干喷湿纺法纺丝喷丝组件升降装置探究
2013-08-22朱延松于素梅
朱延松 于素梅
(连云港鹰游纺机有限责任公司,江苏连云港 222062)
0 引言
优质原丝是生产高质量碳纤维的前提。干喷湿法纺丝作为一种新的纺丝方法,早在20世纪60年代日本就应用了相关技术。国内从20世纪70年代后期进行了干喷湿纺相关技术研究。近些年来,随着我国整体实力的不断提升,对碳纤维特别是高质量的碳纤维的需求也与日俱增,相关院校和企业加大了对碳纤维原丝及碳化生产线的研发力度,继成功实现T300级碳纤维湿法纺丝PAN原丝及碳化规模化生产之后,在T700级碳纤维干喷湿纺纺丝的技术研究与应用方面也取得了突破性进展。
1 干喷湿纺原理
干喷湿纺纺丝原理图见图1。

由喷丝板挤出的纺丝原液先通过一段干段空气层或氮气保护层(通常是空气层)后再进入凝固浴。与湿法纺丝相比,由于纺丝原液形成的细流先通过干段空气层,干段空间溶剂浓度为零,在浓差作用下纺丝原液细流中的溶剂向空间挥发,通过单扩散作用在细流表皮层形成一层薄而致密的柔软疏水层,细流在向下的轴向应力作用下,逐步被拉伸而细旦化[1]。丝条被干段牵伸后进入凝固浴进行双扩散和相分离,形成凝胶丝条。干喷空气段的长度一般取3-15mm,多数取3-10mm[2]。纺丝原液被挤出喷丝孔后,铺展在喷丝板表面,当向下的单轴向应力小于喷丝孔的表面张力时,细流不容易得到有效牵伸,从而形成所谓的“掉块”现象;当单轴向应力大于细流的内聚力时,又容易造成“断丝”现象。为方便清理“掉块”和避免“断丝”现象,干喷空气段长度在生产过程中需根据工艺要求进行适当调整。因此干喷湿纺法纺丝其喷丝组件需上下可调。
2 喷丝组件升降装置
用于调节喷丝组件升降的方法较多。但国内外相关报道很少。一般可采用手动升降或用减速电动驱动实现自动升降。
2.1 半翻转式手动升降装置
半翻转式手动升降装置的设计思路来自于湿法纺丝。通常湿法纺丝采用鹅颈管式翻转组件。半翻转式喷丝组升降装置即可以像湿法纺丝那样实现喷丝头的翻转操作,同时也可实现喷丝组件的上下调节。具体结构见图2。
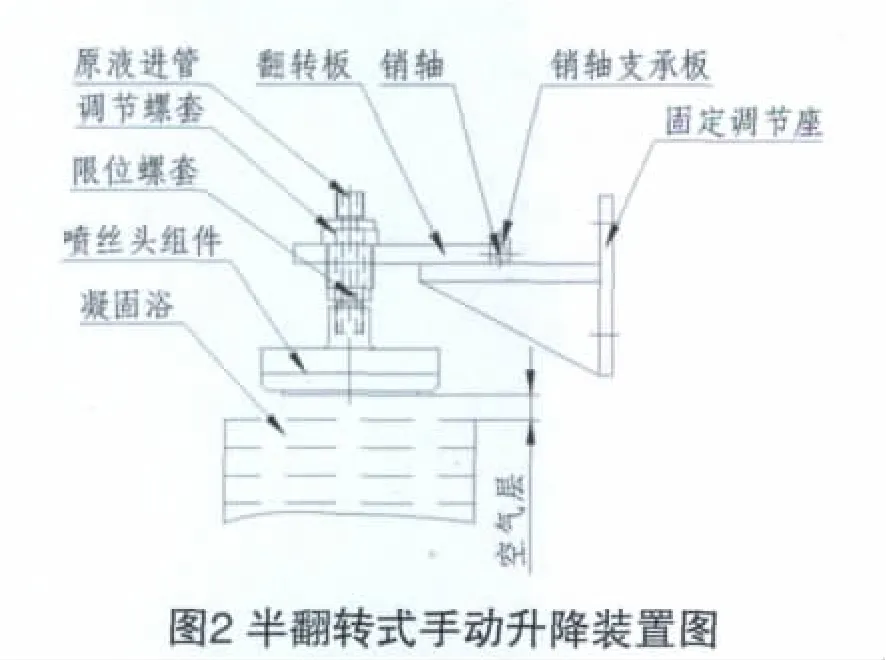
固定调节座可实现喷丝头组件初定位,实现空气层高度的粗定位。喷丝头组件通过调节螺套与限位螺套等与翻转板联接,联接后的组件可通过销轴实现翻转操作,翻转到位后可方便更换喷丝板。调节螺套与翻转板之间的联接为螺纹联接,可在纺丝过程中对干段空气层的高度进行微调。此种调节方式的缺点是螺纹的配合精度对调节有一定的影响,加工精度对保证喷丝板面的水平即干段空气层高度的一致性也有一定的影响。因此对加工精度要求较高。
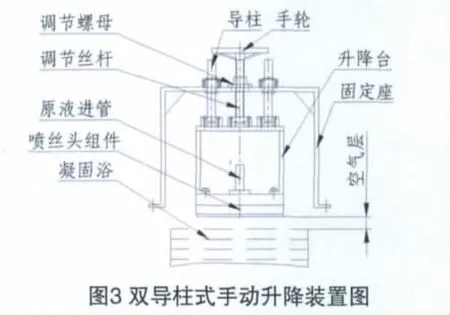
2.2 双导柱式手动升降装置
图3是双导柱式手动升降装置的示意图。喷丝头组件与升降台相连,通过转动手轮可使调节丝杆与调节螺母的相对位置发生改变,在导柱的限位作用下,升降台带动喷动头组件上下运动。相比于前一种装置,空气层的调节范围要大许多。而且由于采用导柱限位,也消除了螺纹间隙带来误差的影响。其缺点是装置相对比较复杂,但调节较为方便。
2.3 电动控制升降装置
除了应用手动方式进行喷丝组件升降调节外,目前已实现用电动方式控制喷丝组件升降。其主要原理是通过伺服或变频电机驱动变速箱(通常是减速比较大的减速箱)带动滚珠丝杆副或螺纹副实现自动升降,安装有喷丝头组件的升降台在导轨的限位作用下只能沿竖直方向上下运动。其结构示意图见图4。
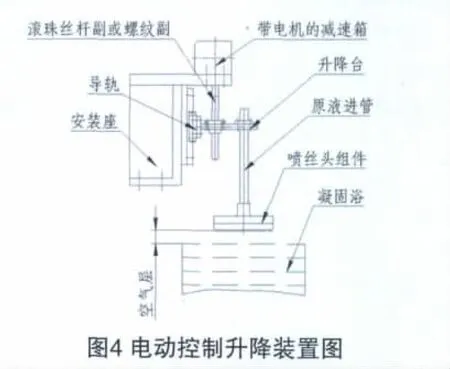
该装置的优点是操作精度高,可消除人为操作带来误差的影响,同时由于采用导轨限位和滚珠丝杆副或螺纹副等进行调节,可大大提高调节精度。缺点是占用空间较大,成本也相对较高。
以上各种升降装置的使用前提是原液进管与原液输送管道之间采用软联接,以方便组件上下调节。且各种调节方式均可添加激光或超声波检测装置,实时检测干段空气层的高度,从而实现干段空气层高度的精密调节。
3 结束语
干喷湿法纺丝工艺作为生产高质量碳纤维所用原丝的重要方法,在国内还有很长的一段路要走。本文阐述了几种通过在生产实践过程中总结出的喷丝头组件升降调节装置,既有其一定的实用性,可能也还有不足之处。目的是供热爱碳纤维特别是碳纤维相关设备研制的人员共同探讨。
[1]贺福.碳纤维及石墨纤维[M].北京:化学工业出版社,2010:85-86
[2]贺福.碳纤维及其应用技术[M].北京:化学工业出版社,2004:41
