燃煤锅炉制粉系统爆炸原因分析及防范
2013-09-03聂常贵牟效民霍林华
聂常贵,牟效民,霍林华
(中国石油克拉玛依石化公司热电厂,新疆 克拉玛依 834003)
燃煤锅炉制粉系统发生爆炸事故,轻则造成设备损坏、锅炉运行中断,重则导致人员伤亡。因此,结合实际,系统地研究分析燃煤锅炉制粉系统爆炸的原因,提出整改防范措施,对确保锅炉安全平稳运行具有极为重要的指导意义。
1 原因分析
研究与实践均表明,燃煤锅炉制粉系统爆炸事故主要是由煤粉积存自燃引起的;而积粉自燃的诱因较多,可系统地分为设备选型不当、设计缺陷、安装缺陷、检修维护不力、违章操作等。此外,外来易燃、易爆物或火源也可引发制粉系统发生严重的爆炸事故。
1.1 选型不当
选型不当主要是指球磨机、粗粉分离器、细粉分离器、锁气器等制粉系统设备,没有根据煤质及系统设计的参数按规范进行合理的选择,致使设备投用后局部流速过低,介质携粉能力下降,从而诱发积粉、发生自燃爆炸事故。
2010-01-03T05:25,某热电厂4-1制粉系统堵磨后,重新启动4-1制粉系统给煤机,恢复制粉,10 s后4-1制粉系统发生爆炸。事故造成4-1制粉系统粗、细粉分离器13个防爆门爆破膜全部破裂;乏气风门轴断裂,门板严重变形后脱落掉进排粉机入口;以粗、细粉分离器为中心,半径20 m范围内的厂房塑钢窗全部破损、框架严重变形,大量破碎玻璃从30 m标高的窗户坠落到8 m标高的锅炉运转层。
事故发生后,该电厂检修人员对锅炉2套制粉系统中未发生爆炸的制粉系统进行检查,发现粗粉分离器上锥帽煤粉沉积厚度达到60 cm且内部有自燃着火现象。根据煤质及轴向型粗粉分离器的设计选型原则,按制粉通风Qv=36 699 m3/h、煤粉细度R90=25 %计算,选用的轴向型粗粉分离器直径应为2.93 m,但实际设计中选用的粗粉分离器直径却为3.7 m,致使粗粉分离器上锥帽顶介质流速过低,携粉能力下降,进而导致煤粉大量沉积。高挥发分煤粉长期沉积氧化而热量不能有效地散失,最终发生自燃。此时若遇到制粉系统起、停或运行中其他的操作扰动,则可能发生爆炸。事故后,按规范将粗粉分离器直径由3.7 m改为2.8 m,经多次检查,上锥帽均无积粉,安全运行至今。
1.2 设计缺陷
设计缺陷主要是指制粉系统结构及管段未按规范设计,致使系统投用后局部严重积粉、自燃,进而诱发爆炸事故。因设计缺陷而易发生积粉自燃爆炸的区域有:球磨机进口混合管段、制粉系统防爆门插管、细粉分离器进口方形管等。此外,粉仓仓壁角度以及材质选择不当也容易引发积粉自燃爆炸事故。
1999-09-01T08:15,某电厂2号锅炉司磨按正常程序启动磨煤机。08:20,控制室值班员突然听到一声巨响, 2-2制粉系统发生爆炸,磨煤机出口温度由63 ℃升高到127 ℃。事故造成2-2制粉系统所有防爆门全部爆破,2-2给煤机出现4条20 cm的长裂缝。事故后,检修人员对2-2磨煤机入口热风道进行检查,发现热风道内还有约7 cm厚的煤粉在燃烧,并且煤粉内还有14个钢球。
由于设计落煤管下端正对着热风道进口弯头(见图1),日常运行期间少量通过落煤管补充的磨煤机钢球、煤粒在热风道内存积,受热风烘烤自燃,当制粉系统起动后,就会引发爆炸。事故后,对所有锅炉球磨机落煤管按图2进行了整改,在落煤管出口增加了弯头,避免了磨煤机钢球、煤粒在热风道内存积,制粉系统安全运行至今。
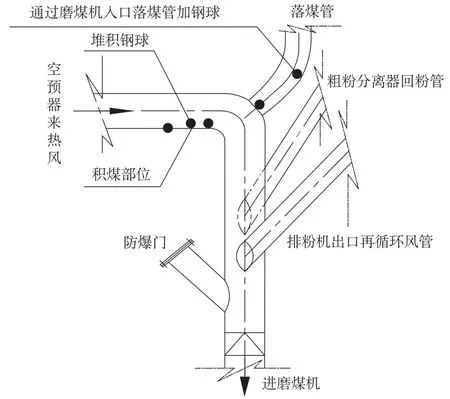
图1 磨煤机进口落煤管原设计结构

图2 磨煤机进口落煤管整改
1.3 安装缺陷
安装缺陷主要是指制粉系统设备、管段及管件未按设计要求安装,致使系统投用后局部严重积粉、自燃,进而诱发爆炸事故。因安装缺陷易发生积粉自燃爆炸的区域有:制粉系统阀门、管段安装位置、角度及防爆门插管安装角度、开孔和插入结构等。
2010-01-05,某电厂4号锅炉司磨接班检查发现:4-1球磨机进口防爆门破损,并从破损处观察到防爆门插管内有火星,遂紧急汇报,停止4-1球磨机运行。由于发现及时、处理得当,成功避免了一起制粉系统爆炸事故。
随后,拆除4-2磨煤机进口防爆门膜片检查,发现防爆门插管下方内壁有一直径为30 cm的变形区域。再拆除防爆门插管外侧保温装置,发现防爆门插管内存在积粉自燃现象。检修人员测量发现:此防爆门插管未按45°(与水平面夹角)以上规定倾斜角设计安装,实际倾斜角仅为30°,同时粗粉分离器回粉管、排粉机再循环管均位于球磨机进口防爆门插管对面上方,气流轴线正对防爆门插管开孔处,最终导致粗粉分离器回粉、排粉机再循环乏气带粉及落煤管煤粉在防爆门插管底部沉积。由于防爆门插管倾角较小,沉积煤粉不能依靠重力下落进入磨煤机,从而导致沉积煤粉在磨煤机进口干燥风(温度在300 ℃左右)的烘烤下自燃。
1.4 检修维护不力
检修维护不力主要是指制粉系统检修、维护存在不足,没有及时发现并消除表计、阀门等设备缺陷及仓壁腐蚀积粉、粗粉分离器杂物堵塞积粉等隐患,导致制粉系统运行期间因表计失灵、阀门漏风等原因超温,或发生局部严重积粉自燃爆炸事故。
1.5 违章操作
违章操作主要是指操作人员不认真、没有严格执行燃煤锅炉制粉系统的操作规程,因人为操作原因导致制粉系统超温运行或发生局部积粉自燃爆炸事故。
2000-02-28清晨,某电厂1号炉正常运行,负荷190 t/h,双侧制粉系统均工作正常。06:30,1号炉甲、乙球磨机停运,排粉机空抽15 min左右。07:30左右,1号炉司磨启动1号炉甲、乙侧制粉系统。当甲侧制粉系统及乙侧制粉系统启动正常,且乙侧球磨机出口风温达到54 ℃时,启动乙侧球磨机。07:45,启动给煤机准备给煤时,乙侧排粉机发生了爆炸,并引发厂房内煤粉二次闪爆,造成锅炉厂房门、窗、墙壁、楼板多处损坏。
事故后检查分析其原因,主要是由于06:30制粉系统停运时,操作人员没有严格按操作规程规定(停磨过程必须根据球磨机进出口压差来控制排粉机抽风时间)执行,从而造成乙侧排粉机抽粉时间不足,致使乙侧球磨机内残留过量煤粉,并在一定条件下自燃。当再次启动乙侧制粉系统时,排粉机内达到爆炸极限范围的煤粉和空气混合物遇到被抽入的自燃煤粉(火源),从而发生爆炸。
1.6 外来易燃、易爆物或火源
外来易燃、易爆物或火源主要是指原煤开采、运输过程中夹带的易燃、易爆物或长期储存的自燃火源,在进入制粉系统前没有被及时发现,从而导致制粉系统在运行期间发生爆炸事故。由于此类爆炸发生前,制粉系统均正常运行且煤粉浓度高,因此事故损害极大。
2001-11-06,某电厂3号锅炉发生一起因原煤中携带易燃物而引发的爆炸事故。事故造成3号炉甲磨出口防爆门爆开,3号炉粉仓防爆门爆开,粉仓顶钢板变形拉裂,燃料3号带乙带底部平台破碎,3号带乙带变形并向上弓起,粉仓顶部东西走向的北侧钢筋混凝土大梁拉断并突出平台平面,甲乙侧细粉分离器下粉口自上部锁气器以下全部变形破碎,粉仓吸潮管自吸潮阀以下变形、法兰破碎。事故中球磨机及粉仓中先后发生2次爆炸,一次发生在磨煤机出口,另一次发生在煤粉仓中。
原煤中夹杂易燃物进入球磨机时,首先引起磨煤机内的煤粉爆炸,并且造成磨煤机出口防爆片破裂。磨煤机内的爆炸在瞬间造成磨煤机出口正压,并向上传播;火星通过粗粉分离器前吸潮管处进入粉仓,由于粉仓内煤粉浓度超过爆炸极限,从而引发剧烈的爆炸,造成粉仓顶部及顶部设备的严重破坏。由于锁气器的作用,爆炸未对细粉分离器造成大的冲击,所以粗、细粉分离器防爆门没有动作。
2 防范措施
防止燃煤锅炉制粉系统发生爆炸事故是一项系统工程,它涉及制粉系统设备选型、设计、安装、检修维护、运行控制及原煤管理等多方面。因此,根据燃煤锅炉制粉系统发生爆炸事故的根源及其影响因素,有针对性地采取切实可行的防范措施,可最大限度地降低制粉系统发生爆炸事故的概率,减少人身伤亡及经济损失,保障锅炉安全平稳运行。
2.1 科学选型、规范设计
电力工业发展至今,燃煤锅炉制粉系统及其设备、管件选型、设计标准、规范已非常成熟、规范,但由于部分新进入这一行业的设计人员受到自身素质、业务水平的制约,加之实践经验的缺乏,极易出现对制粉系统及设备选型不当、设计失误等情况,从而埋下积粉自燃的安全隐患。为此,专业设计院一方面要大力加强设计人员业务水平的培养提高,严格按照标准、规范进行制粉系统选型、设计;另一方面要与锅炉使用单位技术人员密切沟通、合作,充分吸收锅炉运行实践的技术经验,及时调整制粉系统的选型与设计。
2.2 正确安装
制粉系统严格按照设计正确安装,是避免制粉系统在投用后发生积粉爆炸事故的重要环节。实践表明,当前条件下,锅炉用户专业技术人员全程技术监督是确保制粉系统正确安装的最有效措施。
2.3 规范检修维护
防止制粉系统发生爆炸事故的基础是定期检修、及时维护。制粉系统定期检修主要是检查并采取有效措施消除球磨机进口混合风管、粗粉分离器、细粉分离器进口方形管、粉仓仓壁、锁气器及制粉系统防爆门插管等易发生积粉自燃区域的安全隐患,同时完善制粉系统保温装置,消除各类磨损泄漏。制粉系统日常维护主要是及时发现并消除各类仪表缺陷、阀门缺陷及粗粉分离器内的杂物,防止制粉系统仪表失灵、热风门漏风,从而导致制粉系统超温及粗粉分离器杂物堵塞、再循环管道内积粉自燃,最终诱发爆炸事故。
2.4 细化运行管理
防止制粉系统发生爆炸事故,细化运行管理、杜绝违章操作必须常抓不懈,基本要点如下。
(1) 加强原煤管理,防止原煤中易燃、易爆物及自燃煤进入制粉系统引发爆炸事故。
(2) 根据煤质、制粉系统类型、相关标准、规范及运行实践经验,修订完善制粉系统操作规程,并强化人员培训,杜绝制粉系统运行违章操作。
(3) 制粉系统运行期间,必须保证球磨机再循环风门开度不低于40 %,粗粉分离器回粉管锁气器、细粉分离器下粉管锁气器动作正常,防止堵塞积粉。
(4) 制粉系统停止运行前,对制粉系统再循环管、回粉管、球磨机、粗细粉分离器要彻底吹扫,以消除积粉。
(5) 制粉系统停运后,对制粉系统进行全面隔离,减少系统漏风,确保即使系统内自燃也处于缺氧状态;同时高度注意监视磨煤机进、出口温度及排粉机进口温度、粗粉出口温度,若有异常升高,要及时检查处理,避免自燃的煤粉引爆制粉系统。
3 结束语
(1) 燃煤锅炉制粉系统发生爆炸事故,根本原因是由于制粉系统、设备的选型、设计、安装不按相关标准、规范执行,以及设备检修维护不力、运行违章操作,致使制粉系统或设备局部长期积粉,随着热风烘烤及煤粉内部化学热的产生、积蓄而导致爆炸。要有效防止此类事故的发生,必须要严把锅炉制粉系统选型、设计、安装时的质量监督关,同时要长期加强设备检修维护力度,杜绝违章操作。
(2) 锅炉投产初期,由于选型、设计不当,安装质量缺陷,设备检维修水平及运行管理、操作人员水平不高等因素综合作用,制粉系统爆炸事故频发。但随着锅炉投产后制粉系统选型设计隐患、安装质量缺陷的消除以及设备检维修水平的不断提高,制粉系统发生积粉爆炸事故的概率将大幅度降低。因此,杜绝违章操作、细化制粉系统运行及日常管理将成为防止制粉系统发生爆炸事故的一项长期工作。