燕尾盘铣刀加工管磨机滑履支撑平底板
2013-08-23唐山冀东装备工程股份有限公司河北063000张宝林
唐山冀东装备工程股份有限公司 (河北 063000) 张宝林
管磨机滑履支撑平底板存在燕尾滑键结构,按传统工艺加工工时占用多、加工精度低;经工艺改进,设计完成燕尾盘铣刀,可实现燕尾滑键的一次成形加工,降低了制作成本,提高了工作效率。
1.传统加工工艺及存在问题
管磨机滑履支撑平底板结构如图1所示。
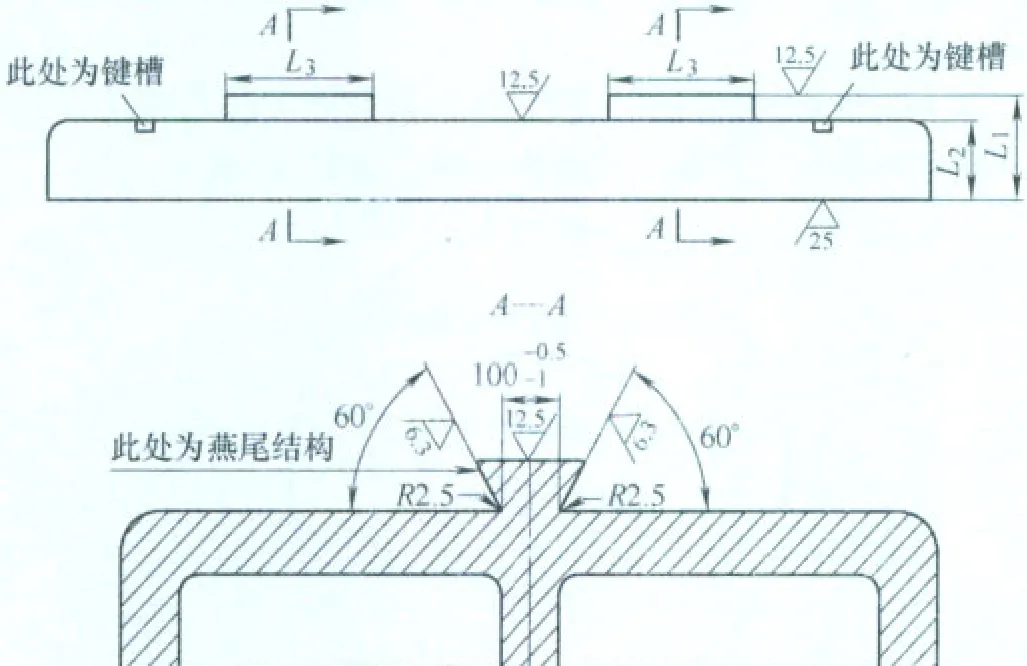
图1 管磨机滑履支撑平底板结构
(1)传统加工工艺 ①划所有平面的加工线及中心线。②刨床加工尺寸L1下表面。③工件翻个,加工尺寸L1上表面及尺寸L2上表面。④刀架偏角30°,加工燕尾滑键单侧斜面。⑤刀架偏角-30°,加工另一侧燕尾滑键斜面。⑥成形R刀刨燕尾R2.5mm圆角。⑦镗床加工燕尾滑键尺寸L3左右两侧端面及L2上表面键槽。
(2)传统加工工艺存在的问题 工时占用多:刨床加工尺寸L2上下表面,由于存在断续吃刀,吃刀量和进给速度很小,占用较多工时;刨床精加工燕尾滑键斜面,为保证形状尺寸及表面精度,要求吃刀量很小且随时用样板检查,占用大量工时;刨床工序完成转镗床加工,转件及镗床找正时间占用部分工时。
按传统加工工艺制作,实际占用工时192h。
加工精度低:刨床加工表面精度低,表面粗糙度值通常只能达到Ra=12.5μm,燕尾滑键斜面要求为Ra=6.3μm,故加工完成后都必须对燕尾滑键斜面进行人工修磨,表面精度无法保证,同时又增加了人工费用。
2.改进后的加工工艺

图2 燕尾盘铣刀
(1)一次成形燕尾盘铣刀的设计及使用 一次成形燕尾盘铣刀结构如图2所示,盘铣刀锥角与平底板燕尾滑键斜面倾角相同;刀片交错排布,刀具旋转即可加工出完整斜面;刀片设计为两种形式:一种是旋转方向两侧直边均有刃刀片;另一种是旋转方向直边及底边有刃,且底边带R角的刀片形式。
图3为一次成形燕尾盘铣刀在龙门镗铣床上加工平底板的照片。

图3 燕尾盘铣刀在龙门镗铣床上加工平底板
(2)改进后的加工工艺 划所有平面的加工线及中心线→龙门镗铣床上用燕尾盘铣刀加工尺寸L1下表面→工件翻个,用燕尾盘铣刀加工尺寸L1及尺寸L2上表面→加工燕尾滑键斜面,同时加工出燕尾R2.5mm圆角→棒铣刀加工燕尾滑键尺寸L3两侧端面及L2上表面键槽。
改进后的加工工艺只占用龙门镗铣床即可完成平底板平面、燕尾滑键及键槽的全部加工工序,无需更换机床,无需人工修磨,占用工时96h。
3.工艺改进后的使用效果
(1)降低了制作成本 燕尾盘铣刀成形加工平底板仅需工时96h,与传统加工工艺比较效率提高1倍。用此方法加工的平底板,单件工时可以节省96h,3.4m龙门镗铣机床的台时费为225元,每台滑履磨机有2个平底板,依照2013年我公司订货此类磨机为6台,一年共计节约加工费为25.92万元,即每年可为公司节省25.92万元的直接经济效益。
(2)提高了加工精度 改进后的加工工艺,使用燕尾盘铣刀一次加工完成燕尾滑键斜面的加工,外形尺寸及表面粗糙度均可达到图样要求。避免了人工修磨对表面精度的影响,同时节省了人工消耗。
4.结语
燕尾盘铣刀的应用,改进了管磨机滑履支撑平底板的加工工艺,实践检验证明,有效提高了加工精度,降低了制作成本。此种加工工艺亦可用于其他同类工件的加工制作中,为企业带来更大的效益。
