止推片多工位级进模设计
2013-08-23辽宁曙光汽车集团股份有限公司丹东118001李伟军
辽宁曙光汽车集团股份有限公司 (丹东 118001) 李伟军
止推片是客车内饰中的一个零件,材料为钢板1.0/Q235-A,厚1.0mm。工件如图1所示,形状复杂,尺寸要求比较严格,有压窝、冲孔、翻边、落料等多道工序。
若采用单工序模具来冲压此件,需要多个模具来完成,且效率极低。考虑零件批量及尺寸要求,决定采用多工位级进模。
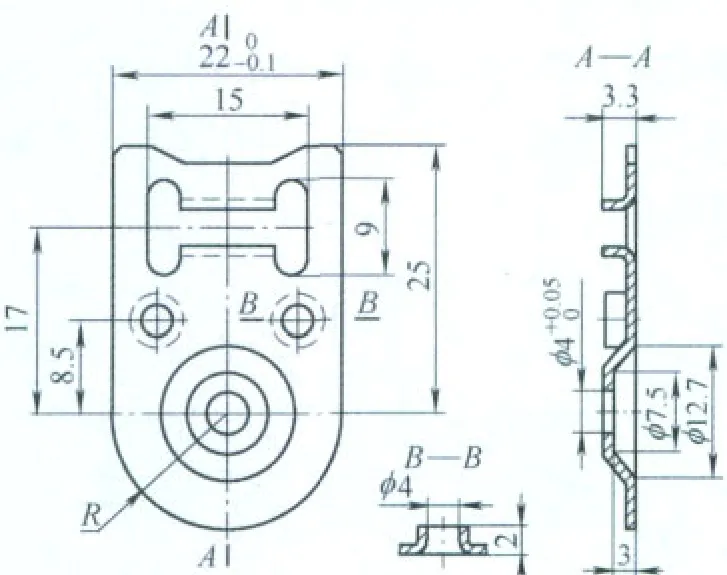
图1 零件图
1.工序安排
根据零件的结构和尺寸要求,经过分析比较,确定采用5步冲压工序来完成此件,工序如图2所示。其中在冲15mm×9mm的异形孔时,考虑到凸、凹模的加工,模具装配及维修等因素,将此孔分两次冲出。
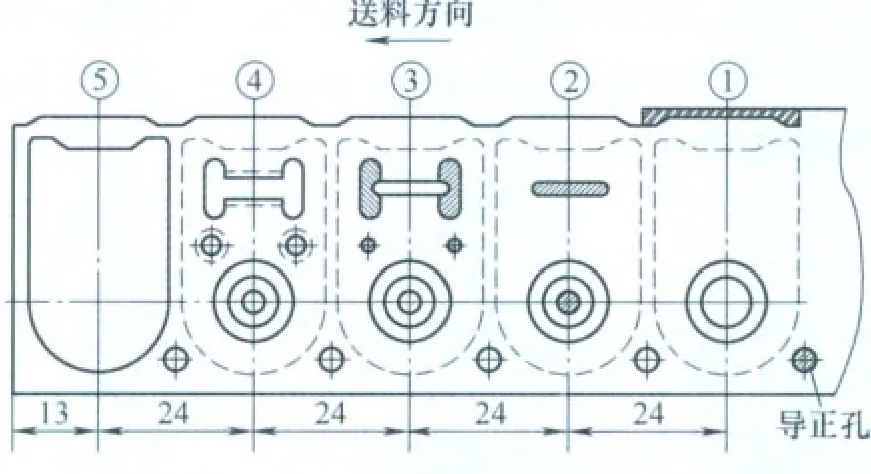
图2 工序图
工序1:冲导正孔、压窝、侧刃在条料边缘上切出缺口。
工序2:冲φ4mm圆孔、冲异形孔的横孔。
工序3:冲两个φ4mm翻边孔的底孔、冲异形孔的两侧竖孔。
工序4:对两个圆孔和异形孔进行翻边。
工序5:落料。
2.模具结构与工作原理
模具结构如图3所示。采用了浮动送料,侧刃粗定位,导正销精定位的结构方式,保证了止推片的冲压质量。
(1)卸料板6设计为弹性卸料板,冲压时,有足够的作用力将条料压住,使材料在三向张应力作用下被冲裁,减小回弹,冲裁面光洁。在卸料板上还装配了四个小导柱7,提高卸料板的稳定性,保护细长凸模,防止其折断。
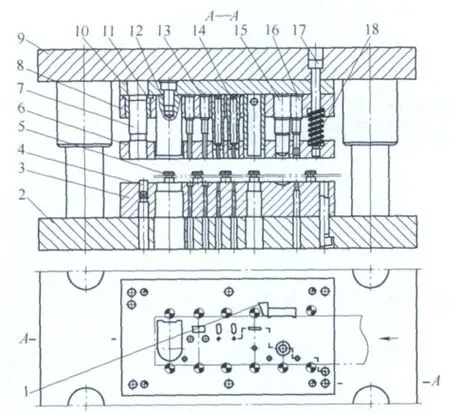
图3 模具结构图
(2)在模具的定位系统中使用了凹式侧刃,在相邻两次冲切间产生的毛刺位于凹入的缺口中,克服了平式侧刃的不足。侧刃的刃口长度略大于送料进距,以便导正销伸入预冲孔时,条料略向后退。
(3)根据零件的冲压工序安排,条料在由右至左的送进过程中,零件形状由平面逐步过渡为立体,为确保条料的顺利送进,模具上安装了浮动送料机构,浮动挡料销5为其核心元件,浮动挡料销头部制有凹槽,为条料提供浮起和导向之功用。
(4)在凹模3上对称地布置了四个支撑钉4,使卸料板的受力更均匀。在无支撑钉的情况下,当条料的前端刚进入模具或条料的末端要离开模具时,卸料板会有一端与条料压实,另一段悬空,加重导柱、导套以及冲头的磨损,影响模具的冲压精度。在凹模上装配支撑钉4,并将支撑钉凸出凹模上平面的高度调整为“料厚-0.05mm”,这样当条料进入或离开模具时,卸料板悬空的部分会有支撑钉支撑,防止其倾斜。
(5)工作原理:条料自右端沿箭头方向送进,由侧刃定距,凸模16!凸模13分别完成冲导正孔、压窝、冲翻边底孔、翻边。最后凸模12将冲件落掉。模具工作过程中,条料始终由浮动挡料销浮动送料,每一工位都有导正销精确定位。
3.模具主要零件的设计
(1)冲小孔凸模设计:小孔凸模在频繁的工作过程中极易折断,更换亦较麻烦。为此设计成如图4所示结构,将冲孔凸模1镶到护套2内,通过护套固定在凸模固定板上;凸模1采用W6Mo5Cr4V2优质模具钢,为节省材料,将凸模设计的比较短,通过顶销3和螺塞4安装到护套内。
(2)导正销设计:导正销为条料精确定位所用。导正销导正材料位置的方式有两种,一种是直接导正,即利用冲件孔导正;另一种是间接导正,即被导正的孔是条料上另外设置的工艺孔。本模具中使用的是间接导正。导正销结构如图5所示, 导正销1与凸模固定板之间为间隙配合H7/h6,因导正销较长,工作时刚性差,故让其工作端与卸料板配合,增加其稳定性。导正销尾部用弹簧2压住,当条料进给误差较大,导正销不能插入导正孔时,导正销顶压弹簧而弹起,保证模具不受伤害。
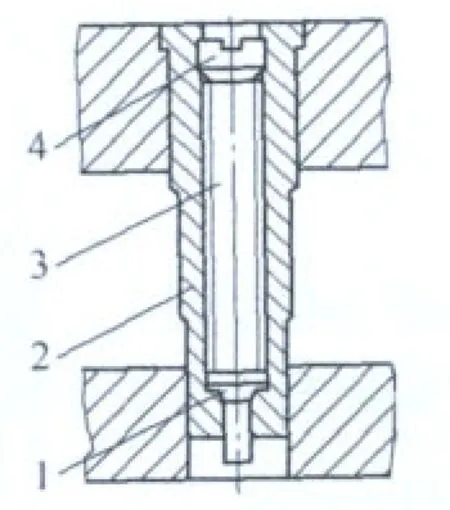
图4 冲孔凸模
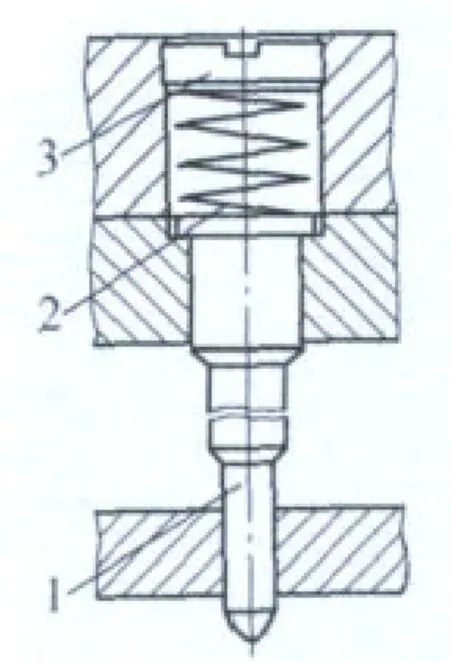
图5 导正销
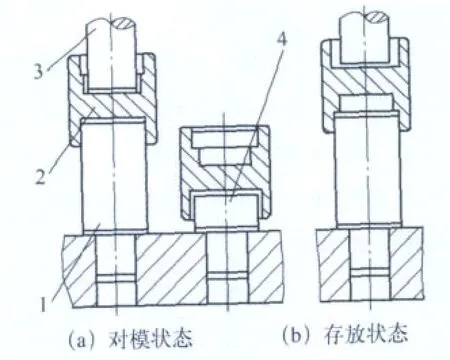
图6 限位套
(3)限位套设计:此限位套设计的特点:使用一个限位套,通过其正装和反装分别使模具达到对模和存放状态(见图6)。每此使用模具时,将限位套2正装在下限位柱1上,对模时当上限位柱3与限位套刚好接触时,对模结束,防止了对模过深而损坏模具。工作时将限位套放到支撑钉4上存放。在存放模具时将限位套反装在下限位柱上而将上模座抬起,使卸料板不接触凹模,确保卸料弹簧不会因长期被压缩而失效。
(4)翻孔凸、凹模设计:翻孔凸、凹模如图7所示,翻孔凸模工作部分为抛物线型,有光滑圆弧过渡,翻孔质量良好。凹模孔带台肩,控制凸缘高度,减少边缘毛刺,避免直孔翻边引起的边缘不齐。
(5)浮动顶料装置:图7b所示为浮动顶料装置,它既能顶料,又起导向作用。顶料销凹槽与卸料板沉孔是设计的关键,若处理不当,材料不是被剪切,就是被翘曲。为避免出现上述情况,有关尺寸通常采用公式计算
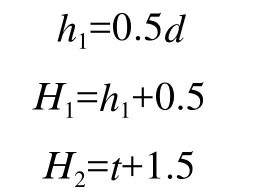
式中,h1为顶料销头部高度(mm);d为顶料销直径(mm);H1为卸料板沉孔深度(mm);H2为顶料销槽宽(mm);t为料厚(mm)。

图7 翻孔凸、凹模
4.结语
该模具正确地处理了各工序之间的冲压关系,通过浮动送料机构将冲孔、压窝、翻边、落料等工序很好地结合到一起。经试模、试生产和批量生产,证明模具设计合理,效率高,操作方便,能够满足生产需要。
