微晶蜡含量对17-4PH 不锈钢喂料流变性的影响
2013-08-05杨忠臣李笃信卢仁伟黎正科
杨忠臣 ,李笃信 ,卢仁伟,黎正科
(1.中南大学粉末冶金国家重点实验室,长沙 410083;2.长沙聚众冶金科技有限公司,长沙 410083)
金属注射成形(Metal injection molding,MIM)作为1种新型的近净成形技术,有机地结合了塑料注射成形技术和传统粉末冶金技术的优点;利用粉末注射喂料良好的流变学特性,可制备几何形状复杂、组织结构均匀、性能良好的小型产品[1−2]。MIM 工艺包括喂料的制备、注射成形、脱脂及烧结4个工序,其中注射成形是关键性的一步。因为注射时,喂料在高温、高剪切力的共同作用下将产生复杂的变形,进而会导致MIM 制品出现如表面塌陷、内部缩孔、开裂、两相分离、欠注等注射缺陷,而这些缺陷又不能在后续阶段消除[3]。因此,喂料的稳定流动、均匀充模成形是其中的关键。
作为热塑性粘结剂体系的典型代表,蜡基粘结剂在众多的粘结剂体系中具有极强的竞争力。石蜡−油−聚丙烯粘结剂体系是对蜡基粘结剂改性较为成功的1种粘结剂体系,该改进型蜡基粘结剂具有良好的注射填充性,而且既可热脱脂又可溶剂脱脂,溶剂脱脂时的脱脂时间短、缺陷少、维形能力强[4]。但由于该粘结剂采用的基体蜡属于粗精板状商品石蜡,冷却时有较大的体积收缩,因而产生较大的内应力,容易产生变形和开裂等缺陷,喂料在注射过程中存在粉末与粘结剂分离的现象,严重影响产品尺寸精度和成品率[5]。
喂料的流变性能不仅可以评价所选择的粘结剂体系是否合适,而且还与注射成形工艺、喂料的填充性能、成形坯的脱脂性能、产品质量等密切相关。深入了解喂料的流变性能对MIM 工艺的合理选择、优化控制,特别对实现高产、优质、低耗等具有重要意义[6]。评价MIM 喂料流变学性能的主要指标是喂料的黏度及黏度对应变和温度的敏感性[7]。
本文从喂料的流变性能、粘结剂与金属粉末的相容性2个方面出发,研究加入的微晶蜡的含量对改进型17-4PH 不锈钢喂料流变性的影响。
1 实验
1.1 原料
本文实验采用的 17-4PH 不锈钢粉末为英国Osprey 公司提供的雾化粉末,其化学成分、粒度及粒度分布分别如表1、表2所列,17-4PH 雾化粉末的SEM 照片如图1所示。
粘结剂所含成分为微晶蜡、石蜡、植物油、聚丙烯。
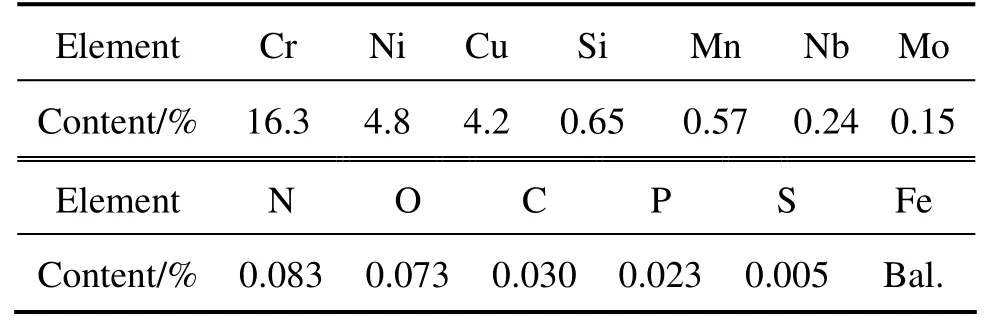
表1 17-4PH 不锈钢粉末化学成分Table 1 Elemental composition of 17-4PH stainless steel powders (mass fraction,%)

表2 17-4PH 不锈钢粉末的粒度及粒径分布Table 2 Particle size and its distribution of 17-4PH stainless steel powders
1.2 实验工艺
将不同比例的石蜡(PW)和微晶蜡(MW)加入密炼机,待其完全融化后,将粘结剂其他组元加入密炼机进行密炼,制成粘结剂。然后将金属粉末和粘结剂按58%粉末装载量配比加入捏合机,高温混炼2 h,再经单螺杆挤出机挤出、破碎机造粒制得金属注射成形用喂料。
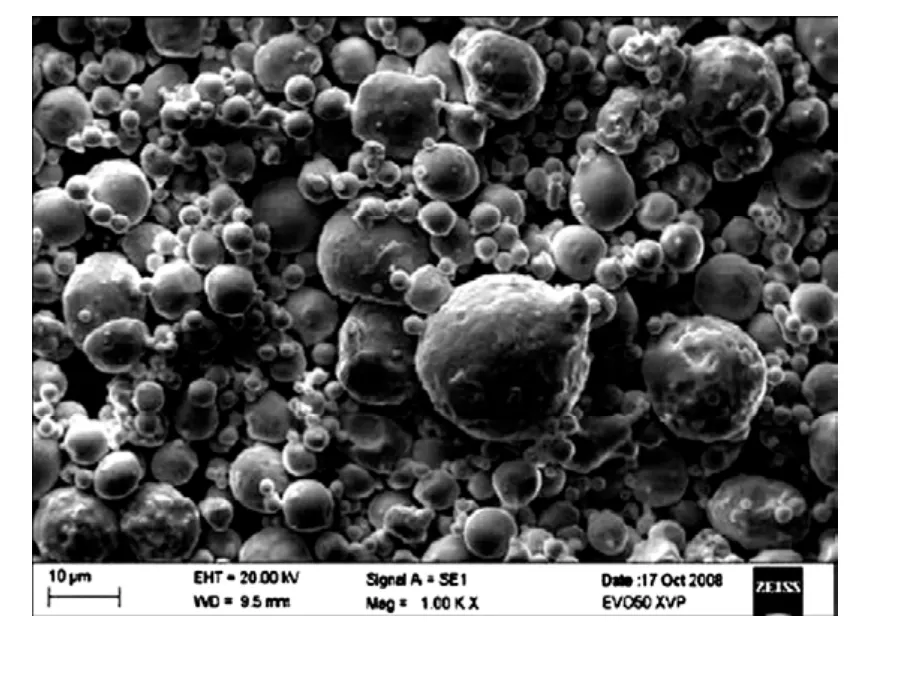
图1 17-4PH 不锈钢粉末的SEM 图像Fig.1 SEM image of 17-4PH powders
向石蜡中分别添加0、20%、30%、40%质量分数的微晶蜡,分别按照上述喂料制备工艺,制成4种注射成形用喂料,编号分别为1#、2#、3#、4#喂料。
采用英国Malvern 公司 生产的RH-7D 高级毛细管流变仪对4种喂料的流变性能进行测试。采用FEI Electron Optics B.V 生产的Nova NanoSEM 230 扫描电镜对粉末形貌进行观测。
2 结果与讨论
2.1 喂料的流变性能
2.1.1 喂料的黏度
喂料黏度是MIM 喂料流变学性能的基本指标。喂料黏度的大小表征了喂料流动性能的好坏。黏度值愈低,其流动性越好[8]。采用毛细管流变仪对4种喂料的黏度值进行测定,在温度150~165℃、剪切速率为100~1000 s−1条件下的黏度值如表3所列。
由表3可以看出,随温度和剪切速率的增大,2#、3#、4#喂料的黏度值均有所下降。1#喂料黏度值在温度由160℃升到165℃时有所增加是由于实验过程中,1#喂料在165℃高温下,出现了两相分离现象。说明微晶蜡的加入可提高粉末在粘结剂中分散的均匀性,与文献[9]得到的结果相近。
在剪切速率1000 s−1(比较接近注射成形实际剪切速率)、温度150~165℃区间,2#喂料黏度值均在100 Pa·s 以下,其值较低,说明其流动填充模腔性能好。同时,该喂料在此温度区间表现出良好的稳定性,这对注射是有利的。因此,从喂料的黏度来判断,2#喂料最好。
2.1.2 剪切速率及温度对喂料黏度的影响
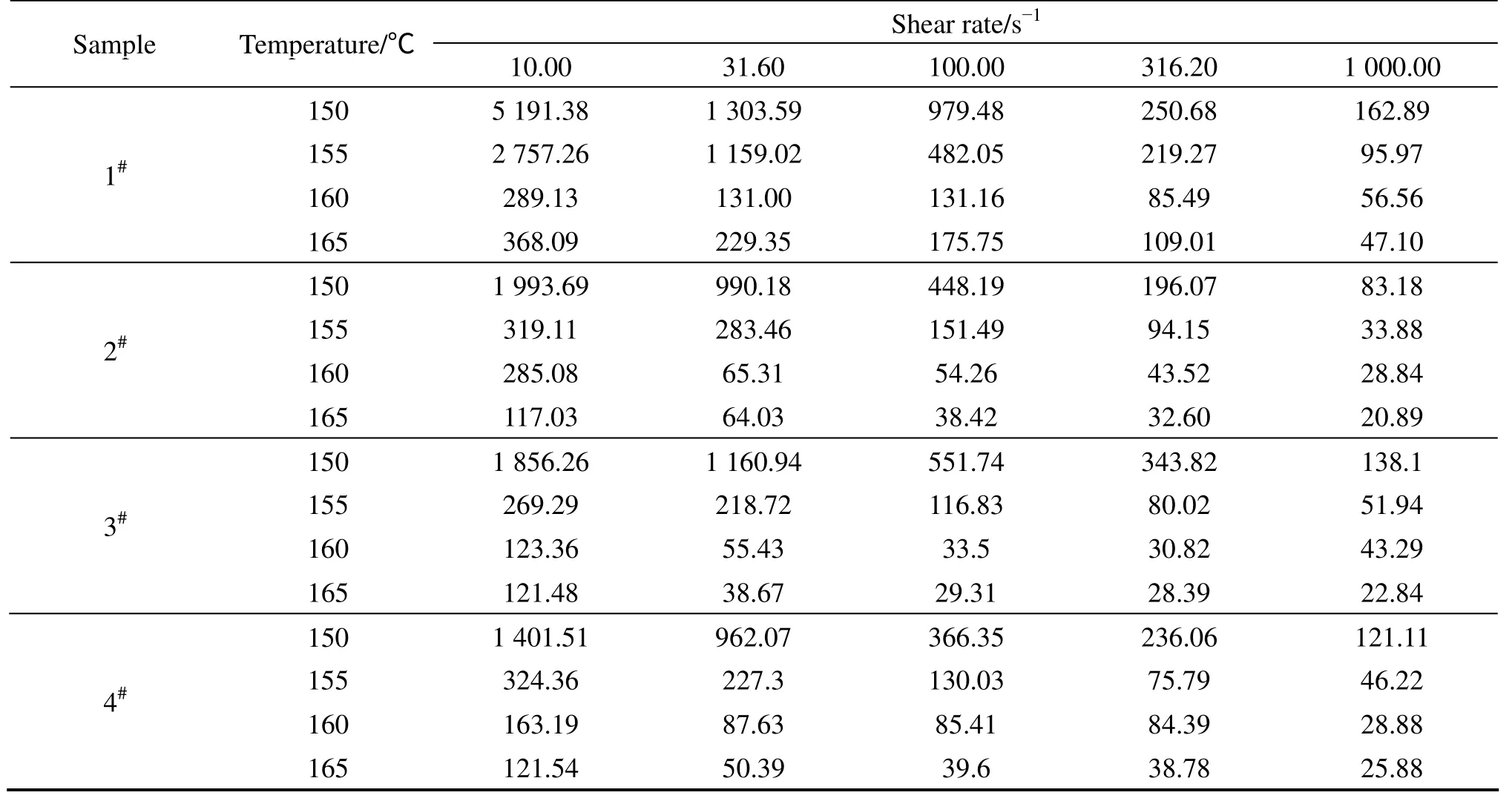
表3 4种喂料的黏度值Table 3 Viscosities of MIM feedstocks (Pa·s)
(1)剪切速率对喂料黏度的影响
MIM 喂料为1种粉末/粘结剂分散体系,一般呈现假塑性体流变行为。其黏度(η)与剪切速率(γ)的关系可用下式表示:

式中:k为系数,n为流动性指数,又称之为应变敏感性因子,n<1。n值的大小代表流体对剪切速率的敏感性,n值越小,喂料黏度随剪切速率的变化而上升或下降的速度就越快。注射成形过程是在温度和压力的共同作用下进行的。喂料黏度随剪切速率上升而迅速下降,对注射成形是非常有利的。这种高的应变敏感性对于成形精巧复杂形状的产品尤其重要,而这些精巧复杂形状产品正是MIM 产业的主导产品[7]。一般的观点是在n>0.2的前提下,其值宜尽可能小一些[10]。
根据公式(1),作黏度与剪切速率的双对数图,如图2所示,经过线性拟合,可以得到各MIM 喂料在不同温度下的n值。在160℃时,4种喂料的应变敏感因子依次为 0.65、0.57、0.66、0.70。可以看出,4种喂料对剪切速率的敏感性依次为:2#<1#<3#<4#。
(2)温度对喂料黏度的影响
喂料黏度与温度的关系可用Arrhenius 公式(2)表示:


图2 不同喂料的黏度随剪切速率的变化曲线(温度160℃)Fig.2 Shear rate dependence of viscosity of various feedstock at 160℃
式中:η0为参考黏度,E为粘流活化能(kJ·mol−1),R为气体常数8.314 (J·K·mol−1),T为温度(K)。黏流活化能值代表温度对MIM 喂料黏度的影响。E值越小,喂料黏度对温度变化的敏感性越小,注射温度的波动不会对注射成形件的质量造成太大的影响,对MIM是有利的[7]。根据公式(2),作黏度与温度的双对数图,如图3所示,经过线性拟合,可以得到4种喂料在1000 s−1剪切速率下的E值。1#~4#的E值分别为55.82、53.56、72.51和61.65 kJ/mol。可知,2#喂料的黏流活化能最小,对温度变化的敏感性最小。

图3 不同喂料黏度与温度的关系(剪切速率1000 s−1 下)Fig.3 Correlation between viscosity and reciprocal temperature from various feedstock at shear rate of 1000 s−1
2.1.3 喂料的综合流变性能
以上分析可知,喂料的黏度越小,应变敏感性因子越小,黏流活化能越小,流变性能越好。然而,这几个参数是相互制约的。模塑性指数aSTV通常被用来评价喂料的综合流变性能[11]。其表达式为:

式中:aSTV下标S、T、V 代表剪切敏感性、温度敏感性和黏度的综合影响。aSTV值越大,说明流体流变性能越好。在温度160℃、剪切速率1000 s−1条件下,根据公式(3),求得1#~4#四种喂料的综合流变因子的值依次为:1.712×10−6、3.068×10−6、1.748×10−6、2.45×10−6。4种喂料的综合流变因子大小顺序依次为:2#>4#>3#>1#。说明微晶蜡的加入提高了喂料的综合流变性能,同时也说明2#喂料综合流变性能最好。
由张健等人[9]的研究结果可知,适量微晶蜡的加入使得基体石蜡的结构发生了变化,石蜡基体的形貌也发生显著细化,加入MW的粘结剂与粉末在高剪切力作用下,包覆层的厚度比未加入MW的小。这使在相同装载量的情况下,加入MW的喂料间的粘结剂余量比未加入的要多,在高温和高剪切速率共同作用下,加入MW的喂料的粘度会降低,进而会提高喂料的流变性。
2.2 4种喂料的SEM 观察
粉末颗粒间的粘结剂层具有较大的厚度,粘结剂不是以薄而均匀的包覆层包覆粉末表面,喂料的装载量和均匀度均难以提高,经脱脂、烧结后的产品,难以获得高的密度均匀性和尺寸精度[12]。粘结剂与粉末的相容性差,易导致喂料混合不均匀,粉末间不能被均匀的填充粘结剂,注射时容易出现注射缺陷、粉末与粘结剂两相分离等现象,影响喂料的流变性能,同样会影响烧结坯的密度均匀性和尺寸精度。4种喂料的微观形貌如图4所示。
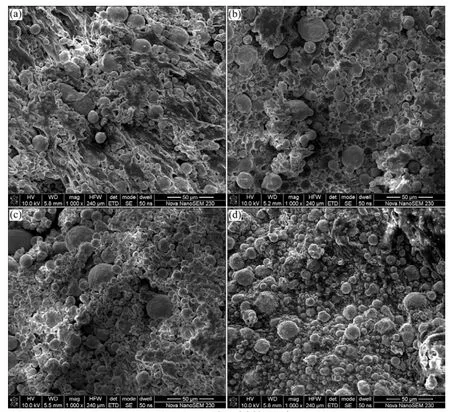
图4 4种喂料的形貌Fig.4 SEM images of four feedstock ((a)—1#;(b)—2#;(c)—3#;(d)—4#)
从图4可以看出,1#喂料存在粘结剂富集区,即粘结剂未能均匀地填充粉末颗粒间隙。这样,喂料在局部区域会出现黏度反常行为,正如1#喂料黏度在由160℃上升至165℃时增大的反常行为所示。
2#、3#、4#喂料,由于微晶蜡加入基体石蜡时,提高了粉末在粘结剂中分散的均匀性[9],粘结剂能够均匀地充满粉末之间的间隙,形成均匀的喂料。粉末与粘结剂间的润湿良好,粉末表面均匀包覆一薄层粘结剂,有助于制品获得较高的密度均匀性和尺寸精度。因此,微晶蜡的加入,可改善粉末在粘结剂中分散的均匀性。
3 结论
1)4种喂料均为假塑性流体:在一定条件下,随温度和剪切速率的提高,喂料黏度均下降。在剪切速率1000 s−1、温度150~165℃的条件下,2#喂料黏度值均在100 Pa·s 以下,表现出良好的稳定性。2#喂料具有较好的综合流变性能,其综合流变因子为αSTV=3.468×10−6。
2)适量微晶蜡的加入,可提高金属粉末在粘结剂中分散的均匀性,提高喂料的流变性能。
[1]SILVA A,LOZANOA J A,MACHADOR,et al.Study of soft magnetic iron cobalt based alloys processed by powder injection molding [J].Journal of Magnetism and Magnetic Materials,2008,320(14):393−396.
[2]JI C H,LOH N H,KHOR K A,et al.Sintering study of 316L stainless steel metal injection molding pans using Taguchi method:Final density [J].Materials Science and Engineering A,2001,311(1/2):74−82.
[3]ZHENG Zhou-shun,QU XUAN HUI,LI YUN PING.Numerical simulation of powder injection molding filling process [J].Mathematical Theory and Applications,2003,23(3):96−100.
[4]李笃信,黄伯云,曲选辉,等.金属注射成形蜡基粘结剂的研究[J].材料科学与工程,2001,19(1):34−38.LI Du-xin,HUANG Bai-yun,QU Xuan-hui,et al.Study on the improved wax-based binder for metal injection molding [J].Materials Science and Engineering,2001,19(1):34−38.
[5]GERMAN R M.Powder Injection Molding [M].Princeton NJ:MPIF,1990:99−101.
[6]李笃信,黄伯云,曲选辉,等.改进型蜡基粘结剂的喂料流变性能[J].中南工业大学报,2001,32(1):70.LI Du-xin,HUANG Bai-yun,QU Xuan-hui,et al.Rheological properties of metal injection molding feedstock using the improved wax-based binder [J].Journal Of Central South University of Technology,2001,32(1):70.
[7]李益民,曲选辉,黄伯云.金属注射成形喂料的流变学性能评价[J].材料工程,1999(7):32−35.LI Yi-min,QU Xuan-hui,HUANG Bai-yun.Evaluation of rheological properties of metal injection molding feedstocks [J].Materials Engineering,1999(7):32−35.
[8]李益民,曲选辉,李志林,等.粉末装载量对W-Ni-Fe MIM合金喂料粘度及力学性能的影响[J].稀有金属,1999(1):22−24.LI Yi-min,QU Xuan-hui,LI Zhi-lin,et al.Effect of powder loading on feedstock viscosity and mechanical properties of MIM W-Ni-Fe alloy [J].Rare Metal Materials Engineering,1999(1):22−24.
[9]张健,黄伯云,李益民,等.微晶蜡对MIM 多元蜡基粘结剂性能的影响[J].稀有金属材料与工程,2004,33(10):1084−1087.ZHANG Jian,HUANG Bai-yun,LI Yi-min,et al.Influence of microcrystalline wax on properties of MIM multi-component wax matrix binder [J].Rare Metal Materials and Engineering,2004,33(10):1084−1087.
[10]梁叔全,黄伯云.粉末注射成形流变学[M].长沙:中南大学出版社,2000:35−48.LIANG Shu-Quan,Huang Bai-yun.Rheology of Powder Injection Molding [M].Changsha:Central South University Press,2000:35−48.
[11]LI Yi-min,HUANG Bai-yun,QU Xuan-hui.Viscosity and melt rheology of metal injection molding feedstocks [J].Powder Metal,1999,42(1):86−90.
[12]ZHOU Yan-hao.Basic Rheology of Polymer Blends [M].Xi’an:Xi’an Jiao tong University Press,1988:26.
