采用局部镀铬的方法修复游标卡尺内测量爪的尺寸
2013-08-15王家贵
王家贵
(哈尔滨量具刃具集团有限责任公司,哈尔滨 150040)
1 引言
国家标准规定0~(200mm)300mm、0~500mm 及以上的游标卡尺,内测量爪的尺寸应为10mm 或20mm 整数。但在生产制造过程中,有时会因内测量爪加工小而产生废品造成浪费,在使用中因内测量爪磨损也会造成尺寸变小。以前,可以把内测量爪的尺寸修磨成9.9mm,9.8mm,9.7mm…,但给使用带来极大不便,且为当今标准所不允许。而采用局部镀铬法可很好地解决这个难题。
游标卡尺对测量爪硬度、粗糙度、形状及尺寸都有要求,用局部镀硬铬的方法可以使其硬度达到700HV 以上,铬层有良好的结合性,经过对镀铬后的测量面进行研磨加工,完全能满足要求,还能够提高测量面的防腐蚀性能。
2 设备工装及电镀液
2.1 设备
设备可以自制,由调压整流电源、温控加热装置、电镀液槽及专用夹具组成。电器原理图见图1。
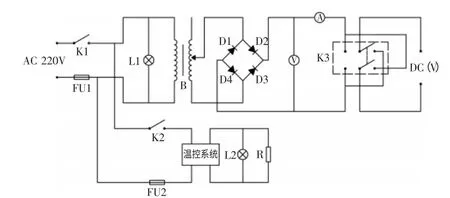
图1 电路原理图
(1)调压整流电源:调压器输出端电压在0~50V;电流根据一次被镀卡尺数量决定;整流管要符合电压电流要求;双刀双掷开关必须符合电流负载要求。
(2)温控加热装置:可以用加热管、热水等方式加热,还可根据电镀液槽的材质采用其他方式。
(3)电镀液槽:用耐强酸、强碱、耐腐蚀、耐热的非金属材料制成,可在电镀槽外加热水槽,内安装加热管。
(4)专用夹具:根据具体情况自制。
2.2 工装
把待修复卡尺放在电镀槽中,连接电源负极。铅质电极连接电源正极,与被镀卡尺测量爪相距10~30mm。见图2。
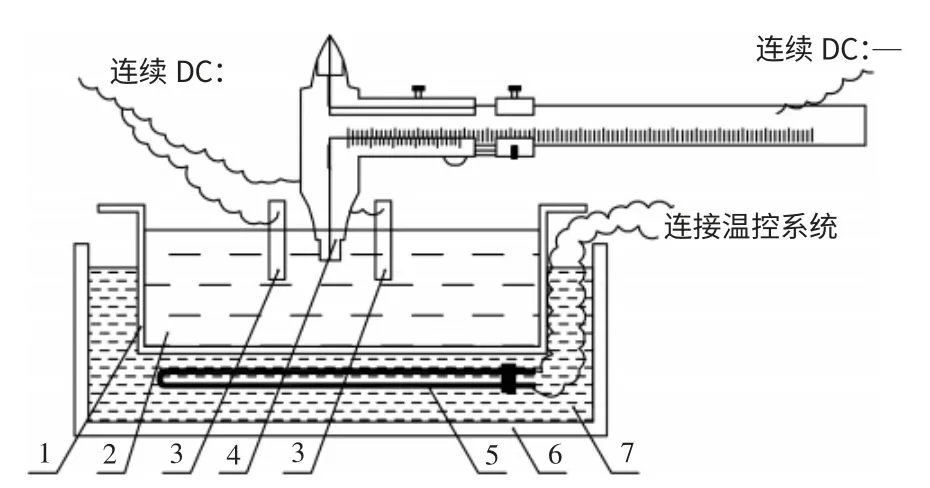
图2 工装图
2.3 电镀液

3 操作方法
(1)镀前的处理。把待镀卡尺内测量爪用油石条修磨,使各项指标符合要求,只是尺寸磨小0.05~0.1mm,留作镀层,这样可以得到牢固的铬层和完美的外观。用扁刷把卡尺放入电镀液的部分涂满保护胶保护起来,只留出需要修复的内测量爪,并充分晾干保护胶。保护胶配方为:用有机玻璃碎块溶解在丙酮中,直到完全溶解,然后加入丙酮调到粘稠度适宜。
(2)镀铬修复的过程。打开电镀设备的电源,把温控装置调整到50C°,待电镀液达到温度并稳定后放入待修复卡尺,打开电镀电源双刀双掷开关,先反向通电10~30s后正向通电。调整铅质阳极板的面积和位置。调整电流在15~30A/dm2。控制电镀时间,当镀铬修复后卡尺内测量爪尺寸比成品尺寸大0.05~0.1mm 时关掉电源,将卡尺取出,去掉保护膜,充分水洗。
(3)镀铬修复后的处理。镀铬修复后的卡尺内测量爪要用油石条修磨,再用细砂纸抛光外观,直到各项指标均符合标准要求。
(4)故障现象和排除方法(如表1)。
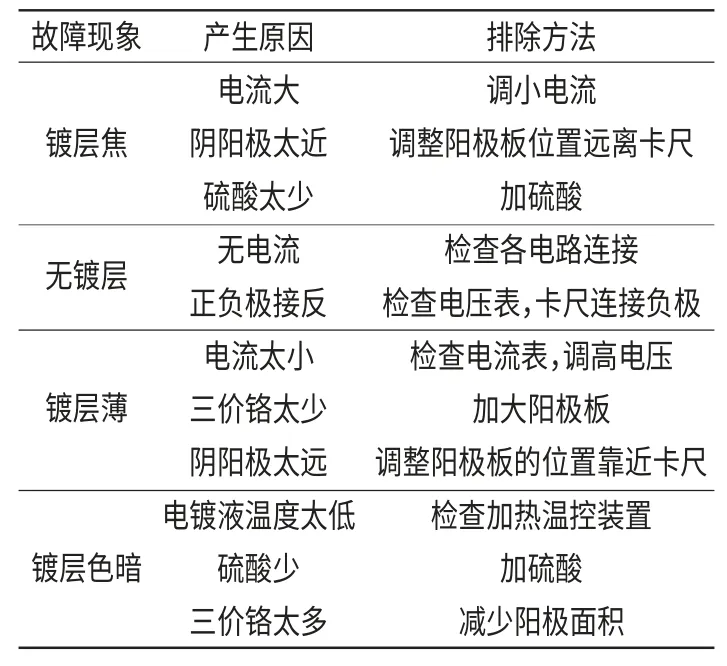
表1 故障现象及排除方法表
4 注意事项
(1)电镀液是有毒的强腐性液体,蒸发的气体也会污染空气,要在镀槽上方安装排风装置。工作时要格外小心,戴好手套和口罩,确保人身安全。
(2)保护胶的配置和使用也要注意,丙酮是易燃的化工溶剂,易挥发,用后要密封盖好,操作时要戴好手套和口罩,注意防火防爆。
(3)按照环保部门的要求,按规定处理好电镀液及清洗用水,绝对不能随意倾倒,确保环境安全。
5 结论
经生产实践证明,采用局部镀铬的方法修复卡尺内测量爪的尺寸,操作方法简单,设备制造容易,加工成本低,经济效果好。
