瑞士数控螺纹磨床RG2000维修两例
2013-08-23陕西汉江机床有限公司723003王小牧
陕西汉江机床有限公司 (723003) 王小牧 张 纪
瑞士莱斯豪尔公司是欧洲最古老的机床公司之一,是世界上处于领先地位的蜗杆砂轮磨齿机和螺纹磨床的制造厂,被视为专为制造厂商设计卓越的、高精度、高性能生产系统的领导者。该公司生产的机床特点是生产率高,适应性强,精度极高。
CNC螺纹磨床RG2000是7轴数控的高生产率机床,特别适合于磨削外螺纹。CNC修形既可采用碟形金刚石滚轮的数控修形装置,又可采用金刚石笔液压修形装置。由于该机床使用范围广,所以无论在工具车间或用作自动化生产专机,都是一台适应力极强的生产机床。
我厂于20世纪90年代中期花费近千万元引进该机床,前十年之内运行一直比较平稳。随着时间的推移,该机床也进入了老化期,近几年机床故障比较频繁。根据我们维修的经历,对曾出现的比较典型问题的解决方法给出我们的思路,供大家参考。
1.有报警号的维修
机床上电出现“EMERGENCY STOP 30,Grinding motor not ready”报警,意思是“磨削电动机未准备好”,数控系统不能启动,机床所有动作均无法执行。
CNC螺纹磨床RG2000有急停的故障报警号可提供维修使用。根据报警号,初步判断磨削轴伺服模块或电动机有故障。先检查了磨削电动机驱动器,发现面板上指示灯都不亮,实测没有直流母线电压;接着检查了磨削电动机,实测正常。由于无直流母线电压输入,于是转向检查为驱动器供电的电源模块。
按图样分析,电源模块有一个通电时序,每个轴的驱动器控制部分会在机床上电时,预先加上单独的220V交流电压,其内部电路会自检,只要电源模块所供电的所有驱动器模块没有故障,便会发出信号给电源模块,电源模块输出一个触点闭合信号给系统,系统才启动通电时序电路为电源模块通上380V交流电源,如果条件不满足则系统报警,禁止启动。
经检查电源模块相关电路,发现主继电器K1374未能吸合;从而导致副继电器K1438不吸合,伺服电源模块无电源。K1374不吸合是由于电源模块A3.1的端子X10(6,7)不通所致。
现在本例故障的问题主要就是电源模块上电条件不满足,于是重点检查各驱动模块。因报警内容与磨削电动机有关,经过对比,检查发现磨削电动机驱动模块上24V、15V、5V指示灯均不亮。尝试脱开该模块,人为加一个该模块准备就绪信号,则电源模块加电正常,数控系统能正常启动,说明磨削电动机驱动模块有问题(见图1、图2)。
进口机床零部件购买周期长、价格贵,再加上这是20世纪90年代生产的数控机床,有些备件得订制。于是我们尝试自己修复该模块。该模块内部电路板为集成电路辅以一些分立元件,输出部分六路驱动的供电从前到后都自成单元,即从前级的信号放大到后级的功率管推动都是单独供电(见图3)。这样经过比对,终于发现问题出在其中一路的24V电源上,一个滤波电容短路,引起24V被短路,从而引发故障。最后,用一个同规格国产电容代替原来的,更换后整个系统可以启动。
图1
然而,上电启动后发现机床仍然无法开动。在上电过程中,C轴的Bb指示灯闪烁,上电后出现过流报警,拆下C轴驱动器,检查发现其中一路推动管K1118损坏(见图4)。
根据三极管型号查找并对比参数,很快选择了本地能买到的替代元件K1117,仅仅花了几元钱,更换后机床启动运行正常。
图2

图3
图4
2.无报警号的维修
按机床正常操作方法安装工件,但尾架顶尖无伸缩动作,亦无报警。
CNC螺纹磨床RG2000的尾架顶尖采用液压马达驱动,顶紧力值可由系统设定,并且能根据丝杠磨削时的热伸长量自动调整尾架顶尖的伸缩量,它的工作正常与否直接影响零件加工的精度。
查阅机床电气原理图,电磁阀的动作均由K2580执行,其电压大小由A1.37的D/A3模拟量输出板(X369A中的721/720)输出(见图5)。
操作顶尖伸缩按钮及脚踏开关工作时,A2.37的I/33灯亮,输出A2.61灯亮。检查K2580有动作,但电磁阀上却无电压。检查电磁阀电源来自A8(控制板功率管V4/V5输出电压幅值,根据设定调整尾架压力大小),再查尾架功放板模块上的输出722/723,724/725,接着检查来自系统D/A输出板A1.37的X359A的输入控制,在其上相应的输出测量点测得电压信号值为零。由此可见,是系统经判断条件不满足而无输出,此现象应为输入条件问题(见图6、图7)。
分析尾座测量元件原理,电位器R11为测量方向的,R12是测量尾座顶尖压力的(见图8)。
在P L C上相应的A/D输入板测量点,手动移动尾座顶尖时测得R11电压信号值为零无变化,因此判断是R11电位器有故障(见图8)。

图5

图6

图7
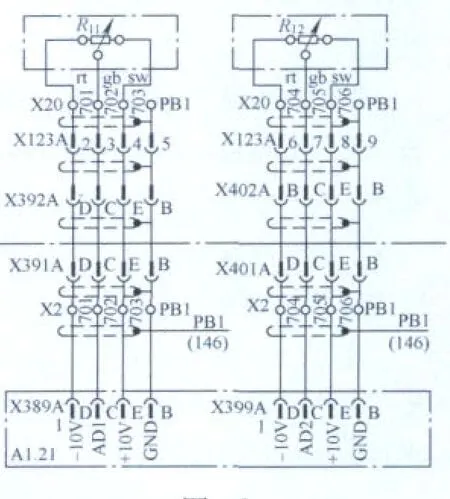
图8
将尾座中R11电位器拆下,发现其中有油污等杂质,测量其中间滑动头阻值变化不明显,判断电位器有问题(见图9)。

图9
此电位器为英国Penny&Glise公司生产的精密电位器,其订货周期较长,加之价格高昂,仔细分析考虑,决定自行修复为首要。
拆开电位器用酒精将其擦拭干净,细砂轻轻打磨,重新装配好,再移动滑动头检测其阻值变化正常。
安装好修复的电位器,启动机床,尾座顶尖伸出缩回动作恢复正常!
经过以上两例故障的修复,我们积累了不少经验,为今后修理类似的进口或国产设备,提供了一些基本的维修方法和思路。
