厦漳大桥(南汊)锚拉板焊接残余应力有限元分析
2013-08-29伍贤智石峻峰陈东波
胡 娟 伍贤智 石峻峰 何 浩 陈东波
(1.长安大学公路学院 长安 710064;2.中铁大桥局集团武汉桥梁科学研究院有限公司 武汉 430034;3.湖北工业大学 武汉 430068;4.中交第二航务工程勘察设计院有限公司 武汉 430071)
1 大桥锚拉板概况
厦漳跨海大桥南汊主桥索梁锚固结构采用锚拉板式锚固方式[1],锚拉板所有材料采用Q370qD。锚拉板直接焊接在工字型主梁的上翼缘,其厚度方向承受拉应力,主梁上翼缘钢材的Z向性能和焊接的热影响区是最为薄弱的环节;而且锚拉板的焊缝相互交叉、焊缝形式多样,对于厚板焊接,拘束度大,残余应力场复杂、残余应力大,将会较大程度地降低焊接接头的疲劳强度和韧性。因此,对锚拉板的焊接残余应力采用数值方法计算残余应力的大小及其分布形式,为焊接参数的选择提供参考。
由于焊接过程模拟分析的复杂性,需要反复进行非线性迭代运算,故对锚拉板三维整体焊接分析非常困难,本文主要针对锚拉板上的P3焊缝局部进行三维模拟分析。P3焊缝形式及其施焊顺序见表1~2。
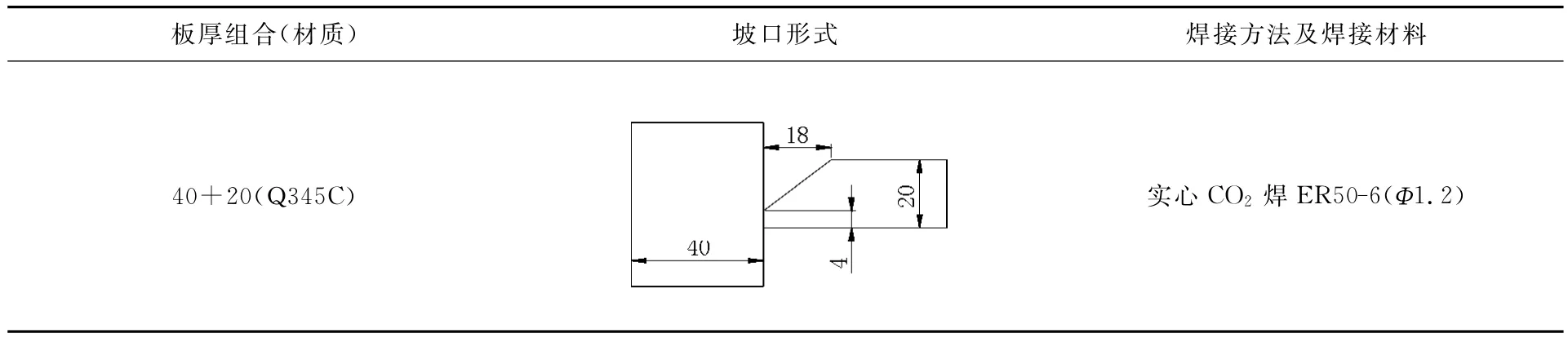
表1 P3焊缝形式

表2 坡口角焊缝施焊状况
2 温度-应力耦合有限元分析
利用耦合场分析方法[2]研究2种或多种物理场的交叉作用和相互影响,耦合分析有2种方法:直接耦合方法及顺序耦合方法。直接耦合方法利用包含所有必须自由度的耦合单元类型,仅仅经过一次求解即可得出耦合场分析结果。
直接耦合的耦合矩阵方程为

在矩阵中,耦合效应要考虑非对角子阵K12和K21的影响,(X1,X2)是2种不同场类型的自由度。在本文中,焊接残余应力计算分析采用直接耦合方法。
3 温度应力的计算
温度应力是指当物体由于温度升降受到约束或各个部分的温度变化不均匀时,物体内部就会产生应力。物体的温度改变时,温度变形为线应变,若把温度改变产生的线应变视为物体的初始应变,则它的三维问题表达式为

式中:φ0为初始温度场;α为材料的热膨胀系数;φ为结构的稳态温度场或瞬态温度场。
4 锚拉板焊缝残余应力分析
4.1 P3焊缝有限元模型
应用ANSYS提供的Solid5耦合单元,运用单元生死技术模拟焊接过程,采用高斯热源函数,通过热-结构耦合分析功能进行焊接过程的仿真分析,计算焊接过程中的温度分布和应力分布以及冷却后的焊缝残余应力[3]。
对于P3焊缝具有多个焊道,从坡口底部沿焊道向上逐步完成焊接,在整个模拟过程按照实际焊道划分焊缝单元,材料为双线性随动强化准则。P3焊缝焊接的2块试板尺寸为:40mm×400mm×500mm,20mm×400mm×500mm,为了研究方便,沿坡口从上到下在焊接方向取3条路径,分别为Path1,Path2,和Path3,有限元模型见图1~图3。
图1 焊接模型
图2 焊缝图

图3 在截面上选取5点
4.2 分析结果
通过计算得到焊接过程中温度和应力分布的演变过程,规律性比较明显,坡口焊接的温度经历从高到低的过程,变形受到约束而产生残余应力。在焊接过程中,局部最大残余应力可以达到575 MPa,出现的位置在焊料内部。焊接完成后的最大局部永久残余应力为365MPa,位于坡口焊缝边缘焊料与母材相接触的位置,见图4,图5。由于3条应力路径都是选择在坡口焊缝的母材表面,最大的局部残余应力没有超过200MPa。整个焊接模拟过程所得到的结果比较合理,能够为真实的焊接操作提供一定的依据。
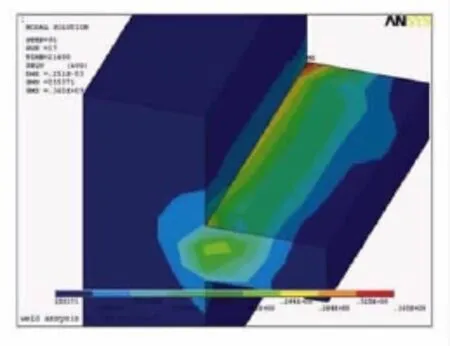
图4 最终残余应力云图
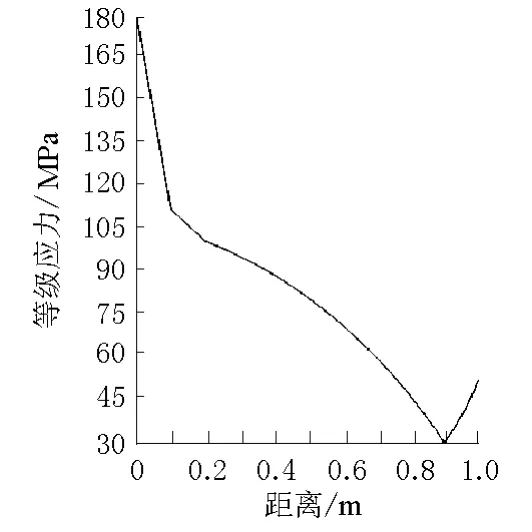
图5 最终路径Path1应力曲线
图6~图9为在坡口焊缝的端部截面和中间截面的相应位置所取的5个点的应力与温度时程曲线,从图中可以看到每条曲线有几个明显的峰值,这和焊道数是对应的。每次施焊点达到这个位置时,温度和应力就会出现峰值,随着温度下降到常温,应力最后也逐渐趋于一个稳定值。
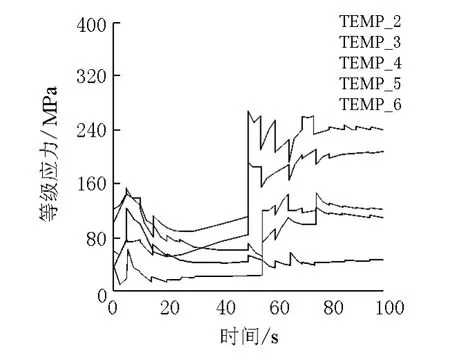
图6 端部截面5点应力时程曲线
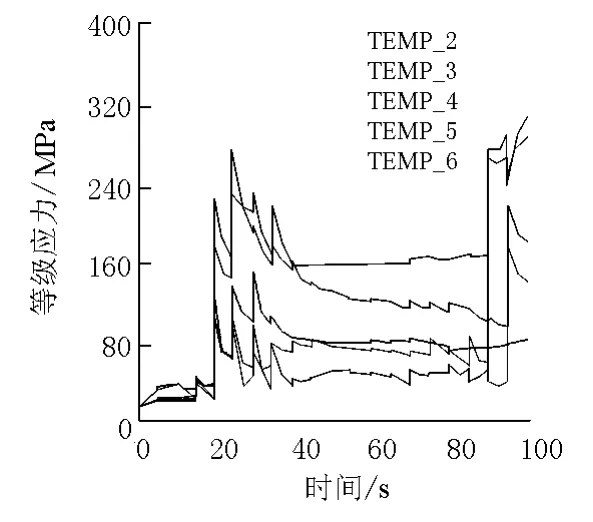
图7 中间截面5点应力时程曲线
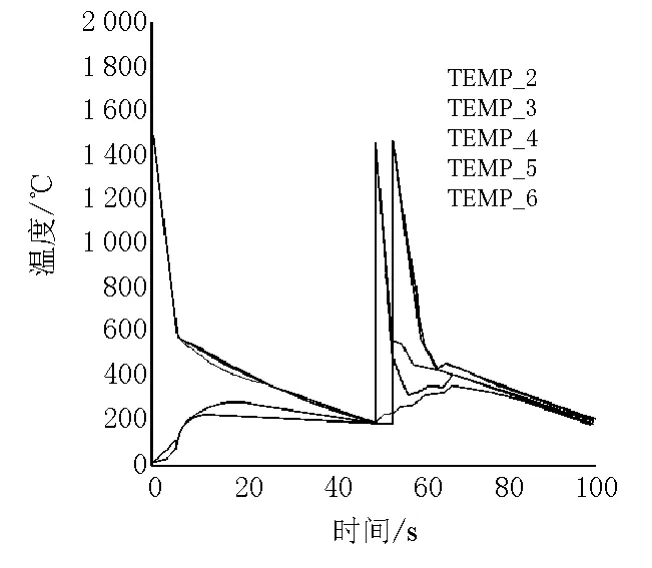
图8 端部截面5点温度时程曲线
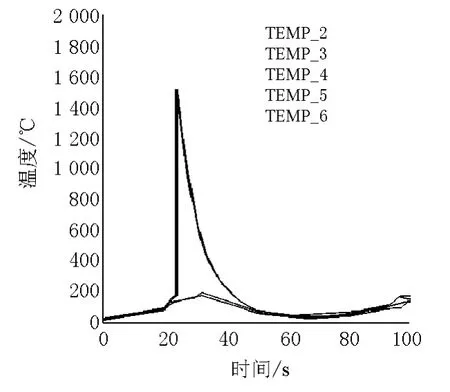
图9 中间截面5点温度时程曲线
图10~图13为分别在3条路径上取的10个点的应力及温度时程曲线,可以看到随着焊道的推移,各点的应力和温度此起彼伏,最后都趋于一个稳定值,端部的残余应力比较大。由于施焊是从下向上,所以Path3上的各点首先会出现应力和温度最大值。
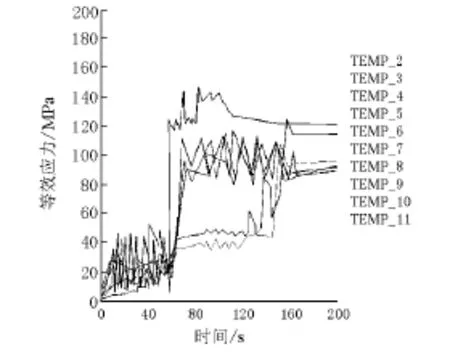
图10 Path1上各点应力时程曲线
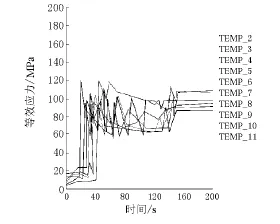
图11 Path2上各点应力时程曲线
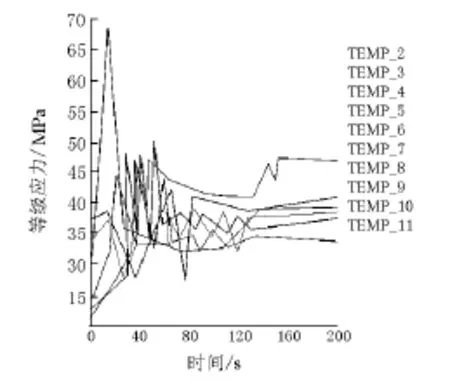
图12 Path3上各点应力时程曲线
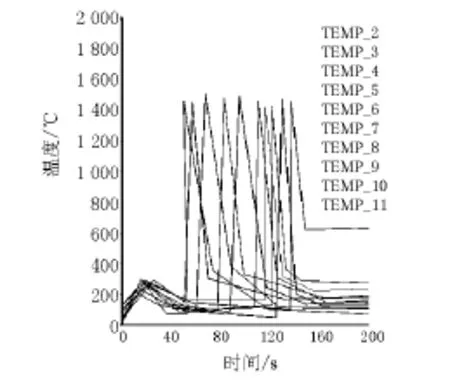
图13 Path1上各点温度时程曲线
从曲线及云图中可以看到,焊缝周围的最终残余应力并未达到材料的屈服值,残余应力与材料的热力学参数、焊道的划分、施焊的顺序都有关系。
由于在计算模拟中,采用单元生死来模拟焊道的焊接过程,真实地反映了实际焊接过程。焊缝内所有单元在开始计算前被杀死,即单元刚度非常小。在计算过程中,将不同道次被“杀死”的单元按道焊的先后顺序“激活”,模拟各道次焊缝金属的填充过程。
上述图中反映了施焊过程中温度变化过程,在焊接当前焊道时,温度最高,随后,在焊接下一个焊道时,此焊道温度逐渐降低。图中也可以看到等效残余应力的变化过程,在焊接过程中,由于在焊缝周围的残余变形较大,所以最大残余应力主要位于母材与焊料之间的位置。
5 结语
采用ANSYS有限元软件对锚拉板P3焊缝焊接过程进行仿真分析,得到焊缝周围局部最大焊接残余应力达到365MPa,已经超过材料的屈服强度。从相关文献资料可知,焊接过程中的材料残余应力接近或达到材料的屈服强度属于正常现象,焊接残余应力对结构的影响应该与外荷载应力结合起来考虑。
[1]重庆交通科研设计院,福建省交通规划设计院,中交第一公路勘察设计研究院有限公司联合体.厦漳跨海大桥施工图设计[Z].重庆:重庆交通科研设计院,2009.
[2]王勖成.有限单元法[M].北京:清华大学出版社,2004.
[3]中铁大桥局集团武汉桥梁科学研究院有限公司.厦漳跨海大桥斜拉桥主桥锚拉板受力机理理论分析和模型试验研究[R].武汉:中铁大桥局集团武汉桥梁科学研究院有限公司,2012.
