠性。由此可见加强键合工艺的质量控制是提高产品可靠性的先决条件。为了生产出质量好、可靠性高的微电子产品,工艺过程必须处于“统计受控”状态。虽然常规控制图技术在传统微电子封装键合工艺已应用许多年,但由于多种原因,在生产中还存在一些特殊问题,需要采用不同于常规控制图的新技术,来反映键合工艺的质量。近些年来SPC控制广泛应用于微电子器件的生产加工工艺中,其中SPC应用于键合工艺已成为保证产品质量和可靠性的一项有效手段。
2 SPC实施过程
2.1 工序能力指数
工序能力指数CPK直接反映了工艺成批率的高低,因此定量表征了该工序满足工艺规范要求的能力。过程能力是指当过程处于受控状态时过程符合容差范围的输出能力。一般用特性值散布的6倍标准差(6σ)衡量。
在生产中,为了综合表示工艺水平满足工艺参数规范要求的程度,定义出工序能力指数CPK,常规的CPK计算公式:公差上限,TL公差下限,σ标准差)。在键合工艺中一般规范要求键合强度高于一个最低值,就是只有公差下限没有公差上限,则,利用平均值和标准差计算CPK,从CPK值反应出键合的质量。本次SPC实施键合工艺目标值CPK达到1.33以上。
提高工序能力指数CPK值有三条途径,其中前两条的作用是提高潜在的工序能力指数CPK,第三条是在CPK值为一定的情况下进一步提高实际工序能力指数。
(1)通过优化设计,使规范范围TU-TL尽量大,就是使设计容限扩大。
(2)优化工艺条件或更新设备,使工艺参数的分散尽量小,即减少参数分布的标准偏差σ。
(3)调整工艺条件,精细操作,使工艺分布参数中心,即均值μ与参数范围中心T/2之间的偏离尽量小。
为了得到较理想的CPK值,优化了人、机、料、法、测、环影响CPK的六大因素。第一,操作员放置未键合半成品必须做到紧贴水平放置工作台上,夹紧夹具,自动对焦,自动键合,自动键合时半成品不松动,保证键合质量。第二,键合参数是影响键合质量的直接因素。各参数间必须互相匹配、多次调节,不能单一的改变某个值就能达到预想的效果。不同的电路品种在调试好键合机的聚焦、照相位、对位点后改变键合参数,测量强度得到数据结果,选择出强度一致性好、强度大的相互匹配的参数作为键合参考参数,并储存到键合程序中。同时设备要按时保养和维护,使其长期处在正常工作状态。第三,管壳和芯片存放或操作过程中受到不同的污染,影响到键合质量,采用氩气100s-300s等离子清洗的方法,将污物或氧化物去除,完全只有金属间的键合,键合强度大小和一致性都有明显提高。第四,测试键合强度是根据二力合成原理,为了获得准确的强度值,必须选好强度测试位置。根据平行四边形法则,在键合丝中间竖直方向上的合力最大,也就是要测的键合强度。
2.2 判定规则
(1)均值图:至少一半或更多的点落在控制限以内。
(2)极差图:极差图必须受控,否则GRR的实验过程必然发生了特殊原因,后面的结果便不可相信。
异常情况:数据点位于控制限以外;连续7个或多余7个点单调上升,或者单调下降;连续3个点至少有2个点超出或低于中心线2倍标准差之外,即高位链。极差图分层(NDC)必须大于5层,否则系统的分辨率不足,会呈现重复性好的假象。
(3)键合强度测试仪研究概要
如果总百分比变异列的合计量具可重复性与可再现性(R&R)贡献:小于10%—测量系统可接受;在10%-30%—测量系统是否可接受取决于具体应用、成本、维修成本或其他因素;大于30%—测量系统不可接受,并应予以改进。
如果百分比为贡献率列,则相应的标准为:小于1%—测量系统可接受;在1% -9%—测量系统是否可接受取决于具体应用、成本、维修成本或其他因素;大于9%—测量系统不可接受,并应予以改进。
2.3 操作过程
设备选择ASM公司的AB559A自动键合机,周期240ms/条(2mm),精度1μm,自动对焦,自校准,自对点系统,可程式控制,键合异常是停止键和并报警,该键合机速度较快,准确度高,键合一致性好。
每天启动键合机后,检查是否正常工作,首件内部目检和测试合格后进行键合操作。上午10点键合SPC样品,内部目检合格后,取不同位置8条键合丝在键合强度测试仪上测量键合强度,并随机记录强度值。将强度值作为一组数据录入SPC软件,生成相关图表。若软件报警或异常,应立即填写表单并且通知工程师进行处理。
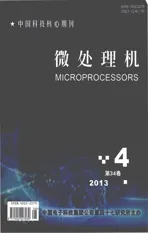
2.4 键合强度测试仪评价
键合拉力测试仪属于影响CPK“测”的环节。键合强度的大小直接影响CPK的准确性,所以测试仪的准确度与精度由为重要。本次SPC实施,选用dage4000作为键合强度测试设备,键合强度测试范围100g,测试精度为±0.25%。
图1是不同的操作员键合实验品后录入的数据,软件生成的测试仪评价报告。
该键合强度测试仪的数据均值极差控制图无异常,极差图分层(NDC)大于5层,合计量具可重复性与可再现性(R&R)百分比变异为9.6%,小于10%,量具可重复性与可再现性(R&R)百分比贡献为0.9%,小于1%,满足SPC数据采集的要求。
3 实施结果
采用ASM公司AB559A全自动键合机键合操作。每天启动键合机后,检查是否正常工作,首件检验合格后进行键合操作。定时键合SPC样品,内部目检合格后,取不同位置8条键合丝在剪切强度键合强度测试仪上测量键合强度,并随机记录强度值;将强度值作为一组数据录入SPC软件,生成相关图表。录入数据时,如果测定的数值超出键合强度控制限;或者连续7点呈上升或者下降趋势等异常情况时,应立即填写表单并且通知工程师进行处理。
图1 键合测试仪评价图
连续取40组,共320个数据。软件生成数据平均值为 10.7331,平均偏差 0.862,满足正态分布,得到实际工序能力指数CPK是1.55。图2和图3是均值控制图和标准差控制图。
键合工序SPC实施结果:参数分布属于正态分布(图4),键合工序SPC控制图受控。
实际工序能力CPK评价结果:CPK=1.55,大于目标值1.33,达到SPC实施目标要求。

图2 均值控制图
控制上线:11.88,平均值:10.733,控制下线:9.586

图3 标准差控制图
控制上线:1.894,平均值:1.043,控制下线:0.193
4 结 束 语
在做SPC之前,键合质量问题往往是在测试或筛选中发现,需要向前追溯问题所在,时间上滞后,现场复原难度大。SPC在键合工艺上的实施,不仅提高了键合质量,还实现了键合工艺的时可控性。软件录入数据,生成CPK值,用数据直接反应键合工艺能力, 在控制图上生成的点,又直接反应出键合状态,根据判定规则又预见出键合工艺是否存在隐患,做到先发现早解决,避免了从后向前反向追查的弊端。
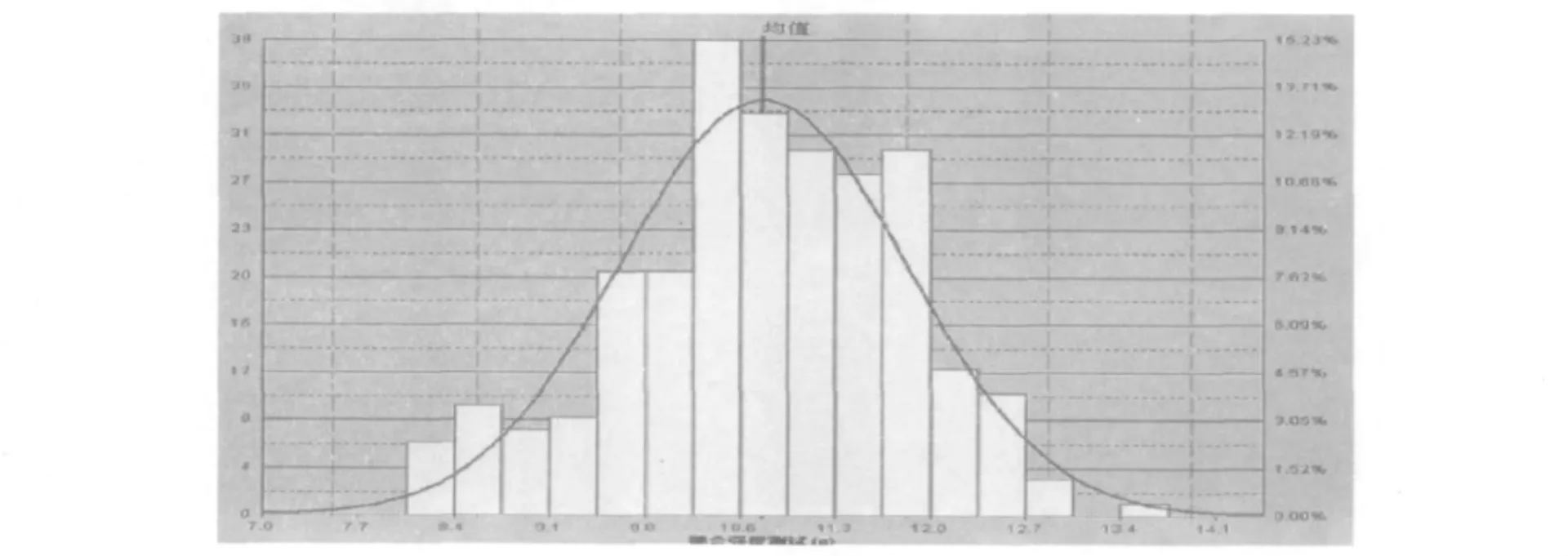
图4 参数正态分布分布图
[1]李为柱.ISO9000族标准统计技术应用[M].北京:企业管理出版社,2001.
[2]贾新章,李京苑.统计过程控制与评价[M].西安:西安电子科技大学出版社,2008.