窄搭接电阻焊机在连续退火机组上的应用
2013-08-02中冶京诚工程技术有限公司北京100176朱爱辉刘明炜
中冶京诚工程技术有限公司 (北京 100176) 朱爱辉 吕 爽 刘明炜
1.概述
对于连续退火机组,焊机的作用是将前后带钢进行连接保证机组连续稳定的运行。连续退火机组由于生产节奏快、炉内道次多以及停机损失巨大等特点,因而要求操作人员必须熟练掌握焊机的特性,确保100%的焊接成功率,避免使焊机成为连续退火机组的生产瓶颈。
某冷轧厂连续退火机组的焊机采用进口的NASTOA窄搭接电阻焊机。该焊机具有焊接工艺先进、焊缝质量可靠、性能稳定等特点,能够满足连续退火机组的生产要求。
2.焊机结构及功能
焊机为滚压缝焊型,能快速完成两卷带钢头、尾间的缝焊过程。焊机条件可由图形界面设定,采用直流电滚压缝焊工艺。整个焊机设备组成如图1所示。

图1 焊机设备组成
焊机主要附属装置如下:
(1)焊接主机 焊接主机的基础框架为C型,此C型焊接车架用以支撑双切剪、冲孔装置、焊接头、焊接变压-整流器及辗压辊等装置。
第一,双切剪:可同时剪切两卷带钢头尾部,以保证头尾部对齐。两刀片的移动支架都固定在焊机整体C型框架上,依靠气缸驱动升/降。
第二,冲孔装置:冲孔器共有两个,安装在上刀片的中央。双切剪剪切的同时,在焊缝后退约90mm的带钢宽度方向上冲两个φ15mm的圆孔,以在机组运行过程中探测焊缝用。
第三,焊接头:上、下焊接头组件安装在C型焊接架前部,焊接时直接滚压接头,通过高压大熔融电流作用于上下焊头使带钢重叠处熔结。
上、下焊轮工作一段时间后会磨损,焊轮的高度就需调整。下焊轮高度可自动上下校准到下夹紧装置水平面,以补偿焊轮的磨损值,并由激光来检测补偿值大小,上焊轮上升及下降由气缸驱动。
第四,焊接变压-整流器:装置由晶闸管开关控制,提供恒定的焊接电流,为了防止过热现象发生,在其内部有一冷却循环系统。
第五,辗压辊:安装于焊轮的后面,用来辗压焊缝用,辗压力由电动机调整。
(2)挑套装置及入口横向对中平台 入口活套的形成是通过焊接主机前挑套辊的启升来实现的,入口活套的功能是在焊接时以便于入/出口夹紧装置的自由移动和对中,挑套辊的升降由气缸控制。
入口横向对中平台装置置于焊接主机与入口活套之间,该装置由两部分组成:带钢对中检测装置和可调速度、扭矩的电动机。其基本原理是利用荧光灯发出的光,并根据摄像头接收光强大小来判定前后带钢的对中情况。其中放光器置于带钢一端,接光器置于带钢另一端。由放光器发出的光源除被带钢遮挡的一部分外,其余从带钢两边缘透过,由接光器接收。通过两边缘的光强差判定带钢中心与机组中心的差距。当前、后行带钢中心与机组中心的差值相等时,则说明前、后行带钢中心已对齐。力矩电动机正是通过调整带钢中心线的位置完成前后行带钢对中的,具体操作是通过AC伺服电动机驱动入口夹紧装置沿垂直于机组的方向运动来实现。
(3)入口及出口夹紧装置 焊机的入口和出口都装有梁式夹紧装置。入口夹紧装置采用液压缸动作,通过入口夹紧装置的运动实现前后带钢的搭接及宽度对中、搭接补偿,夹紧装置的钳口采用不会磁化的可更换材料,其中上夹紧装置带有聚氨酯防滑板。
出口夹紧装置与入口夹紧装置类似,摆动结构用于将带尾与后行带头搭接,为避免前后带钢的头尾相碰,当入口夹紧装置为了形成搭接而向前移动时,出口夹紧装置将倾斜先行带钢。当前后带钢的头、尾重叠后,出口夹紧装置压下,前行带尾压在后行带头上,从而搭接完成。
(4)出口横向对中平台 结构及原理与入口基本相同。
3.焊接流程
C型架小车停在原始位→带头带尾进入剪切区(机组完成)→入、出口挑套对中→入、出口夹紧装置夹紧带钢 →剪切带头带尾→带尾仰卷、带头前进实现搭接→C型架小车移动实现焊接至完成→入、出口夹紧装置上升松开带钢→带钢运行→C型架小车回原位。
4.焊接原理
其原理就是利用大电流(直流电流)通过上电极传到带钢再到下电极,对两带钢头尾加热熔融,最后经过碾压完成焊接。焊接时有三对轮子作用:焊轮、碾压轮和刷轮。刷轮只是在焊接过渡材打磨氧化膜时才使用,以防止焊接不良发生断带。焊轮、碾压轮焊接时用,分别起到熔融钢带和碾压平整作用。三对轮子均由气缸控制升降,移动是靠整个C型框架在电动机作用下完成的。
5.影响焊接质量的主要因素
影响电阻焊的主要因素如下:
(1)焊接电流 由焦耳定律可知,由于电阻热与电流的平方成正比,因而电流的大小直接影响到发热量的多少。电流值太低,其产生的热量不足以熔解焊缝接头成为半熔体,即无法结合;反之,若电流值过大,其产生热量太多,又造成了过熔,或使接头强度降低而变脆。
(2)搭接量 搭接长度越大,相应搭接区域的电阻减小,产热量下降。常规搭接量在0.5~2mm之间。现场生产中,考虑焊轮的碾压效应,往往在驱动侧适当增加0.2~0.6mm的搭接量,称为搭接补偿。
比较典型的搭接量异常的原因是夹紧装置及其内压块的磨损,比较简单的检查方法就是用机组所生产最小厚度的带钢切条,放入夹紧装置及压块位置,并压下夹紧装置,人工抽动钢条,确认压紧效果。
(3)通电时间 通电时间的长短也与产生的热量有关。时间太长,热量过大;反之,发热不足。在缝焊中,通电时间主要由焊接速度决定。
(4)电极压力 电极压力主要与带钢之间的接触电阻相关。电极压力太小,容易造成接触电阻不稳定甚至产生飞溅;反之,过高的压力使电极和带钢之间的接触面积增大,造成分流。
(5)电极和带钢的表面状态 电极和带钢表面的氧化物、杂质或凹凸不平直接影响接触电阻,妨碍电流通入带钢,影响焊接质量。因此,焊接前应将电极和带钢表面清理干净。
6.生产试验效果
开工调试以来,对低碳钢的不同品种进行了焊接试验,总结出了一套合理的焊接参数(见附表)。
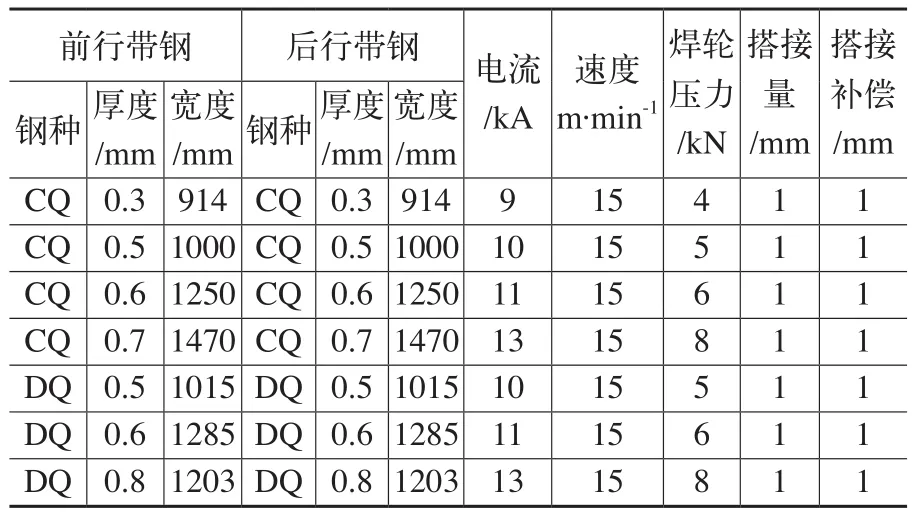
焊接参数
7.结语
在焊机操作工艺条件和设备状态良好的基础上,焊接参数的合理选择是改善焊缝质量的重要措施。本文通过生产试验,总结出了一套合理的焊接参数,对连续退火机组的顺利生产具有重要的现实意义。
