电气控制及调整在清梳联系统中的重要作用
2013-08-29李旭
李 旭
(青岛宏大纺织机械有限责任公司,山东 青岛 266101)
清梳联是一个系统,各机台之间相互联锁、相互控制,往往一个比较简单的电气故障,若不能及时解决,就会导致全线停产,造成较大的能耗浪费,且对生条和成纱质量指标稳定极为不利。青岛宏大通过多年对国内外客户的调试和走访工作,总结出了在现代可编程控制器的控制下对清梳联的电气部分调整以达到系统稳定的方法,可完成指标优化,减少机台的故障率,提高设备的运转效率。青岛宏大清梳联采用智能化、模块化、传感器、信息化及变频调速等先进科技,工艺流程短,单机台产量高,配备数量少。其常规流程如下:JWF1009→FT245→FT214A→AMP3000→FA125→JWF1107→JWF1029→JWF1115→FA156→119A Ⅱ→FT202A →(JWF1171+JWF1203+FT025B)×n(n为梳棉机台数)。系统互联示意图见图1。

图1 清梳联互联线示意图
1 清花设备的电气控制以及调整
清花设备的主要功能是开松并且均匀混合原料,去除原料里面的金属和杂质,将原料均匀地送到梳棉机并供其使用。每台清花设备自身都有一套符合设备使用要求的电气自动控制系统,各单元的全部设计动作、功能主要由这部分系统来控制完成,清花设备之间通过连锁互相控制。
往复式抓棉机是清梳联电气控制最复杂的设备,采用西门子的PLC和人机界面,施耐德的变频器控制。虽然控制复杂,但是操作简单,主要是调整好抓取深度和行走速度,保证供棉充分,保证机器的运转效率。根据产量情况,仔细调整JWF1009抓包机的抓取深度、运行速度,保证JWF1029多仓混棉机仓内原料的密度,使JWF1009抓包机的机械运转率达到92%以上。只要运转效率保证,供棉才能充分,才能保证指标。

JWF1029多仓混棉机采用西门子可编程控制器控制,控制部分包括开关量输入输出模块和模拟量输入输出模块。平帘、斜帘和输棉风机都采用施耐德变频调速。人机界面采用西门子TP27触摸面板,可以直接设定和修改各种工艺参数,手动调试,随机监控运行状况及故障报警。调整时注意进棉风机频率和滤尘回风压力,一般保证多仓内压力为-30~50Pa,调整好上下限压力,保证棉仓内棉花充分。根据后级JWF1115需求调整平帘、斜帘的速度,一般调整为平帘速度较慢,斜帘稍微快速,防止平帘带太多棉花过重卡住斜帘。只有多仓供棉充足了,整个清梳联系统供棉才能正常,这是保证清梳联系统供棉稳定的一个前提条件。
JWF1115精开棉机也是采用西门子可编程控制器控制,给棉罗拉由变频控制,由压力传感器检测梳棉管道压力,进入到可编程控制器换算出模拟量送到变频器从而改变给棉罗拉转速,保证梳棉管道压力稳定并保持供棉的连续性。储棉箱由一对对射式光电控制原料密度,光电动作,多仓停止供棉;光电不动作时多仓斜帘平帘停止运行,一般要求多仓在压力稳定下向JWF1115供棉,一分钟内保证棉位对射式光电至少要动作,否则就要加大多仓平帘斜帘的速度。JWF1115 的参数设置比较关键,直接影响到梳棉管道的压力。参数如下设定压力、稳态压力值:根据系统实际供棉情况来定,设好后设备就靠近该值(目标值);比例系数,调整时间;积分时间为辅助调整参数,当比例系数和积分时间两项调整正常后,就不要再改动,将来产量变化只须调整后级单产即可;手动给棉速度,一是作为反转和检查电机正、反转用,二是为首次通电用来充满管道原料选择充满速度用。可编程控制器有两个旋钮,左边的旋钮选择是否使用PID 控制,一般设置为顺时针最大,第二个旋钮是选择产量(窄幅或宽幅),根据需求进行调整,一般根据后台梳棉机产量和台数设置好设定压力,观察梳棉机末台上棉箱棉位情况,调整到边角稍有缺口即可;比例系数反应响应时间的快慢,一般设置在0.3左右即可,不需要大范围调整。积分时间一般设置为0.16即可,对供棉影响较小。调整的结果是尽量保证其连续给棉,压力波动在50Pa以内。调整好后的管道压力波动图如图2所示。
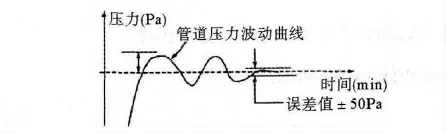
图2 管道压力波动示意图
2 梳棉设备的电气控制以及调整
JWF1203梳棉机配置JWF1171型喂棉箱加上新型长、短片段混合环自调匀整仪FT025B,全机配置自主开发的电气专用控制系统,采用可编程控制器等技术将梳棉机、棉箱和自调匀整集成为一体,完成所有的监控及工艺调整的功能,全机采用多电机单独传动,变频控制,通过现场总线技术实现棉箱给棉、梳棉机给棉、道夫及圈条器等各部分传动的同步,工业触摸屏显示各种工艺参数。
JWF1171棉箱检测进入自调匀整的压力,自调匀整经过数据采集处理通过输出模拟量改变棉箱给棉罗拉转速,保证棉箱压力的稳定,PID 控制参数如下:压力超限报警值:压力超过压力超限报警值后,停止棉箱给棉电机运转,推荐为在标准压力基础上增加7~10Pa,一般增加8Pa即可以。例如棉箱标准压力设定为50Pa,则压力超限报警值为50Pa+8Pa;棉箱标准压力设定棉箱在手动状态,运转梳棉机在高速状态,待系统稳定后,调整匀整器和棉箱,使输出棉层基本合乎要求,此压力就应设置为标准压力。棉箱系数k:该系数为棉箱手动时调节棉箱给棉电机速度,系数越大速度越快,推荐范围为8.00~30.00,建议设置为20;PID 调节仅在棉箱自动状态下生效。调试实行先比例、后积分、再微分的反复调整。首先调整比例数kp,将其由小变大,使系统响应略有超调。此时如果认为压力偏差小到允许范围内,并且认为压力响应曲线已经满意,那么只须用比例调节即可,而最优的比例系数kp也就相应确定下来。其次在调节比例系数的前提下,如果压力系统静差太大,则须加入积分环节。这时先将比例系数kp略微减少,再将积分系数ki由小连续变大,使得在保证压力系统良好动态特性的前提下消除静差,这一步可以反复进行。经过两步调节后,如果动态过程不能令人满意,可加入微分环节,从而实现PID 控制。整定时,先将微分系数kd设为零,再增加kd,同时相应地进行调整。如此反复多次,直到令人满意为止。
FT025B自调匀整器的功能是根据棉箱输出棉层的不同厚度,保持梳棉机有稳定的纤维喂入量,以保持恒定的棉条定量输出。匀整器由传感器部分、变频调速器和给棉电机、微机控制器三个部分组成。其中传感器部分包括给棉罗拉处的两个棉层厚度检测传感器、给棉罗拉速度传感器和道夫速度传感器。工作原理是匀整器的微机控制器通过接近开关来跟踪检测给棉罗拉和道夫的速度,通过两个厚度位移传感器检测输入棉层的厚度。通过出条部分棉条厚度传感器检测棉条厚度。FT025的微机控制器通过安装在道夫皮带轮上的接近开关检测道夫转速。以此速度作为控制给棉电机速度的基础。当喂入棉层完全均匀时,给棉罗拉以一固定比例跟随道夫运行。微控制器通过接近开关检测给棉罗拉转速,当喂入棉层厚度变化时,微控制器通过厚度传感器检测到棉层厚度变化信号并进行运算分析处理,计算出牵伸补偿量,通过改变给棉电机转速来改变给棉罗拉与道夫的牵伸比,从而保证恒定的棉条定量输出。
在安装FT025B 型匀整装置时,必须同时调整加压弹簧压力,左右加压一致。首先将位移感应器外壳体固定在给棉罗拉轴承座上,然后将弹簧放入传感器壳内,用圆形扳手旋转(顺时针)装有检测头的螺柱,使弹簧轻微受压,并做好标记,旋转扳手6圈,弹簧受压缩12 mm,产生60kg,将螺柱缩紧(用壳体上的内六角螺钉),加压调整完毕。用万用表在位于匀整器主板上的四个测量点(TP1、TP2、TP3、GND)直接测量,将TP1,TP2测出位移传感器的直流电压信号调整为360~370mV,左右位移传感器电压值必须调整一致(+5mV)。
FT025B匀整器主要参数的调整:高速调整,根据道夫高速时条重来设定,和条重成正比,改变10个点条重变化1g/5m;低速调整:和高速调整相同,不同的是改变道夫低速时的条重;异物检测系数:保护设备安全,当给棉罗拉进入异物时,给棉罗拉停止转动,一般放在40左右;原料特性系数:不同的原料其刚性不同,合适的“原料特性系数”可以使匀整器适应棉层波动的范围变大,纺纯棉一般可放在25 左右,化纤在37 左右;标准棉层:合适的棉层可以更好地发挥自调匀整器的作用,一般可放在1300~1600左右。
3 结束语
通过在山东区域一用户走访并用上述方法对清梳联系统全面优化,在保证同样产量的前提下,减少了设备运行时间,提高了生产效率,节约了能源。生条质量稳定,不匀率由以前的2.0%降低到1.2%,设备故障率也大大降低,这样既增加了设备稳定性,又提高了经济效益和社会效益。
[1]张扬,蔡春伟.S7-200PLC原理与应用系统设计[M].北京:机械工业出版社,2008.
[2]张喜昌,于修业,张海霞.清梳工序对生条质量的影响[J].郑州纺织工学院学报,1998,(4):39—42.
[3]张宏建.自动检测技术与装置[M].北京:化学工业出版社,2004.
[4]赵志刚,杨丽丽.连续喂棉技术在清梳联电气控制中的应用[J].山东纺织科技,2003,44(6):25—27.