垃圾储存仓与渗滤液调节池协调管理模式探讨
2013-09-05常州光大环保能源常州有限公司苏小江
◎ 常州光大环保能源(常州)有限公司 苏小江
常州市生活废弃物处理中心 史东晓
常州市城市生活垃圾焚烧发电项目于2007年6月5日开工建设,建设规模2×400t/d的西格斯往复式机械炉排炉,1×12MW汽轮发电机组。2008年11月1日并网发电,2008年11月20日转入商业运行,至今已经运行4年多时间。
对于许多已经建成投运的垃圾焚烧发电厂在运行过程中也在不断对系统进行升级和改造以适应逐年增长的入厂垃圾量需要和越来越严格的环保标准的需要。在所有的改造和升级中对于设备的增减相对比较容易实现,而对于建筑物或构筑物升级改造则相对比较困难,尤其是对焚烧厂垃圾储存仓这样庞大和特殊的建筑进行扩容升级的可能性几乎是微乎其微。部分焚烧厂配套建设有渗滤液处理工程,在渗滤液处理工程中根据工艺的不同可能会建设有各种存储渗滤液的池体,如:调节池、厌氧池、好氧池等等。正常运行过程中要通过改变池体容积的方式来提高运行效率显然也是不易实现的。
直观认识中,对于垃圾储存仓及渗滤液调节池这样两个功能各不相同,存储物质差别较大并且对存储的物质处理方式完全不一样物体在日常生产管理过程中应当属于各自不同的管理体系中。但是,通过对这个两个物体运行特性的分析可以看出其共同性为:输入输出物质连续、库存均有最大量的限制。而且通过渗滤液的转移将彼此紧密联系在一起,从渗滤液存储角度看,在一定的时间段二者可以互为备用,通过挖掘互为备用的潜力来发挥更大的作用,一定程度上弥补二者独立运行时受存储空间限制所带来的问题,对焚烧厂的安全、稳定运行将会产生积极的作用。
1 渗滤液的产生及影响
垃圾储存仓的主要作用是完成垃圾的存储保障垃圾焚烧发电厂在燃料供应上有一定的缓冲和延续作用。同时,为垃圾提供一个发酵、排水的环境,保障入炉焚烧垃圾热值维持在1500Kcal/kg左右,使焚烧炉在相对稳定的工况下运行。
2.1 垃圾在垃圾储存仓内发酵及产生渗滤液的过程
正常运转的垃圾储存仓每天都有垃圾的进出和渗滤液排出,垃圾储存仓中的垃圾在一个动态的条件下完成其发酵过程,主要过程可为垃圾中有机物在好氧环境下的水解/好氧降解过程和在厌氧环境下的水解发酵过程。由于垃圾储存仓内空气通过焚烧炉一次风机抽取,并且随着卸料门的开闭垃圾储存仓内的空气始终处于一个流动状态,为垃圾储存仓内表面垃圾的降解提供了充足的氧气,有利于表面垃圾水解及好氧降解。
处于垃圾储存仓中部及底部的垃圾由于上部垃圾的挤压以及渗滤液的浸泡,处于一个缺氧环境,有机物主要进行的是水解发酵,因为在仓内停留时间相对较短,在厌氧段的产酸及产甲烷量相对较少。当某个区域相邻的垃圾被投入至焚烧炉时,由于相邻区域空间位置重新空出,这个区域中部和下部部分垃圾又重新与空气中的氧气接触,进入一个短暂的好氧阶段。
渗滤液主要由上述过程产生的有机酸、氨氮、未完全分解的有机物以及大量的水分组成。
2.2 渗滤液对垃圾储存仓的影响
常州公司垃圾储存仓设计排水是通过卸料门下方的格栅和位于格栅上方的“八字架”上的孔洞完成的,受合理库存的限制,卸料门下方的格栅在运行中开始进料阶段均被新垃圾堵塞,待该区域垃圾形状稳固、移动量减少后重新挖沟放水。格栅堵塞期间垃圾储存仓内排水收到影响,不能自排,引起垃圾储存仓水位上升。另外,设备故障(垃圾吊)、入厂垃圾量或入炉垃圾量波动也会引起垃圾储存仓渗滤液水位波动。
当垃圾内的渗滤液不能及时排出,底部垃圾将浸泡在渗滤液中,同时受垃圾本身吸水性及持水性的影响,水面以上的部分垃圾也因带水或受潮不能直接入炉燃烧,直接减少了垃圾储存仓可烧垃圾量。当水位过高时不仅增大垃圾储存仓仓壁腐蚀性而且仓壁收到的侧压力也随之增加,对整个垃圾储存仓结构安全带来隐患。
综上所述,垃圾储存仓的主要任务是保障安全、合理的仓位,维持入炉垃圾热值的稳定,为焚烧厂连续、安全稳定运行从源头奠定基础。受物理空间、渗滤液产量、发酵周期、运转及操作模式等因素的影响,垃圾储存仓的运行呈现出极强的动态特性。因此,在对垃圾储存仓的管理上应从众多的影响因素中找出主要矛盾,结合实际条件有的放矢才能让这一焚烧厂源头有效运转。
2 协调管理模型
2.1 对象特点分析
如前所述,垃圾储存仓产生的渗滤液首先进入垃圾储存仓调节池进行储存,调节池设计容积3000m3,按照10天额定处理量设计。渗滤液处理系统长期高负荷运行后,后段的膜处理系统能力及效率有所下降,膜阻力增加,出水量相应下降。同时受到膜工艺的限制,运行一定时间后必须对其清洗维护,膜组件清洗原因主要为生物结垢、物理堵塞等几种。进行清洗维护都需要一定时间才能完成,膜组件进行多次清洗维护会造成膜通量下降,出水量难以达到设计能力。常州公司膜系统包括超滤膜4组、纳滤膜2组,无论哪一组膜清洗均会影响到处理量,包括其它系统的检修维护期间均需要对从垃圾储存仓来的渗滤液进行一定时间的存储。因此,通过调节池的液位调节不仅增加渗滤液处理系统抗冲击负荷能力,也增加了系统运行的稳定性。
理论上,渗滤液调节池液位最理想的状态为零时(即送入调节池的渗滤液随时可以被处理,无需储存)说明系统运行比较正常,实际运行阶段调节池液位为零的状态几乎不会存在。对于有些不设计调节池的渗滤液处理系统,某种程度上是用垃圾储存仓代替了调节池的存储功能。
垃圾储存仓作为一个体积庞大、密封设计的特殊容器,在焚烧厂的运行过程中有以下特点:
(1)输入的物质具有连续性且单一,即入厂垃圾;
(2)库存量有最大量的限制;
(3)输出物质具有连续性且主要有两种,即入炉垃圾、渗滤液;
(4)输入、输出物质通道唯一;
(5)垃圾储存仓具有唯一性。
渗滤液调节池在运行过程中的特点:
(1)输入输出物质同样具有连续性且单一,均为渗滤液;
(2)库存量有最大量的限制;
(3)输入、输出方式可调整;
(4)调节池可以有选择性(对于调节池不止一个的系统)。
基于二者的共同性和相互之间的联系,我们尝试通过建立运转模型的方式来简化实际运行过程,并通过模型分析建立指导实际运行的理论依据更好地为生产过程服务。考虑到调节池相对垃圾储存仓而言体积较小,且具有选择性,本文重点以垃圾储存仓为主,将调节池作为一个随动系统考虑来建立模型。
2.2 双容水槽模型
双容水槽是工业生产过程中的常见控制对象,它是由两个具有自平衡能力的单容水槽上下串联而成,通常要求对其下水槽液位进行定值控制,双容水槽中的下水槽液位即为这个系统中的被控量,通常选取上水槽的进水流量为操纵量对其液位进行控制。如图2.1所示。

图2.1 双容水槽模型
由图2.1可以看出,作为双容水槽系统要使两个水箱液位h1、h2保持恒定,需分别控制流量Q0、Q1、Q2按照一定的流量连续稳定运行。
排除设备故障等突发因素和操作误差等长期行为,我们可根据垃圾储存仓几何尺寸以及垃圾和渗滤液进出关系,分别将垃圾储存仓仓位变化与入炉垃圾量及渗滤液调节池液位变化简化为一个双容水槽模型,如图2.2所示。
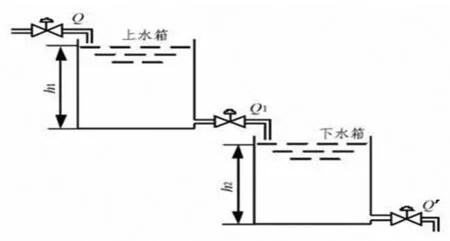
图2.2 垃圾储存仓水箱模型
按照一个循环周期12天计算,水槽的进水端为垃圾入厂量Q表示,水槽的出水端由入炉垃圾量Q1和渗滤液排出量Q2表示,则有:

因此,只需确定每天入炉量和渗滤液的产生量即可计算出每天的入厂量。由于,实际运行过程中这两个量均有波动,所以要求入厂量必须在一定范围内波动以满足垃圾储存仓正常运行的需要,故Q的值应该在一定区间范围变化。结合垃圾储存仓简化模型,我们分别以渗滤液平衡和入炉垃圾量平衡来确定入厂垃圾量,取常州公司额定入炉垃圾800t/d、渗滤液额定处理量300 t/d为计算参数。
1、渗滤液平衡仓位(以额定负荷处理渗滤液)

其中:V为渗滤液率;常州公司多年运行统计数据显示,渗滤液率年平均为24.5%。由此得出:Q= Q2/V=300/24.5%=1224(吨)。
其中:Q表示入厂垃圾含水率;Q1表示每天垃圾储存仓排出的渗滤液量;Q’为每天渗滤液处理量。h1表示垃圾储存仓水位变化,h2表示渗滤液调节池液位变化。
2、入炉垃圾平衡仓位(以额定入炉量处理垃圾)

即:Q=Q1/(1-V)=800/(1-24.5%)=1059.60(吨 )
由此我们可得出垃圾储存仓正常运转所需入厂量的区间为1060~1224吨。将上述结论代入实际入厂量进行验算,具体数据如表2.1所示。
对表2.1中所验算数据进行分析可得出如下结论:
(1)当入厂垃圾量维持在1060吨时,入炉垃圾量与垃圾储存仓建立了良好平衡关系,可入炉垃圾库存保持平衡,但是渗滤液下降幅度为40t/d。液位下降速度过快将导致渗滤液处理系统无法正常运行。
(2)维持渗滤液调节池相对平衡的量有2个点,分别是入厂垃圾量1200吨和1250吨,此时调节池液位变化只有6吨。但是,入炉量分别要到906吨和944吨。根据焚烧炉设计及实际运行操作,短期内机械负荷的超负荷率在10%以内是可以接受的,按照这一数据计算即最大短期入炉机械负荷应该控制在880吨左右。所以,相比较而言为保持渗滤液调节池液位稳定,又能保证入炉垃圾量的合理性此时应当选择1200吨的入厂垃圾量。

表2.1 垃圾储存仓运转模型数据验算表
3 协调管理模式的应用
根据垃圾储存仓仓位分析及运转模型的建立,常州公司将这一理论应用到实际生产运行管理过程中。采取垃圾储存仓动态管理办法,引入了垃圾储存仓与渗滤液调节池协调管理模式,在2012年8月份的生产实际中获得了成功。
在按照垃圾入厂量理论区间控制进厂垃圾量的同时结合垃圾储存仓动态管理办法,统一安排垃圾储存仓一个循环周期内垃圾的堆料、上料区域,由垃圾吊班长统一安排每日入炉垃圾的堆放区域,确保入炉垃圾发酵时间充分,热值稳定。渗滤液排出方面,采用格栅前挖沟排水和人工放泵抽水的措施,确保垃圾储存仓内水位维持在1~2米范围,垃圾储存仓渗滤液收集池液位维持在1米。
通过上述措施的坚决执行,入炉垃圾的热值明显提高,2012年8月份的吨垃圾发电量达到401度。月均401度/吨的吨垃圾发电量也是常州公司历年来最好成绩。