不同基体硬度对氮化层硬度的影响
2013-08-12李学强张少鹏
李学强 张少鹏
(韶关市第二技师学院,广东 韶关 512031)
1 引言
韶关市第二技师学院的热处理中心在对外企业加工过程中,常用的离子渗氮材料有40Cr、45、38CrMoA1 等,零件经离子渗氮处理后,可显著提高表面硬度、耐磨性及疲劳强度等。在浅层氮化生产中,40Cr、45 常出现硬度不足的问题,为了解决生产过程中出现的问题,本文通过对常用渗氮材料调质后不同基体硬度进行渗氮处理,研究不同基体硬度对氮化硬度的影响。
2 实验
2.1 实验材料及设备
(1)实验材料:40Cr,38CrMoAl,45,试样尺寸:Φ25 ×30mm,精磨后表面粗糙度Ra3.2,各取30 个。
(2)试样的加工。试样按照与渗氮零件相同的方式进行以下工序加工:下料一粗车一调质一精车一精磨。通过调节回火温度以得到不同的基体硬度。
具体调质工艺及调质后的基体硬度见表1,表2。
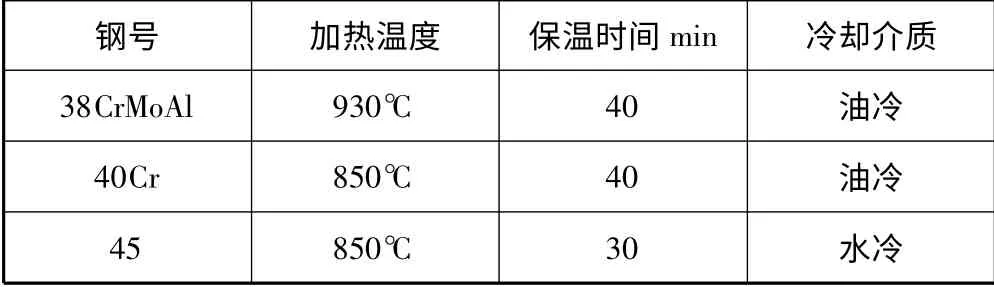
表1 淬火工艺

表2 回火工艺
(3)试验设备:LDMC 一30F 钟罩式离子渗氮炉,工作室尺寸600X800 mm,数显HV-50 维氏硬度计。
2.2 实验方案
离子渗氮渗速快,组织和结构易于控制,温度可在480~570℃范围内选择,渗氮后表面硬度比气体渗氮高,硬度梯度也比较平缓[1,2]。离子渗氮工件变形量很小,可以达到零变形。离子渗氮的表面硬度在一定渗氮温度范围内存在最大值[3],渗氮温度越高,表面硬度越低,但渗氮速度越快。45 钢在480~530℃温度范围内渗氮,可以获得HV5600 的表面硬度,40Cr 在480~530℃温度范围内渗氮,可以获得HV5600 的表面硬度,38CrMoAl 在在500-550℃温度范围内渗氮,可以获得HV51000 的表面硬度。
离子氮化短时间保温,也可以获得较高的表面硬度[4]。渗氮时间延长,渗层加深,表面硬度提高,硬度梯度也趋于平缓。结合院热处理中心加工的生产实际,制定以下工艺:
(1)浅层氮化:温度:520℃;保温时间:20 小时。
(2)深层氮化:温度:520℃;保温时间:40 小时。
2.3 实验结论及讨论
(1)基体硬度对渗氮层表面硬度的影响见表3。
从表3 上可以看出:随着40Cr、45、38CrMoALA 钢调质后基体硬度的提高,渗氮硬度提高,其中,对于浅层氮化,调质后的基体硬度对渗氮硬度影响显著;而对于深层氮化,调质后的基体硬度对渗氮硬度影响较小。
(2)比较金相图谱图1 和图2 可以得出:随着回火温度的提高,一方面会减少合金氮化物的形成数量,从而导致渗氮硬度的下降,另一方面材料基体中合金碳化物逐渐聚集长大,减小了碳化物的弥散度,从而降低了渗氮时对氮渗入的阻力,渗氮速度加快,渗氮层深度加深。
(3)比较金相图谱图1 和图3 可以得出:渗氮时间延长,渗层加深,氮化物的弥散度也越高,表面硬度提高,硬度梯度也趋于平缓。
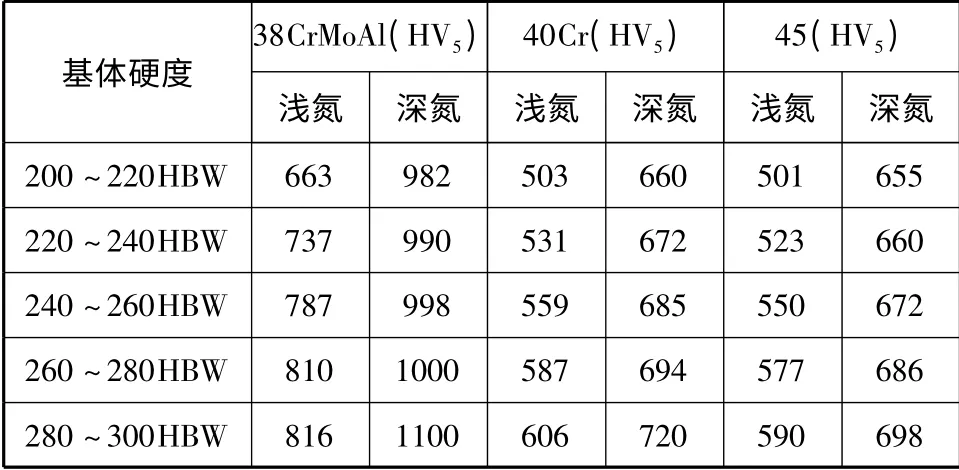
表3 基体硬度对渗氮层表面硬度的影响
图1 38CrMoAl 浅层氮化 基体硬度:240~260HBWX400 倍

3 结论
3.1 对于浅层氮化,40Cr、45、38CrMoAl 材料调质后的基体硬度对渗氮层硬度影响显著。提高其基体硬度,渗氮层硬度明显提高。
3.2 对于浅层氮化,将45、40Cr 材料的基体硬度提高至HB260~300、38CrMoAl 基体硬度提高至HB240~280,可有效解决渗氮零件表面硬度不足问题。
3.3 对于深层氮化,40Cr、45、38CrMoAl 材料调质后的基体硬度对渗氮层硬度影响较小。40Cr、45 材料的渗氮层表面硬度大于650HV5,38CrMoAl 材料渗氮层表面硬度可达1100HV5。
3.4 延长渗氮时间,渗层加深,表面硬度提高,硬度梯度也趋于平缓。
[1]胡丽娟等.钢铁化学热处理原理[M].上海:上海交通大学出版社,1996
[2]安正昆.钢铁热处理[M].北京:机械工业出版社,1985
[3]中国机械工业学会热处理学会《热处理手册》编委会,热处理手册第2 卷
[4]机械工业部机床研究所,离子氮化指导材料,北京机械工业出版社1989
