基于多视觉的熔池图像处理与特征提取
2013-08-29熊震宇顾网平
熊震宇,顾网平,王 健,薛 诚
(南昌航空大学 航空制造工程学院,江西 南昌 330063)
0 前言
随着计算机技术的发展,视觉传感在焊接过程中的应用受到人们的重视。视觉传感器可用于焊接质量的在线监控,通过观察熔池形状从而判断焊接质量的高低[1-2]。熔池信息能直接反映焊缝外观形状、外部缺陷以及判断内部成形是否良好。由于焊接熔池是动态的,焊接过程中产生的强烈弧光以及熔池类镜面反射等特性,使得实时获取熔池信息比较困难。
熔池形状参数通常包括熔池半长、最大熔宽和熔池面积等。对熔池图像进行处理的目的是检测熔池边缘,进而获得熔池特征。针对熔池特征提取人们已经做了很多研究,文献[3-4]通过对焊接熔池图像进行提取和分析,成功提取熔池边缘和激光条纹边缘,计算出熔池表面三维形状;文献[5]利用近红外CCD摄像机配合复合滤光系统,采集到大量高清晰的MAG焊熔池图像。本研究针对CO2气体保护焊构建多视觉传感系统,采集和分析熔池形态,获得熔池边缘轮廓、后托角以及堆高,为熔池质量的实时监控提供依据。
1 多视觉传感系统
1.1 系统组成
整个视觉传感装置如图1所示,该装置由两个面阵CCD摄像机和两套复合滤光系统组成。整个视觉传感装置以焊枪为基准进行固定,CCD摄像机沿焊接方向分别安装在焊枪的两侧,超前方向的记为CCD1,滞后方向的记为CCD2。CCD1的工作角度α1为CCD1的光轴中心与工件水平方向夹角,CCD2的工作角度α2为CCD2的光轴中心与工件水平方向夹角。CCD1的焦距f1为CCD1的镜头到焊丝正下方的距离;CCD2的焦距f2为CCD2的镜头到焊丝正下方的距离。

图1 试验传感器装置示意
在焊接过程中,由于熔敷金属在试件表面堆积,使得熔池表面与试件表面形成一定倾角,为获取丰富的熔池信息,经过大量工艺试验确定出对焊接采集有重要影响的传感器的几何参数,具体的参数设计如表1所示。

表1 传感器设计参数
1.2 复合滤光的选择
复合滤光法是指根据对电弧光谱的分析选取特殊组合的滤光片和减光片,组成复合滤光系统,安装在CCD摄像机镜头前,只允许特定波长的光通过,从而减小弧光等外界环境对熔池特征采集的干扰。由于本采集系统在被动视觉光源条件下进行,相比激光等其他主动光源,滤光要求更为严格。根据GMAW焊接时的光谱分布[6],弧光约650 nm处于波谷阶段,是可见光范围内比较适合拍摄的波段,在近红外波段内,1 000 nm以上弧光都比较弱,因此本研究选定650 nm和1064 nm波段滤光进行熔池拍摄试验,试验所用滤光片参数如表2所示,减光片为1%中性减光片+5%中性减光片,不同滤光条件下CCD采集的熔池图像如图2所示。

表2 滤光片参数

图2 CCD采集的熔池图像
在图2中,弧光在648 nm和1 064 nm窄带滤光片条件下,都可以拍摄到熔池轮廓,但648 nm窄带滤光片下的电弧轮廓比1 064 nm窄带滤光片的大,电弧覆盖面积大,形成的光圈干扰不利于连续拍摄图片的实时处理。因此,本试验选定1 064 nm波段的窄带滤光组合。
1.3 焊接试验
试验焊接参数见表3,材料为普通低碳钢板,规格100 mm×596 mm×7 mm,采用GMAW焊接方法,焊接速度30 cm/min,由焊接机器人在试板上进行堆焊试验。CCD摄像机采集的焊接图像如图3所示。

表3 焊接工艺参数
为保证CCD1和CCD2所拍摄图像是完全相同的部分,CCD1熔池尾部有部分信息被焊丝遮挡,CCD2熔池图像中前端部分信息被喷嘴遮挡,所以需要对两幅图片进行不同的熔池特征的选取方法。
2 熔池图像处理
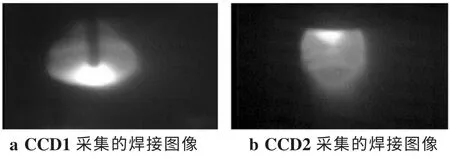
图3 CCD采集的焊接图像
本研究针对CCD1和CCD2采集的图像的不同特点,提出了两种图像处理流程,如图4所示。

图4 图像处理流程
2.1 图像去噪
由于在图像采集过程的环境光照是不稳定的,加之受CCD噪声、信号传输中产生的随机噪声等因素的影响,使CCD采集到的数字图像中掺杂了不同程度的噪声,因此需要对CCD采集的图像先进行去噪处理。根据以上分析,首先使用中值滤波法对原始图像滤波,本研究使用的中值器模板为9 Pixel×9 Pixel,中值滤波处理结果如图5所示。由图可知,中值滤波有效的抑制了噪声,减弱了弧光对熔池边界的干扰。

图5 中值滤波处理
2.2 边缘检测
CANNY算子具有良好的稳定性和较高的信噪比,既考虑到梯度的大小,又利用了梯度的方向,二值化过程也具有一定的智能性,所以在边缘检测中应用广泛。针对采集的熔池图像的特点,采用CANNY双阈值检测熔池边缘。CANNY双阈值检测是指对N(x,y)作用两个阈值τ1和τ2,则N(x,y)中像素大于高阈值的点为边缘,小于低阈值的不是边缘,介于两个阈值之间的,如果其邻接像素有大于高阈值的则为边缘,反之则不是。CCD1和CCD2图像处理采用的CANNY双阈值分别为(0.1,3)和(0.2,3),边缘提取结果如图6所示。边缘提取结果表明,采用CANNY双阈值法可以有效地提取熔池特征边缘。CCD1边缘提取后的图像中存在大量的伪边缘,需要对CCD1边缘提取后的图像进行去伪边缘处理。CCD2边缘提取的图像中也存在伪边缘,但对熔池特征不产生影响,因此不进行去伪边缘处理。

图6 Canny算子双阈值边缘提取
2.3 去伪边缘
CCD1采集的图像在CANNY算子双阈值法提取后,发现熔池内部存在其他非熔池边缘的线条,如焊丝边缘、电弧边缘等。为了去除这些伪边缘,分别从图像的左侧、右侧、下侧对图像进行扫描,扫描到第一个亮点后,停止扫描并记住该点,同时检测设置焊丝所占区域灰度值为0,从而可得到如图7所示熔池特征图像。
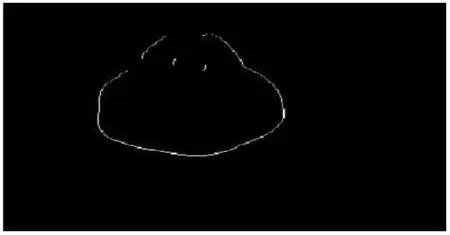
图7 CCD1去除伪边缘
2.4 多项式拟合
在理想状态下的熔池边缘为光滑的,可依照熔池形状的非线性拟合函数进行拟合[7]。但实际焊接过程中,焊缝形成过程中受周围因素影响,铺展并不是完全均匀光滑的,熔池面也不一定是平衡的,因此并不是完全对称的,本实验中熔池边缘拟合选用多项式拟合的方法。CCD1采集的图像经过5次叠代拟合后可得到如图8a所示的熔池轮廓。CCD2采集的图像经4次迭代拟合后可得到如图8b所示的熔池轮廓。

图8 曲线拟合图像
将经过本研究提出的图像处理方法处理后的熔池特征与原图对比,拟合后熔池轮廓与实际采集的熔池图像相符。
3 熔池特征提取
3.1 熔池倾斜角和堆高的提取
假设熔池整体为图9中AB连接的斜面,则熔池与CCD摄像机拍摄图像有如图10所示位置关系。

图9 焊缝熔池轮廓
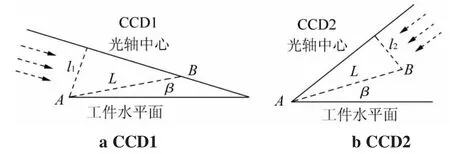
图10 CCD与熔池斜面角度关系
图中AB长度为L,AB在CCD1拍摄面上的投影为l1,AB在CCD2拍摄面上的投影为l2,β为熔池后托角。根据熔池和CCD摄像机的位置三角关系,可以得出如下方程:

联立式(1)、式(2),组成一个关于β和L的二元一次方程组。其中l1的长度由CCD1采集的图片计算得出,l2的长度由CCD2所采集的图片计算得出。本研究中CCD1和CCD2采集的为同一处的熔池,由于熔池和CCD摄像机的位置关系不同,同一段熔池宽度在图片中的l1和l2的长度不同,因此选取同一段熔池宽度带入方程组,从而求得β和L。
由图8中熔池和CCD摄像机的三角关系,可得如下关系式:

式中 h为熔池堆高。
3.2 试验结果和分析
在不同参数下拍摄并计算熔池高度,表4为不同电流电压值情况下熔池的倾斜角和熔池高度。CO2气体保护焊时,随焊接电流的增大,热输入增加,熔池长度增加的幅度大于熔池高度增大幅度,因此倾斜角β减小。将计算的熔池堆高与实测焊缝堆高对比,偏差小于0.06 mm,证明双视觉特征提取在熔池图像中的可行性。

表4 不同电流下熔池后托角和熔池堆高
4 结论
(1)基于GMAW低碳钢焊接时的光谱分布特点,采用1 064 nm窄带复合滤光系统,获得了较为清晰的熔池图像,并且图像中的电弧对熔池画面干扰小。(2)针对多视觉传感器,采用数字图像处理技术处理熔池图像,提取熔池边缘轮廓。根据CCD摄像机与熔池的三角关系,获得熔池后托角及堆高,为熔池质量的实时监控提供依据。
[1]李梦醒,吴毅雄,蔡 艳,等.图像技术在焊接熔池特征参数提取中的研究进展及发展趋势[J].热加工工艺,2010,39(21):142-145.
[2]朱 杰,熊震宇,黎咸西.基于视觉图像处理的铝合金交流TIG焊阴极清理区域的研究[J].电焊机,2012,42(1):26-30.
[3]Zhang Y M,Kovacevic R.Real time sensing of sag geometry during GTA welding[J].Journal of Manufacturing Science and Engineering,1997,119(2):151-160.
[4]汪岩峰,刘南生,林浩亮,等.基于结构光投影的焊接熔池图像获取与处理[J].焊接学报,2008,29(10):81-84.
[5]王克鸿,沈莹吉,钱 锋,等.MAG焊熔池图像特征及可用信息分析[J].焊接学报,2006,27(11):53-56.
[6]闫志鸿,张广军,邱关珍,等.脉冲熔化极气体保护焊熔池图像的检测与处理[J].焊接学报,2005,26(2):37-40.
[7]吴 迪.不锈钢薄板TIG焊熔池图像处理及视觉特征计算[D].上海:上海交通大学,2010.