压力容器制造用焊材的选用(上)
2013-08-02大庆油田工程建设公司建材公司石油石化设备厂黑龙江163453郭晓春
大庆油田工程建设公司建材公司石油石化设备厂 (黑龙江 163453) 郭晓春

一、概述
制造压力容器的最关键步骤之一就是焊接,焊接压力容器除需要良好的焊接设备、成熟的焊接工艺评定支持及优秀的焊工操作技能外,还有一个重要因素就是焊接材料的选择。虽然很多标准(包括NB47015)均提出了选择焊接材料的基本原则,但是除了比较笼统地提出一般性原则外,针对工厂制造,面对国内外百家以上的焊材制造厂杂乱繁多的各种牌号,如何选择最佳的焊接材料产品,以保证压力容器制造质量,是压力容器生产过程中至关重要的环节。
近年来随着国民经济的快速发展,焊接领域也相应出现了新材料、新技术、新工艺。对于压力容器制造行业也不断出现各种新的复杂材料、复杂结构和新的特殊要求,归纳起来常见的主要有以下四个类别:第一类为普通低合金钢压力容器,如Q245R、Q345R等;第二类为低合金耐热钢压力容器,如15CrMoR、13MnNiMoR等;第三类为不锈钢压力容器,如06Cr19Ni10、022Cr17Ni12Mo2等;第四类为复合钢压力容器,如Q345R+2507、14Cr1MoR+316L等。本文就近年来生产过程中经常接触的、对保证压力容器制造质量有影响的焊接材料的选择使用谈点体会。
二、焊材选用遵循等强度原则
所谓等强度原则一般应理解为焊接接头强度性能不低于母材标准规定的下限值,这里的强度应该定义为产品工作时的强度,包括低温、常温和高温强度,具体材料不同强度原则也不同。
1.普通低合金钢相同钢号
选用焊接材料应保证焊缝金属的力学性能高于或等于母材规定的限值,常用焊材的选用如表1所示。
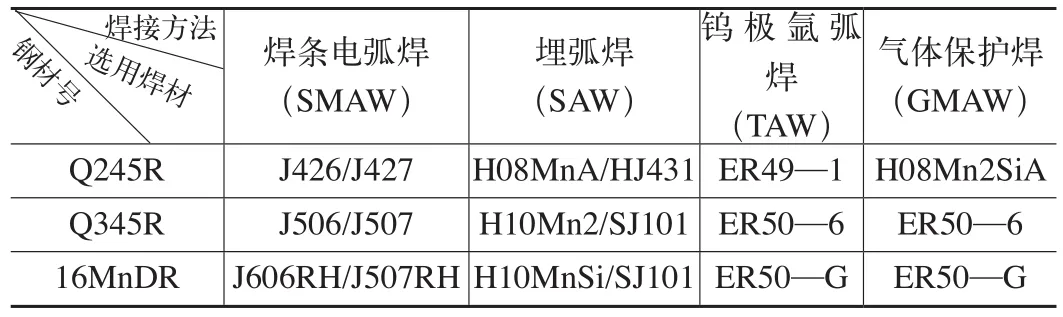
表1 常用普通结构钢焊材选用推荐
以上是属于标准选择,由于国内焊材厂家繁多,故本着高效、实用、经济的原则,使用过程中会针对不同需要进行选择。比如常用的Q345R钢材,一般选择大西洋公司的J507R(等同或高于J507),效果最为理想,强度高且S、P含量低;而气保焊丝选择林肯公司的S—6(等同于ER50—6)效果非常好,飞溅少且伸长率高。
2.低合金耐热钢相同钢号
选用焊接材料应保证焊缝金属的力学性能高于或等于母材规定的限值且焊缝金属中的Cr、Mo含量与母材规定相当。这里的强度指标应该是最高工作温度下暂时的高温抗拉强度。同时还要根据钢材的焊接性,综合考虑焊接结构尺寸、形状、坡口及母材成分过渡等影响因素。尤其应当充分考虑热处理过程中合金元素的损失,选择适当高的合金元素含量。常用的焊材如表2所示。
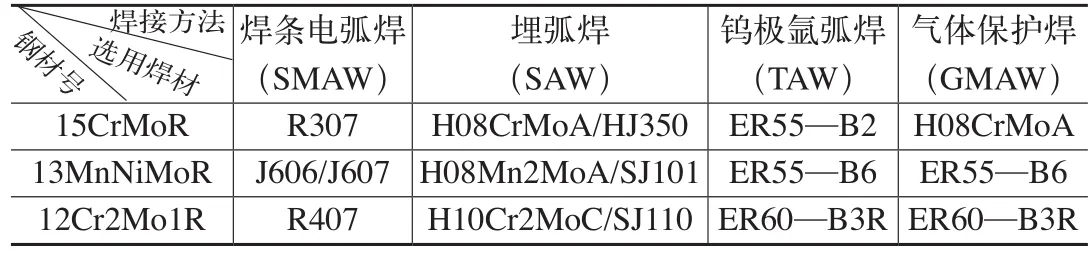
表2 常用低合金耐热钢焊材选用推荐
以上材料均是标准要求,实际生产中有些虽然名称相近,但应用起来均有一定的不同,有些差别甚至非常大。比如,15CrMoR埋弧焊应用最好的是安泰及金桥的13CrMoA+HJ250,而13MnNiMoR应用最好的是哈尔滨焊接研究所威尔公司的上述产品,曾经某厂应用该焊材焊接甲醇合成塔(φ3400mm×12 000mm)焊接一次合格率达98.6%的好成绩。
3.常用不锈钢相同钢号
选用焊接材料应保证焊缝金属的力学性能高于或等于母材规定的限值。同时,为避免重复加热导致碳化物(C6Cr23)的析出,应尽量考虑选择含Cr量较高的焊接材料。如果是铬不锈钢,还应考虑热处理等因素。常用的焊材如表3所示。

表3 常用不锈钢钢焊材选用推荐
以上材料的选择均是标准要求,实际应用中基本上使用的型号、牌号都相同,个别厂家使用了AWS牌号标准,与国内也很接近,在这方面使用效果最好的应该是北京金威公司和安泰公司,无论是外观标识还是使用上都比较符合要求。
4.复合不锈钢相焊
基层相焊考虑低合金钢相焊的选用原则,即选用焊接材料应保证焊缝金属的力学性能高于或等于母材规定的限值。复层相焊考虑不锈钢相焊的选用原则,过渡层相焊应保证焊缝金属的抗裂性能和力学性能。常用焊材如表4所示。
以上两种不锈钢复合材料容器,是近年来应用复合材料制造压力容器比较典型的两种。Q345R+2507复合钢材中的2507为超级双相钢,其选用的为进口山特维克公司生产的焊材,板材焊接难度较大,成形十分困难。14Cr1MoR+316L中基层是国产化耐热钢种,焊材选用的哈尔滨焊接研究所威尔公司的H08CrMoG/SJ110,板材同样成形难度大,焊接工序复杂,经过各种热处理过程才达到应用需求。

表4 常用不锈钢复合钢焊材选用推荐
三、遵循等塑性和等韧性原则
压力容器焊接接头等塑性和等韧性是指塑性和韧性不低于母材标准规定的塑性和韧性指标的下限值,或不低于容器制造技术条件的规定值。实践证明,如果焊缝强度超过母材过多,接头冷弯时,塑性变形不均匀,因而造成冷弯角小,甚至出现横向裂纹。这样,一般在选择焊接材料时保证等强度前提下,重点考虑焊缝金属冲击韧性的要求。
1.焊条电弧焊
低合金钢材的焊接材料中,焊条是最常见的。由于压力容器制造焊缝内在质量要求高,而低氢型焊条其药皮具有扩散氢含量低,熔敷金属中S、P等杂质及含氧量和含氢量低,焊缝具有较高的塑韧性和抗裂性,因此多数情况下应选用碱性低氢型焊条,在缺少直流电的情况下,也应选用交直流两用低氢型焊条。
2.埋弧焊
埋弧焊时由于使用的焊材是焊丝与焊剂的不同组合,因此可获得不同性能和不同成分的熔敷金属。在低碳钢埋弧焊时,由于焊缝中合金成分较少,故可采用焊丝渗合金,也可采用焊剂渗合金。
