同轴度专用量规的设计
2013-09-07王文书海德堡印刷设备上海有限公司
王文书 / 海德堡印刷设备(上海)有限公司
0 引言
在生产的产品中,有一些铸件产品(如图1)需要测量螺纹孔的同轴度,在批量生产时,常用的三坐标测量机进行检测具有工期长、费用高和劳动强度大的缺点。因此,设计一个综合检验用的同轴度专用量规。
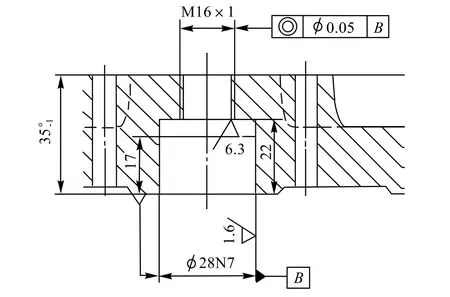
图1 铸件产品
1 同轴度专用量规设计(以下单位均为mm)
M16×1-6H螺纹同轴度专用量规尺寸计算。
图1中零件被测要素的同轴度公差值t = 0.05,导向位置取28-0.028=27.972(28N7的下偏差尺寸)。
1.1 理论公差
查螺纹中径D2= 15.350,ES = 0.16,EI = 0;
内径 D1= 14.917,ES = 0.236,EI = 0。
式中:ES、EI为螺纹极限偏差。
根据螺纹中径综合公差 Tt=ES+t =0.16+0.05=0.21查功能量规手册

式中:Tt为综合公差即零件被测要素的尺寸公差加形位公差(同轴度公差);TM、TP、TG分别为测量、定位、导向部位的尺寸公差;WM、WG分别为测量、导向部位的允许最小磨损量;Cmin为导向部位的最小间隙;FM为功能量规检验部位的基本偏差。
1.2 计算
1.2.1 导向部位

1.2.2 测量部分
中径:

式中:DMMC— 零件内表面的最大实体尺寸;
Cmin— 导向部位的最小间隙;
d2BM、d2LM、d2WM— 测量部位的基本尺寸、极限尺寸和磨损极限尺寸;
DBG、DLG、DWG— 导向部位内表面的基本尺寸、极限尺寸和磨损极限尺寸;
dBG、dLG、dWG— 导向部位外表面的基本尺寸、极限尺寸和磨损极限尺寸
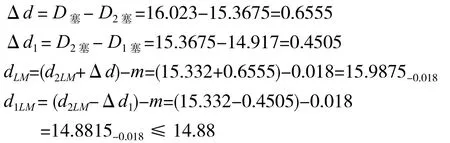
对应上述中径,外径、底径根据螺纹塞规通端计算公式求得与中径的差值Δd、Δd1再与d2LM相加减得到螺纹同轴度专用量规的外径(dLM)、底径(d1LM)。根据中径公差ES=0.16查《螺纹标准大全》塞规有关值为

按塞规公式计算

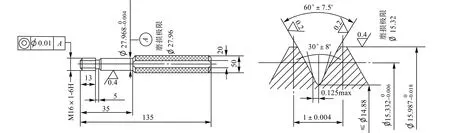
图2 设计图
式中:ZPL— 螺纹塞规中径公差带的中心线到工件内螺纹中径下偏差之间的距离;
TPL— 螺纹塞规中径偏差;
m — 螺纹环规公差带的中心线至“校通-通”(或“校止-通”)螺纹塞规中径公差带的中心线之间的距离。
1.3 同轴度专用量规设计图(见图2)
2 专用量规的使用
专用量规是一种无分度的量具,用它检验是一种定性检验。使用时直接握住手柄,专用量规完全旋合至与端面位置(35°-1尺寸的上平面位置),即为合格产品。反之,则为不合格产品。
使用专用量规应注意:
1)检验工件时,操作者应使用新制的或磨损较少的专用量规,检查员应使用相同形式但磨损较多的检具。
2)在使用过程中,无论是操作者还是检查人员,都要定期送检专用量规。
3 结语
产品质量检验是以图样、工艺标准以及其他技术文件为依据,采用检测、试验等手段,确认产品是否满足设计要求的过程。检具设计在当今机械加工领域起着举足轻重的作用,尤其是在大批量生产中,检具的设计和使用直接关系到产品的合格率和生产率,它不仅可以节省劳动时间,提高 产品质量和检验效率,还能更好地参与产品竞争,提高产品的市场竞争力。
[1]张志忠. 同轴度设计和检测中几个普遍应注意的事项 [J]. 计量技术, 2001(9):21-33.
[2]全国量具量仪标准化技术委员会(SAC/TC132). GB/T 3934-2003[S]. 北京:中国标准出版社,2003.
[3]全国形状和位置公差标准化技术委员会. GB/T 8069-1998[S]. 北京:中国标准出版社,1998.
[4]林素华. 螺纹孔系位置度的测量[J]. 沈阳航空工业学院学报,2005, (22)4:40-42.
