S32101双相不锈钢的焊接特性及在AP1000核电站中的应用
2013-08-08李庆光冯江猛袁明德郑东宏
李庆光 ,冯江猛 ,袁明德,郑东宏
(1.山东电力工程咨询院有限公司,济南市 250013;2.国核工程有限公司,上海市 200233)
0 引言
不锈钢的种类主要有奥氏体不锈钢、铁素体不锈钢、马氏体不锈钢、双相不锈钢、沉淀硬化不锈钢等[1]。双相不锈钢由于其具有铁素体和奥氏体双相组织,性能介于铁素体和奥氏体不锈钢之间,并且抗晶间腐蚀能力远高于其他不锈钢,因此目前在化工、制药、造纸、海水泵、化肥、环保等行业应用于抗腐蚀要求较高的项目。近年来我国大力发展核电工业,在核电站设备工作环境差、抗腐蚀要求高、投产后设备不可更换等特殊要求的促使下,双相不锈钢在核电站建设中获得了应用。本文主要介绍UNS S32101双相不锈钢的焊接特性,提出S32101双相不锈钢的焊接工艺。
1 工程特点
浙江三门和山东海阳核电站均为AP1000核电站,同期开工建设4台1 000MW 机组,由美国西屋电器公司设计。AP1000核电站采用模块化建造施工技术,其中大型结构模块的施工是建造过程中最为重要的一个环节,施工程序是厂房预制、现场组装、水平运输、整体吊装。这些模块具有体积大、质量大、形体不规则等特点,图1所示为CA01结构模块,质量达860t。
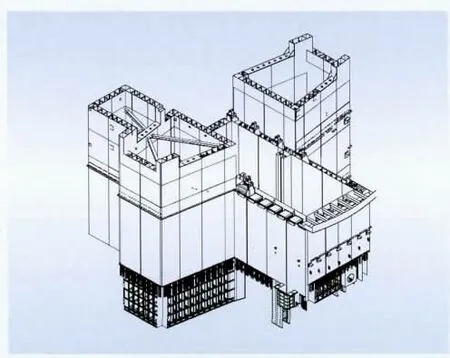
图1 CA01结构模块Fig.1 CA01structure module
结构模块在AP1000 核电站中主要有2个作用,一是构成建筑结构墙体,模块钢板代替建筑中的竖向钢筋和横向钢筋,通过内部槽钢和角钢连接,同墙体剪力钉和混凝土一起构成建筑结构的墙体,同时在施工中钢板具有建筑模板的功能;二是在构成建筑墙体的同时,围成部分空间结构,形成结构容器,可作为换料水池、换料通道、反应堆腔室、乏燃料水池等。
结构容器是环境恶劣的区域,由于这些区域需要储存大量腐蚀性强的溶液(如硼酸水等),因此对这些区域钢材的抗腐蚀要求相当高。又因这些区域的钢板材料在核电站运行的全寿命周期内不能够更换(AP1000核电站设计使用寿命为60年),所以西屋公司在这些区域的制作中使用了厚度为12.7mm、材质为S32101的双相不锈钢材。为了做到万无一失,防止钢板腐蚀开裂或焊接缺陷等造成放射性物质外泄,在所有容器区域钢板焊缝背面都设计有泄漏槽和泄漏管道,用于回收泄漏的放射性物质,如图2所示。
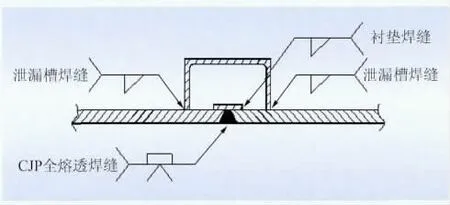
图2 焊缝及泄漏槽结构Fig.2 Structure of welding and leakage groove
2 双相不锈钢简介
所谓双相不锈钢是指金相组织由铁素体和奥氏体两相组成的不锈钢,它在固溶组织中铁素体相和奥氏体相约各占50%,一般情况下较少相的含量也要在30%以上[2],这类不锈钢称之为铁素体-奥氏体双相不锈钢。双相不锈钢将奥氏体不锈钢所具有的良好耐蚀性、塑韧性、焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,使之兼有铁素体不锈钢和奥氏体不锈钢的优点,其综合力学性能好,不但有较高的屈服强度和疲劳强度,同时具有良好的韧性。表1、2是几种国外常用奥氏体不锈钢(S30403、S31603)与双相不锈钢(S32101、S32205)化学成分及力学性能对照表[3]。双相不锈钢的屈服强度可达450~550 MPa,比普通型奥氏体不锈钢的屈服强度大2倍以上,因此可以在设备制造中节约大量材料,降低制造成本。
双相不锈钢发明于20世纪20年代,因当时的冶金技术达不到要求,所以直到20世纪70年代左右,随着冶金技术的不断提高以及N 元素对不锈钢影响的显现,双相不锈钢在国外各个行业才逐渐开始应用[1-2]。表1中所列S32101、S32205等多种不锈钢早已列入ASME标准。因为双相不锈钢与其他不锈钢相比具有强耐腐蚀特性及优良的综合力学性能,所以我国也于20世纪70年代开始逐渐对其进行研究,因起步较晚,在各个行业中应用双相不锈钢相对较少。目前我国已大量使用双相不锈钢并开发出自己的双相不锈钢,如00Cr23Ni4N、00Cr18Ni5Mo3Si2、00Cr18Ni5Mo3Si2Nb钢等。
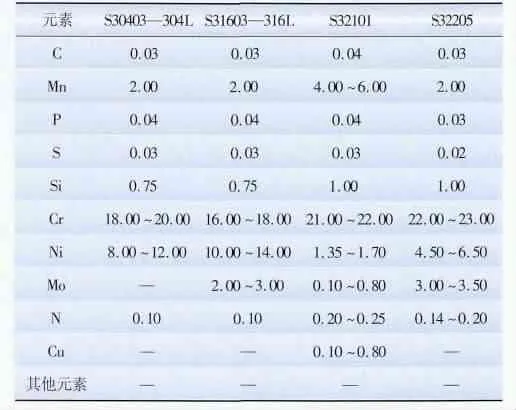
表1 4种钢材化学成份对照Tab.1 Chemical composition comparison between four kinds of steel %

表2 4种钢材综合力学性能对比Tab.2 Comprehensive mechanical properties comparison
3 S32101的焊接特性
S32101 不锈钢被美国试验与材料协会(American society for testing materials,ASTM)列入A240材料标准中。由于S32101钢与其他双相不锈钢相比在满足抗晶间腐蚀、抗应力腐蚀、抗点蚀能力方面具有更好的综合力学性能,因而被美国西屋公司选为AP1000核电站换料水池、换料通道、乏燃料水池等重要结构的材料。
S32101钢属于N 元素硬化双相不锈钢,N 的加入增加了金属的抗腐蚀能力(尤其在焊接条件下)。较早的双相不锈钢也具有较好的抗腐蚀和抗氯化物应力腐蚀开裂能力,但是在焊接条件下焊缝的抗腐蚀能力和抗氯化物应力腐蚀开裂能力变差,随着人们对N 元素认识的提高,N 元素的加入既提高了双相不锈钢本身的抗晶间腐蚀能力也改善了焊缝的抗晶间腐蚀能力[3-6]。早期的双相不锈钢因含碳量较高使焊接性不好,随着冶金技术的发展现在可以很好地控制碳的含量,可以生产含碳量≤0.03%的超低碳不锈钢。S32101双相不锈钢含碳量≤0.04%,接近于超低碳不锈钢(仅相差0.01%)[7-8]。S32101钢焊接性处于奥氏体不锈钢和铁素体不锈钢之间,导热系数大、线膨胀系数小,热裂倾向和焊接变形小,因含有约50%的奥氏体组织,减小了冷裂纹倾向,且N 元素的加入改善了焊缝处的力学性能和促进形成双相组织,保证焊缝铁素体和奥氏体基本达到50%的双相平衡[9-10]。
4 S32101的焊接工艺
一般不锈钢焊接时主要应控制好焊接线能量和层间温度,对于预热并无要求,而双相不锈钢焊接时应使母材温度不低于10 ℃。因为,在焊接不锈钢时一般都采用小焊接线能量、快速焊接的方法,这时焊缝冷却过快在焊缝区会生成过多的铁素体组织和氮化物;如果采用大焊接线能量,焊缝冷却速度过慢在焊缝区会析出生成过多金属间相,这2种情况都会影响双相不锈钢的抗腐蚀性能和焊缝的韧性,所以在焊接S32101双相不锈钢时规定预热温度不低于10℃、最大层间温度不得超过150 ℃[5]。
4.1 焊接工艺评定要求
双相不锈钢在焊接之前必须进行焊接工艺评定,焊接工艺评定合格后方可编制焊接工艺规程。在焊接工艺评定时必须采用坡口焊缝并切取相应试件,并满足AWS D1.6标准(美国焊接协会发布的不锈钢结构焊接标准,目前我国还没有针对双相不锈钢焊接的相应规范和标准,此标准是AP1000核电站建设执行的标准之一)的要求。焊接工艺评定时必须使用厚度不小于13 mm 的母材,以便于做抗腐蚀试验和韧性试验。焊接时要记录电流、电压、焊接速度,最大热输入要记录在焊接工艺评定报告中。焊接热输入[5]的计算公式为
(5)在智能电网的继电保护系统当中,其中的自适应控制技术主要就是根据电力系统的电力故障状态和运行方式的变化来对定值、性能以及保护特性进行相应的改变的技术。自适应继电保护是一种比较新型的继电保护技术,它能够让继电保护技术对于电力系统的多种变化,在很短的时间内就能够完全适应,不仅让智能电网继电保护的可靠性得到了加强,让系统的保护作用得到了明显的改善,让能够显著让经济效益得到提高。

式中:W 为热输入,J/mm;I 为焊接电流,A;U 为电压,V;V 为焊接速度,mm/min。
焊接工艺评定时除了要做拉伸、弯曲试验外,还要采用磁性法测试热影响区、根部焊道和表面焊道的铁素体含量,铁素体的含量应控制在35%~65%。焊缝的韧性试验要采用夏比V 型缺口试件,测试焊缝金属和热影响区的冲击韧性,测试要在-40 ℃时进行,最小冲击值不小于27 J[5]。
4.2 焊接材料的选择
S32101双相不锈钢焊接的焊材很多,但是所有的焊材都必须满足AWSA5.4SMAW、A5.9GTAW、ASW、GMAW、A5.22FCAW技术规格书的要求,同时熔敷金属的化学成份、铁素体含量、抗拉强度、抗腐蚀性能等必须与母材相当。在AP1000核电站现场,S32101 钢焊接用的AWS A5.4 E2209-16焊材就是一种很好的焊材[5]。
4.3 焊接方法的选择
双相不锈钢的焊接可以采用多种焊接方法,如手工电弧焊(shielded metal arc welding,SMAW)、钨极气体保护焊(gas tungsten arc welding,GTAW)、埋弧焊(submerged arc welding,SAW)、熔化极气体保护焊(gas metal arc welding,GMAW)、药芯焊丝电弧焊(flux cored arc welding,FCAW)等,但是为了获得优良的焊接接头,在焊接时所用的焊接方法必须满足一定的条件。
(1)SMAW、SAW、FCAW 方法一般不能用于根部焊道的焊接,如果将这3 种焊接方法用于根部焊道,焊缝背面必须加垫板或采用双面焊接背面清根的形式,否则是不允许的。如图2是采用SMAW 方法焊接时焊缝的结构图。
(3)采用GMAW 方法在焊接时不能使用短路过渡形式,并且只能用于薄板的焊接[5]。
5 S32101在AP1000核电站中的应用
在AP1000核电站中S32101双相不锈钢主要用于换料通道、乏燃料水池、换料水池、反应堆腔室等处。图3是完成焊接后的换料通道水池局部图,水池四周和水池底部都由S32101双相不锈钢组成。
AP1000核电站S32101 双相不锈钢主要采用SMAW 方法焊接,全熔透焊缝背部加衬垫工艺,典型接头形式如图2所示。焊接材料选用E2209-16焊条,全熔透焊缝采用根部100%PT 无损检测工艺,焊接完成后焊缝表面进行100%PT 加10%UT 检测工艺。现场焊接后的检测结果表明,S32101 双相不锈钢焊接效果和焊接质量均符合规范要求。

图3 换料通道水池Fig.3 Refueling channel pool
6 结语
通过对S32101双相不锈钢化学成份、力学性能、焊接性、焊接工艺以及其在核电站的实际应用情况的分析,表明S32101双相不锈钢与其他奥氏体不锈钢以及其他类型的双相不锈钢相比具有更好的可焊性和综合力学性能,它可以应用于核电站中对工作环境要求苛刻的各种场合。美国西屋电器公司在AP1000核电站中首选S32101 双相不锈钢,充分说明此种双相不锈钢具有奥氏体不锈钢无可比拟的优势,为今后双相不锈钢的选型提供了思路。
[1]中国机械工程学会焊接学会.焊接手册(第二卷):材料的焊接[M].北京:机械工业出版社,2001.
[2]吴玖.双相不锈钢[M].北京:冶金工业出版社,2000.
[3]李为卫.2205双相不锈钢的焊接性及焊接技术[J].热加工工艺,2006,35(3):36-38.
[4]American Society of Testing Materials A240 Specification for chromium and chromium-nickel stainless steel plate,sheet,and strip for pressure vessels and for general applications[S].
[5]包镇回,侯胜昌.双相不锈钢的焊接性及其焊接材料[J].焊接技术,2004,33(1):40-42.
[6]陈裕川.现代奥氏体-铁素体双相不锈钢的焊接[J].现代焊接,2011(12):36-38.
[7]包镇回,张学锋,杨丹霞,等.1 000MW 核电站主管道不锈钢大口径厚壁管焊接工艺评定及焊材选择[J].电力建设,2008,29(6):64-67.
[8]顾纪清.不锈钢应用手册[M].北京:化学工业出版社,2007.
[9]郭志军.双相不锈钢在油田H2S-CO2-CI-环境下耐蚀性研究[J].石油化工装备技术,2011,32(1):16-21.
[10]徐增华.金属耐蚀材料[J].腐蚀与防护,2001,22(7):321-324.
