443铁素体不锈钢电阻缝焊接头的组织与性能
2013-08-16周丽丹张婷婷王志斌张心保王文先
周丽丹,张婷婷,王志斌,张心保,王文先
(1.太原理工大学材料科学与工程学院,太原030024;2.太原钢铁集团公司技术中心,太原030001;3.山西职业技术学院,太原030006)
0 引 言
443铁素体不锈钢是近年来开发的新一代铁素体不锈钢,属于高纯铁素体不锈钢材料,其通过增铬、降碳、氮等元素,同时添加钛和铜元素来提高耐腐蚀性能。443铁素体不锈钢具有与奥氏体不锈钢相近的优良耐腐蚀性能,尤其是良好的耐氯离子腐蚀性能,被认为是304奥氏体不锈钢的替代产品。但由于铁素体组织固有的晶粒易长大的特性,使该类钢在焊接时面临一个最为突出的问题,即焊接的高温热循环作用会使焊接接头晶粒长大,导致组织结构及性能变差,影响其在实际中的推广使用,也成为目前亟待解决的一项重要技术问题[1]。国内外许多焊接专家对铁素体不锈钢焊接技术进行了大量研究,但研究的材料主要集中于409和430等铁素体不锈钢[2-4]。
电阻缝焊作为一种高效率的焊接方法,特别适合于薄板的密封焊接。为此,作者采用电阻缝焊对厚度为0.4mm的443铁素体不锈钢板进行焊接,对空冷和随焊水冷两种冷却条件下焊接接头的显微组织以及力学、耐腐蚀性能进行了分析,为提高443铁素体不锈钢的焊接质量提供了试验和理论依据。
1 试样制备与试验方法
试验所用材料为淬火态443铁素体不锈钢热轧板材,其尺寸为100mm×50mm×0.4mm,化学成分如表1所示,室温下的抗拉强度、屈服强度和伸长率分别为480MPa,330MPa和33%。
在FN-75型缝焊机上对0.4mm厚443铁素体不锈钢热轧钢板进行电阻缝焊试验,采用搭接接头形式,搭接量为10mm。在保证焊接质量的前提下尽量选取较小的热输入进行焊接,选取优化的工艺参数:电极压力0.4MPa,电流7kA,预压时间2周波,焊接时间2周波,休止时间2周波,焊接速度100mm·min-1;采用直径D为150mm的焊轮,焊轮材质为铬铜,宽度B为9.5mm,焊接面为圆弧形,圆弧半径R为38mm,焊接时采用两种冷却方式对滚轮进行冷却,即自然冷却(ANC)和随焊水冷(TWC)。

表1 443铁素体不锈钢的化学成分(质量分数)Tab.1 Chemical composition of 443ferritic stainless steel(mass)%
分别选取两种冷却条件下的电阻缝焊接头,对其打磨、抛光后,用由50g FeCl3、15mL HCl和15mLH2O组成的混合溶液进行腐蚀,采用CMM-20型光学显微镜观察焊接接头不同区域的显微组织,并采用SRMAS专业定量金相图像分析系统评级其晶粒度等级。
在DNS-100型电子万能试验机上进行拉剪试验,按照GB 2649-1989《焊接接头机械性能试验取样方法》制取拉伸试样,其尺寸如图1所示,取3组试样的平均值,试验过程中的拉伸速度为0.3mm·min-1。
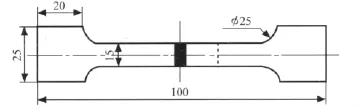
图1 室温拉伸试样的尺寸Fig.1 Size of tensile sample at room temperature
根据GB/T 4156-2007《金属材料薄板和薄带埃里克森杯突试验》制取杯突试样,母材和焊接接头的杯突试样尺寸为200mm×90mm×0.4mm,其中焊接接头杯突试样焊缝位于试样中心,在无冲击情况下用GBS-60B型数显自动杯突试验机进行杯突试验。
根据GB/T 4334-2008《金属和合金的腐蚀不锈钢晶间腐蚀试验方法》,使用容量为1L带回流冷凝器的磨口锥形烧瓶和可以使试验溶液保持沸腾状态的调温电炉进行晶间腐蚀试验。试验用H2SO4-CuSO4+Cu(屑)法,试样尺寸为100mm×20mm,微沸状态进行试验,试验时间为16h;试验后取出腐蚀试样,洗净、干燥后观察宏观和微观形貌。
2 试验结果与讨论
2.1 母材的显微组织
由图2可见,443铁素体不锈钢的组织为铁素体组织,晶粒比较细小均匀,晶粒度为6~7级;根据文献[5]可知,在铁素体不锈钢中,当铬的质量分数大于15%时,会生成黑点状的碳氮化合物,并均匀地分布在铁素体基体上,由于443铁素体不锈钢中含有钛等稳定化元素,因此,晶粒中的质点为钛和铌的碳氮化合物。

图2 443铁素体不锈钢的显微组织Fig.2 Microstructure of 443ferritic stainless steel
2.2 焊接接头的显微组织
由图3可以看出,443铁素体不锈钢在电阻缝焊工艺下获得的焊接接头形貌为椭圆形熔核,且焊缝组织为粗大的铁素体柱状晶,这与电阻缝焊的热源特点有关。电阻缝焊为内部热源,它使整个焊接区域发热,开始时由于受到边缘效应的影响,贴合面边缘温度首先升高,通电一段时间后原温度升高的部位由于金属电阻增大而继续升温;焊接区域各处由于加热不均匀产生绕流现象而使电流场形态发生改变,靠近电极的焊接区域金属受到电极的强烈冷却,温度升高较小,这样在试样内部将形成回转双曲面形的加热区域,并使贴合面上的一些接触点发生熔化;继续通电加热,焊接区中心部位因散热困难继续升温,而与电极接触的区域,由于金属软化,接触面积增加而被进一步冷却,熔化区扩展液态熔核呈回转四方形;延长通电加热时间,由于热传导的结果,焊接温度场进入准稳态,最终获得纵截面为椭圆形的熔核[6];同时根据经典晶体生长理论,晶体生长方向总是沿着焊接熔池中温度梯度最大的方向,电阻缝焊时内部热量增多温变升高,而靠近电极的焊接区域金属受到电极的强烈冷却,晶体在生长时侧面受到彼此的限制不能侧向生长,只能沿着散热方向生长,从而形成粗大的铁素体柱状晶。
另由图(3)可以看出,TWC焊接接头的熔核尺寸较小,这主要是由于外加水冷使试样散热加快,焊接接头熔化区域减小所致;根据铬和镍当量的计算公式可知,443铁素体不锈钢的铬当量为21.57,镍当量为0.35,由Schaeffler相图[7]可知443铁素体不锈钢缝焊接头组织仍为铁素体组织。

图3 焊接接头的微观全貌Fig.3 Overall microstructure of welded joints with natural cooling(a)and trailing water cooling(b)
从图4可以看出,443铁素体不锈钢电阻缝焊接头热影响区的晶粒尺寸较小,两种焊接接头热影响区的晶粒度均为6级,与母材的相当,这与电阻缝焊工艺具有加热时间短、热量集中和受热范围小的特点密不可分[8]。
2.3 力学性能

图4 焊接接头典型区域的显微组织Fig.4 Microstructure of typical region of welded joints with natural cooling(a)and trailing water cooling(b)
由表3可以看出,TWC焊接接头的拉剪力与ANC接头的相差不大,其断裂位置均位于母材,说明443铁素体不锈钢电阻缝焊接头的强度较高,这与其焊接接头热影响区晶粒尺寸均较细小有关。

表3 静载拉伸试验结果Tab.3 Results of static load tensile test
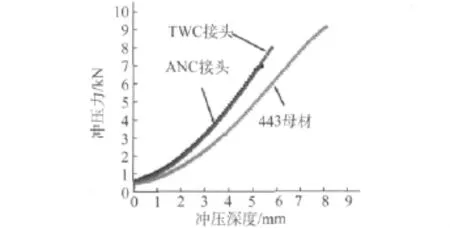
图5 不同接头冲压力与冲压深度的变化曲线Fig.5 Changing curves of stamping force and stamping depth for different samples
从图5中可以看出,母材的塑性变形性能高于焊接接头的,后者约为前者的72%。这主要是由焊接热循环使焊接接头焊缝晶粒变粗大以及焊缝均为大量柱状晶导致的;而TWC接头试样的塑性略有提高,这与水冷导致其焊缝区域较ANC接头试样减小有密切关系。由此可见,443铁素体不锈钢电阻缝焊接头的塑性较好,接头强度也较高。
2.4 耐腐蚀性能
由图6可见,443铁素体不锈钢母材及电阻缝焊接头焊缝处均未出现因晶间腐蚀而形成的腐蚀沟、槽等,可见其耐晶间腐蚀性能较好,其原因可从两方面来解释:一方面,443铁素体不锈钢为超低碳材料,碳含量的降低使铬的碳化物形成受阻,同时也抑制其沿晶界析出,从根本上防止了晶间腐蚀的产生;另一方面,由于443铁素体不锈钢中加入了稳定化元素(钛等元素),这些元素与碳的亲和力比较大,在进行稳定化处理时,这些元素率先与碳结合形成稳定的碳化物,从而使铬的碳化物没有在晶间析出的可能,从而使得在晶界形成富铬的M23C6型碳化物的可能性降到最低,提高了其耐晶间腐蚀的能力。
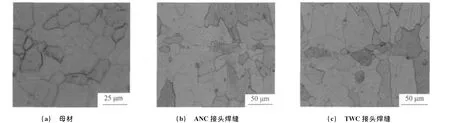
图6 不同试样晶间腐蚀试验后的显微组织Fig.6 Microstructure of different samples after intergranular corrosion test:(a)the base metal;(b)the weld seam with natural cooling and(c)the weld seam with trailing water cooling
3 结 论
(1)443铁素体不锈钢薄板电阻缝焊接头的焊缝熔合区组织为铁素体柱状晶,热影响区晶粒尺寸较小,水冷对热影响区晶粒尺寸没有明显的影响。
(2)443铁素体不锈钢薄板电阻缝焊接头的强度较高,其塑性约为母材的72%。
(3)443铁素体不锈钢薄板电阻缝焊接头具有较强的耐晶间腐蚀能力。
[1]CHO H H,HAN H N,HONG S T,et al.Microstructural analysis of friction stir welded ferritic stainless steel[J].Materials Science and Engineering A,2011,528(6):2889-2894.
[2]LAKSHMINARAYANAN A K,SHANMUGAM K,BALASUBRAMANIAN V.Effect of welding processes on tensile and impact properties,hardness and microstructure of AISI 409Mferritic stainless joints fabricated by duplex stainless steel filler metal[J].Journal of Iron and Steel Research,International,2009,16(5):66-72.
[3]KIM J K,KIM Y H,LEE J S,et al.Effect of chromium content on intergranular corrosion and precipitation of Ti-stabilized ferritic stainless steels[J].Corrosion Science,2010,52(5):1847-1852.
[4]王彬.430不锈钢激光和TIG焊接行为研究[D].武汉:华中科技大学,2007.
[5]费愚.409L不锈钢管激光焊接工艺的研究[D].哈尔滨:哈尔滨工业大学,2008.
[6]雷世明.焊接方法与设备[M].北京:机械工业出版社,2004.
[7]SCHAEFFLER A L.Constitution diagram for stainless steel weld metal[J].Metal Progress,1949,56(11):680-680.
[8]雷玉成,陈希章,朱强.金属材料焊接工艺[M].北京:化学工业出版社,2007.