长度计量基础知识讲座(二十)
2013-09-07顾耀宗上海市计量测试技术研究院
顾耀宗/上海市计量测试技术研究院
第二十讲 角度块
角度块是由两相邻工作平面的夹角来确定其角度值的高精度的角度量具。角度块主要用于检定或校准角度量具的示值误差;直接测量角度样板、角度零件的角度;在光学冷加工过程中作为角度基准,在精密机械加工中也可用于对精密机床的角度调整。
1 角度块的类型
角度块可以由各种耐磨材料制成,使用最普遍的是由GCr15轴承钢制成。常用的角度块有Ⅰ型和Ⅱ型两种组成。I型角度块为三角形,只具有一个工作角,两工作面长边均为70 mm,厚5 mm;另外一个面为非工作面,称为侧面。Ⅱ型角度块为四边形,具有四个工作面即组成四个工作角;工作面长边为70 mm,短边为50 mm,厚5 mm。成套的角度块包括Ⅰ型和Ⅱ型,通常有94块组、36块组和7块组。角度块可单独使用,也可借助于夹具,由两块或多块组合成所需要的角度后使用。
用于检定或校准万能角度尺的7块组角度块,其 角 度 值 分 别 为 15°10′;30°20′;45°30′;50°;60°40′;75°50′以及四个 90°。Ⅱ型角度块四个角的角度顺序见图1所示,在使用时不能搞错。
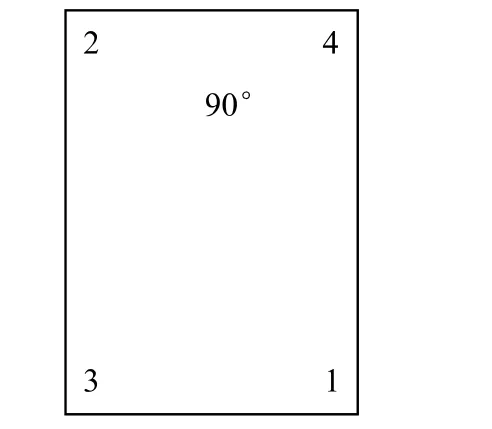
图1
另外,还有工作面宽度大于8 mm的专用角度块。它由8块组、12块组和14块组组成。该类型的角度块有一块具有三个工作角(见图2),标称角度分别为30°、60°和90°。其余各块均只有一个工作角(见图3)。对于8块组的,其余7块的标称角度分别为 1 °;3°;9°;14°和 5′;10′及30′。该组角度块可以组成5′至90°的角度。
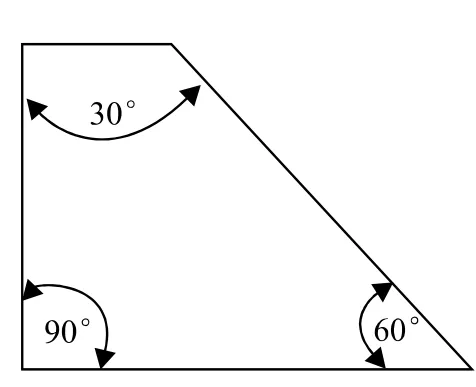
图2
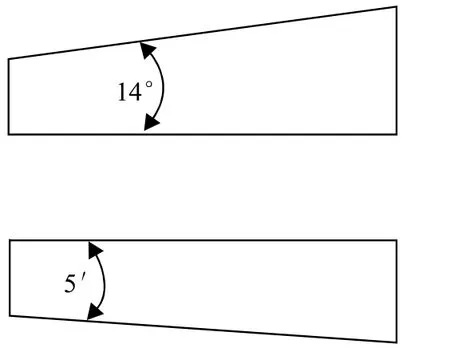
图3
2 角度块的主要技术要求
根据我国JJG2057-2006《平面角计量器具检定系统表》的规定,角度块不分等别而只有级别。角度块分为0级、1级和2级。角度块的级别与量块的级别有区别,角度块的级除了有工作角最大允许误差的要求外,还包含了工作角测量的不确定度。 角度块的主要技术要求见表1。

表1 角度块的主要技术要求
3 角度块工作角检定或校准的几种常用方法
3.1 直接检定或校准方法
直接检定或校准(以下统称检定)是指采用测角仪作为计量标准直接测量角度块的角值。由于测角仪有不同的准确度等级,因此不同级别的角度块应采用相应准确度等级的测角仪检定。不同级别的角度块采用相应准确度等级的测角仪以及测量次数见表2。
检定前,将测角仪调整到正常工作状态,将被检角度块水平安放于测角仪工作台上,使其下非工作面和工作台接触。安放时,对于Ⅰ型角度块,应使两工作面的中垂线的交点与工作台回转中心重合(如图4所示);对于Ⅱ型角度块,应使其对角线的交点与工作台回转中心重合(如图5所示),测角仪的工作台应和测角仪度盘同步旋转。转动工作台并借助工作台微调机构使角度块的一个工作面(图4的I)与测角仪平行光管光轴和望远镜光轴所组成夹角的平分线相垂直,即平行光管的单十字线影像正好位于望远镜管双十字线的正中间,在读数显微镜中读得 α1。然后,转动工作台使角度块另一工作面(图3的Ⅱ)与测角仪两光管光轴所组成夹角的平分线相垂直,在读数显微镜中读得 α2。两次读数差β为:

被测工作角的角值α为:

被测工作角角值偏差 为:

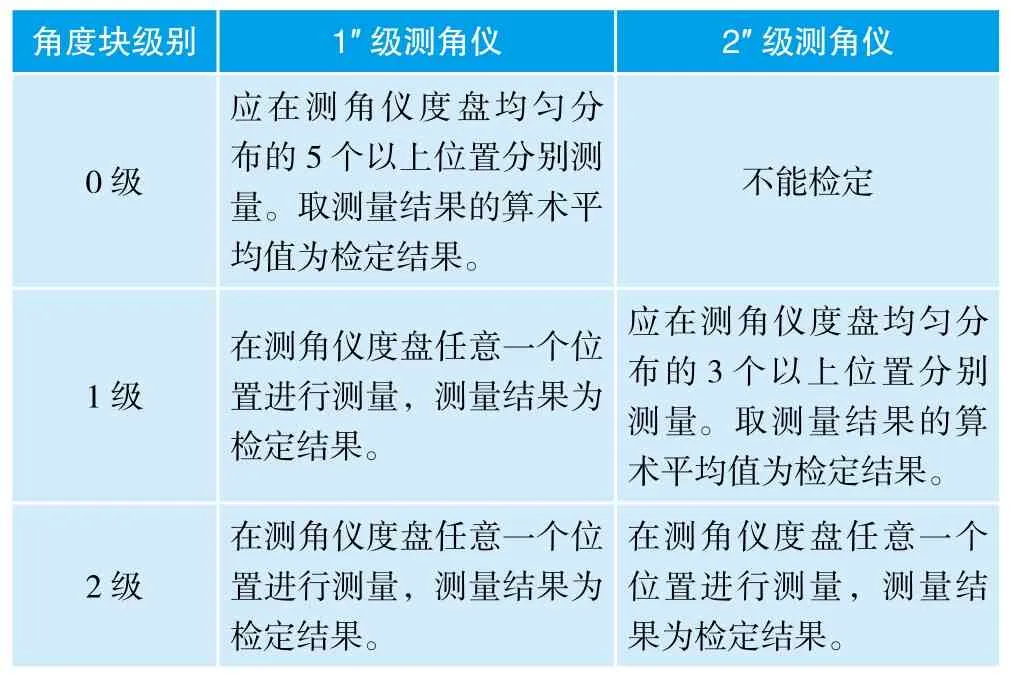
表2 直接检定时不同级别的角度块采用测角仪的相应等级和测量位置
3.2 比较检定法
比较检定法是以0级或1级角度块作为标准,在自准直式测角比较仪上检定1级或2级角度块工作角角值的方式(如图6所示)。

图4
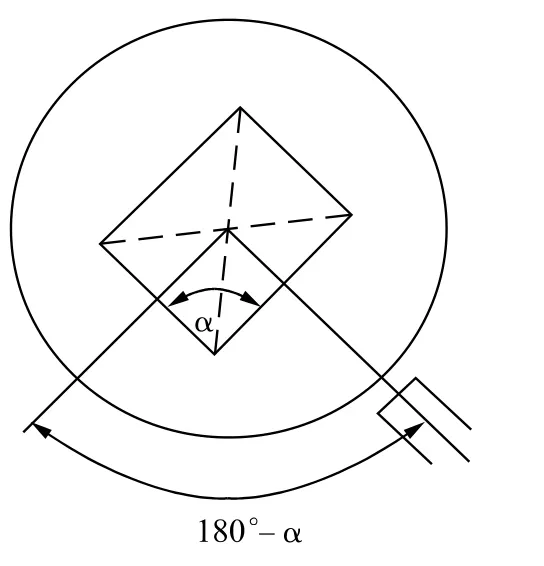
图5
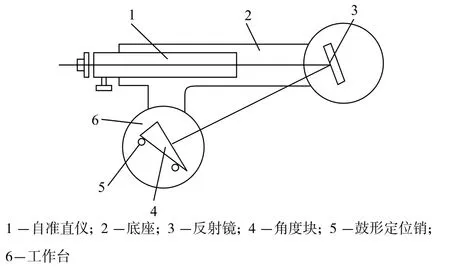
图6
检定前将仪器调整到正常工作状态。检定时,首先将作为标准的角度块放在测角比较仪工作台上,并使角度块的一个工作面紧靠鼓形定位销;转动工作台,使自准直仪的视场内见到由角度块另一工作面反射回来的十字线影;然后将测角比较仪工作台固定,转动自准直仪的测微鼓轮,使目镜中双线分划板对准十字线影像的垂直线,并用测微器进行第一次读数,读得读数值 α1;然后取下标准角度块,将角度标称值相同的被检角度块放在工作台上,使与标准角度块相应的一个工作面紧靠鼓形定位销,同样使目镜中双线分划板对准十字线影像的垂直线,用测微器进行第二次读数,读得读数值 α2。两次读数值之差加上标准角度块修正值 即为被检角度块工作角角值偏差:

在比较检定时,有时由于角度块使用不当会带有磁性,角度块的工作面不容易紧靠鼓形定位销,此时应先将角度块退磁,然后再检定。
另外,由于不同的自准直仪读数方向不同,因此应先判别自准直仪读数方向,当角度块角值增大时,自准直仪读数值也增大,则方向一致;反之,检定结果其正、负符号相反。
